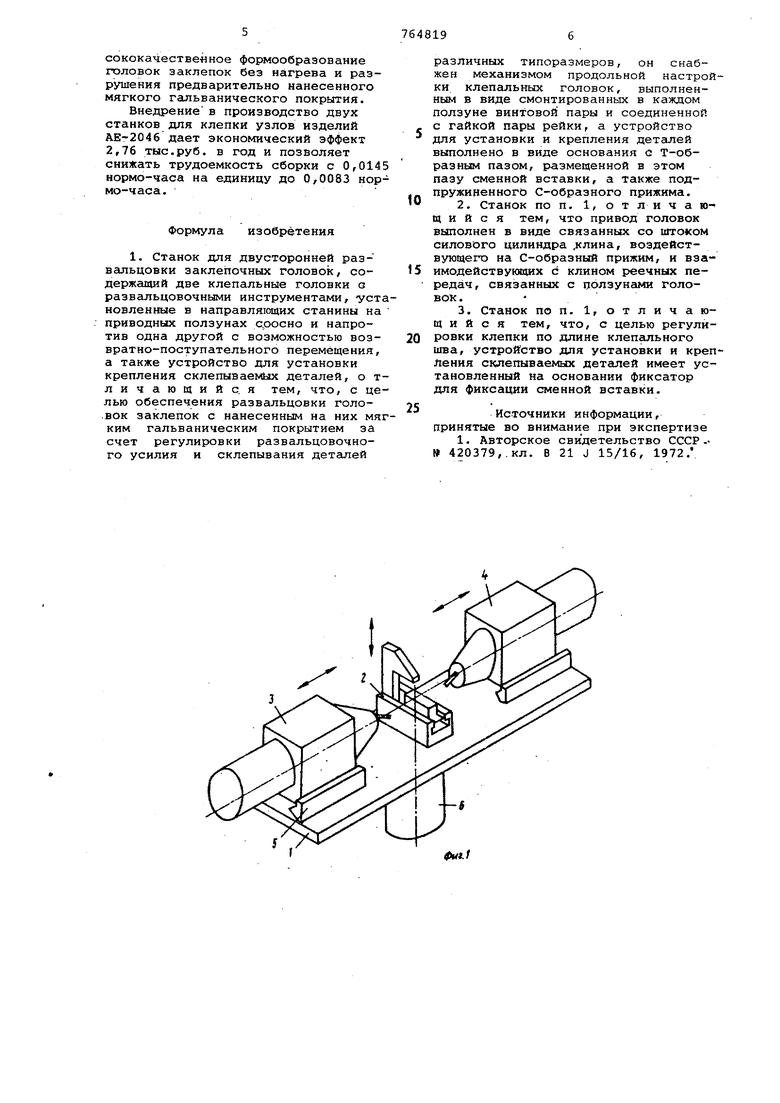
Изобретение относится к клепальным работам, в частности к клепальному оборудованию для клепки развальцовкой. Известен станок для двусторонней развальцовки заклепочных головок на стержне, содержащий две шпиндель ные головки, установленные в направ ляющих станины соосно с возможность возвратно-поступательного перемещен от привода и снабженные развальцово ным инструментом трения с твердосплавными пластинами, а также механизм установки склепываемых деталей при этом головки установлены на пол зунах в направляющих станины и свяг заны с приводом посредством промежутЬчных элементов с электродвигате лем. Головки размещены соосно и напротив одна другой с возможностью возвратно-поступательного перемещения l . Однако в известном станке конструкция привода шпиндельных головок имеет постоянные характеристики по передаваемому осевому усилию на расклепываемый элемент и время формирования заклепочной головки,, а формообразование головок происходит при нагреве конца расклепываемого элемента, вследствие трения скольжения между инструментом и расклепываемым элементом, кроме того, механизм установки склепываемых деталей предназначен только для одного изделия - соединение планок петли стержнем. На практике оказывается, что склепыванию с двух сторон подлежат разнообразные изделия или узлы, отличающиеся друг от друга по размерам и материалу расклепываемого элемента, при этом расклепываемые элементы могут иметь предварительно нанесенные мягкие гальванические покрытия, разрушение которых в процессе развальцовки нежелательно, но при существующем способе неизбежно, кроме того, при развальцовке (клепке) различных материалов возникает необходимость изменять осевое усилие и время формирования Эамыканнцей головки. Цель изобретения - обеспечение развальцовки головок заклепок с нанесенным на них мягким гальваническим покрытием за счет регулировки развальцовочного уси.пия и склепывания деталей различных типора змеров. Это достигается тем, что станок снабжен механизмом продольной настройки клепальных головок, выполненным в виде смонтированных в каждом ползуне винтовой пары и соединенной с гайкой пары рейки, а устройство для установки и крепления деталей выполнено в виде основания с Т-образным пазом, размещенной в этом пазу сменной вставки, а также подпружиненного С-образного прижима. Привод головок выполнен в виде связанных со штоком силового цилиндра клина, воздействующего на С-образный прижим, и взаимодейству щих с клином реечных передач, связанных с ползунами голонок. Для ре гулировки по длине клепального шва устройство для крепления деталей имеет установленный на основании фиксатор для фиксации сменной вста ки. На фиг. 1 дан станок для двусто ронней развальцовки заклепочных го ловок, общий ВИД , на фиг. 2 - меха низм продольной настройки; на фиг. 3 - устройство для установки склепываемых деталей; на фиг. 4 кинематическая схема привода. Станок содержит смонтированные на станине 1 устройство 2 установк и крепления склепываемых деталей, две клепальные головки 3 и 4 с воз можностью возвратно-поступательног перемещения по направляющим -5 от привода б. Клепальные головки 3 и 4 установлены на ползунах 7, в которых смонтирован механизм продольной настройки, состоящий из винта 8, гайки 9 и рейки 10, соединенной с гайкой. Устройство 2 для установки и крепления склепываемых деталей состоит из основания 11 с Т-образным пазом, в котором устанавливаются сменные вставки 12, С-образного пр жима 13 склепываемых деталей и пру жины 14, взаимодействующей с основанием 11 и прижимом 13. На основа нии 11 смонтирован подпружиненный фиксатор 15 для фиксации сменной вставки 12. Привод б выполнен в ви де смонтированного на станине 1 цилиндра 16, связанного штоком с ползунами 7 клепальных головок 3 и 4 посредством клина 17, через рееч ную передачу 18 и шестерни 19, т.е рейки 18 подпружинены пружинами 2 Привод 6 управляется с помощью - левмо-(гидро)распределителя 21 с регулятором давления 22 и реле вре мени (на чертежах не показаны. Станок работает следующим образом. Исходное положение. Электромагнит пневмо-(гидро)распределителя 2 обесточен. Сжатый воздух или жидкость под давлением поступает в нижнюю полость силового пневмо-(гидро) цилиндра 16, при атом шток цилиндра контактирует клином с С-образным .прижимом 13 склепываемых деталей, пружина 14 находится в сжатом состоянии, клепальные голт-вки 3 и 4 в крайних положениях. После включения электромагнита пневмо-(гидро)распределителя 21 сжатый, воздух или жидкость под давлением поступает в верхнюю полость цилиндра 16, контакт между клином и.прижимом 13 размыкается, и прижим 13 под воздействием пружины 14 вступает в контакт со сменной вставкой 12, зажима.я склепываемую деталь в заданном положении. При дальнейшем перемещении штока пневмо-(гидро)цилиндра 16 с клином 17 на его верхнем конце происходит перемещение реек 18, взаимодействующих с ползунами 7 клепальных головок, через шестерни 19 и сухари-рейки 23. Происходит перемещение клепальных головок в направлении склепываемых деталей. По истечении времени, устанавливаемого реле времени, электромагнит пневмо-(гидро)распределителя 21 отключается, сжатый воздух или жидкость под давлением поступает в нижнюю полость цилиндра 16, шток перемещается вверх, клин 17 вступает в контакт с прижимом 13, пружина 14 деформируется, склепываемые детали освобождаются, а клепальные головки 3 и 4 под воздействием пружин возвращаются в исходное положение. Наличие в станке механизмов продольной настройки клепальных головок, устройства для установки и крепления склепываемых деталей со сменными вставками и возможность изменения осевого давления на.инструмент путем изменения давления сжатого воздуха или жидкости-, поступающих в цилиндр привода, а также возможность регулирования времени клепки позволяет использовать станок для двусторонней развальцовки различных деталей как по длине, так и по сечению или материалу склепываемых элементов и, кроме того, наличие в основании устройства подпружиненного фиксатора, взаимодействующего с пазами оснований сменной вставки, позволяет склепывать узлы или издрлия в нескольких точках путем последовательного перемещения сменной вставки относительно оси клепальных голйвок. Применение в станке клепальных головок со сферодвижными инструментодержателями, совершающими движение по сложной траектории, изменяющейся в течение рабочего цикла, вместо шпиндельных головок с инстру.ментами трения, обеспечивает высококачественное формообразование головок заклепок без нагрева и разрушения предварительно нанесенного мягкого гальванического покрытия. Внедрение в производство двух станков для клепки узлов изделий АЕ-2046 дает экономический эффект 2,76 тыс.руб. в год и позволяет снижать трудоемкость сборки с 0,0145 нормо-часа на единицу до 0,0083 нормо-часа.
Формула изобретения
1. Станок для двусторонней развальцовки заклепочных головок, содержащий две клепальные головки Q развальцовочными инструментами, установленные в направляющих станины на приводных ползунах сроено и напротив одна другой с возможностью возвратно-поступательного перемещения, а также устройство для установки крепления склепываемЬ1Х деталей, о тличающийс. я тем, что, с целью обеспечения развальцовки голо.вок заклепок с нанесенным на них мягким гальваническим покрытием за счет регулировки развальцовочного усилия и склепывания деталей
различных типоразмеров, он снабжен механизмом продольной настройки клепальных головок, выполненным в виде смонтированных в каждом ползуне БИНТОВОЙ пары и соединенной с гайкой пары рейки, а устройство для установки и крепления деталей выполнено в виде основания с Т-образным пазом, размещенной в этом пазу сменной вставки, а также подпружиненного С-образного прижима.
0
2.Станок по п. 1, отличающийся тем, что привод головок выполнен в виде связанных со штоком силового цилиндра лина, воздействующего на С-образный прижим, и вза5имодействующих с клином реечных передач, связанных с ползунами головок.
3.Станок по п. 1, отличающий с я тем, что, с целью регули0ровки клепки по длине клепального шва, устройство для установки и крепления склепываемых деталей имеет установленный на основании фиксатор для фиксации сменной вставки.
5
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 420379,.кл. В 21 J 15/16, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Устройство для клепки развальцовкой дисковых деталей полыми заклепками | 1974 |
|
SU578151A1 |
| Клепальный пресс | 1977 |
|
SU749531A2 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| Сверлильно-клепальный автомат | 1990 |
|
SU1779459A1 |
| Клепальный станок | 1977 |
|
SU688270A1 |
| Устройство к прессу для групповой клепки | 1980 |
|
SU871993A2 |

