Изобретение относится к клепально- сборочным работам, в частности к устройствам для групповой клепки развальцовкой качающимся инструментом
Известна головка для групповой клепки (авт. св. СССР № 1225668, кл В 21 J 15/12, 1984), содержащая корпус, в котором смонтированы приводной вал, связанный с параллельно расположенными верхней и нижней плитами, в последней из которых установлены расклепывающие пуансоны, и параллельные диски, один из которых размещен между корпусом и верхней плитой, а другой - между плитами, при этом на обращенных к расклепывающим пуансоном торцевых поверхностях дисков и обращенных к ним поверхностях плит выполнены параллельные направляющие канавки, в которых
расположены тела качения, а на противоположных торцевых поверхностях дисков и обращенных к ним поверхностях корпуса и верхней плиты выполнены дополнительные параллельные направляющие канавки, расположенные перпендикулярно основным,
Недостаток этой головки заключается в° том, что пуансоны устанавливаются на определенную длину и не компенсируют разность по высоте головок заклепок, что значительно ухудшает качество клепки.
Этот недостаток отсутствует в многошпиндельном станке для групповой клепки развальцовкой (авт. ев № 1007819, кл. В 21 J 15/12, 1981), содержащем смонтированную на основании многошпиндельную клепальную голйвку в виде размещенных в корпусе, оснащенных разVJ
(Я
&
с
вальцовочным инструментом шпиндельных механизмов с общим приводом вращения и механизмом осевого перемещения.
Недостатки этого станка заключаются в том, что требуют вспомогательную систему, которая поддерживает определенное давление в силовом проводе осевого перемещения инструмента, большие габариты головки станка, относительно большие межцентровые расстояния между заклепками, необходимость регулировки.
Известная гол овка специальной машины для многократной клепки качающимся инструментом содержит нажимную и водящую плиты, передающие элементы, приводящие их в плоско-пара лельное движение, и пуайсоны, зажатые между плитами.
Головка работает следующим образом.
Нажимная и водящая плиты приводятся в движение двумя синхронно вращающимися валами через эксцентриситет, свой для каждой плиты и передающие элементы и производят каждая из них качающееся движение, передающееся пуансоном, зажатым между нажимной и водящей плитами, которые обкатывают головки заклепок своими концами, ,„
Недостатки этой конструкции заключаются в том, что жестко зажатые между двух плит пуансоны не компенсируют разности Но высоте головок заклепок, что отрицательно влияет на качество клепки и ее надежность.
При поломке одного (или нескольких) пуансона усилие, передающееся ему нажимной плитой, распределяется между остальными, что влечет за собой увеличение расчетного осевого усилия, которое влияет на Качество и надежность клепки, а также может привести к браку. Кроме того, приводом подвода клепочной головки является нагнетательный цилидр, который подводит головку сначала низким давлением. При слабейшем прикосновении пуансона к заклепкам давление в цилиндре возрастает и Дбходит до заданного значения, что может привести к удару, а, значит, к браку.
Таким образом качество клепки определяется точностью изготовления клепочной гоЯовки и заклепок, наличием дополнительных устройств в системе подвода клепочной головки, возможностью выпуска брака при поломке пуансонов.
Целью является повышение качества клепки и надежности головки, что обеспечивается возможностью компенсации разновы- сотности стержней заклепок и исключением поломки пуансонов.
Поставленная цель достигается тем, что головка для групповой клепки развальцовкой, содержащей нажимную и водящую плиты, установленные с возможностью качатель- ного плоско-параллельного перемещения с различной амплитудой, закрепленные на
водящей плите втулки с размещенными в них шаровыми опорами, а также развальцо- вочные пуансоны с шаровыми опорами на одном конце, размещенные во втулках водящей плиты и связанные с шаровыми опорами втулок, согласно предлагаемому изобретению снабжена дополнительной плитой с углублением на одной из поверхностей и сквозными отверстиями, а также плунжерами. ч
Дополнительная плита крепится на нажимной плите со стороны, обращенной к водящей плите, с образованием полости между углублением дополнительной плиты и нажимной плитой, которая заполнена гидравлической средой.
Плунжеры размещены в отверстиях дополнительной плиты с возможностью осевого перемещения и связаны с шаровыми опорами пуансонов.
Плунжеры выполнены различного диаметра.
Указанные отличия позволят компенсировать все неточности изготовления и монтажа, обеспечить мягкий подвод пуансонов к заклепкам и автоматический контроль поломки инструмента, так как при поломке хотя бы одного пуансона давление в полости не вырастает на расчетной высоте клепки.
Осевое усилие на пуансонах зависит от давления в замкнутой полости, возникающего в процессе клепки.
Диаметр плунжеров может быть разли- чен, он зависит от осевого усилия на пуансоне, которое зависит от формы головки заклепок, материала, типа заклепочного соединения и т.д. и рассчитывается по следующей формуле
FOCI Fpc2 FOCI
Si
S2
Si
P
FOCI; F0c2 FOCI - осевое усилие на пуансонах;
Si, $2, .... Si - площадь поперечного сечения плунжера;
Р-давление, возникающее в замкнутой полости в процессе клепки.
Имея определенное осевое усилие на каждом пуансоне, можно одновременно клепать заклепки, различные по диаметру, типоразмеру, подвижные и неподвижные, сделанные из различных материалов.
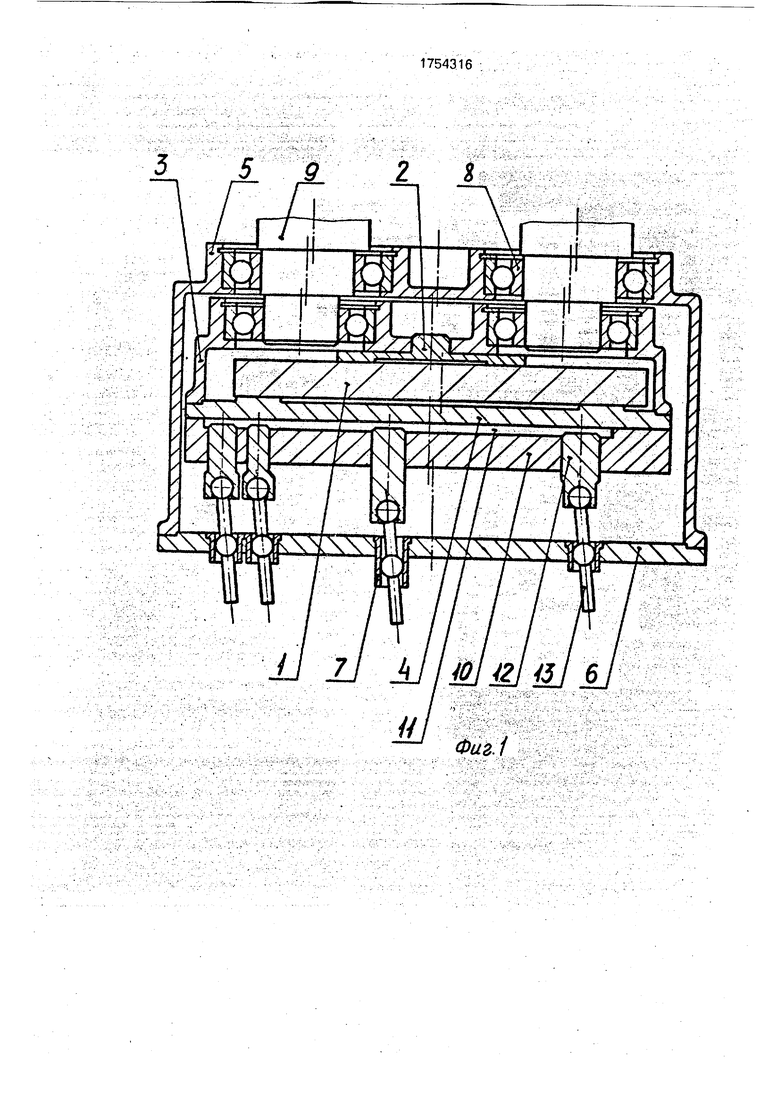
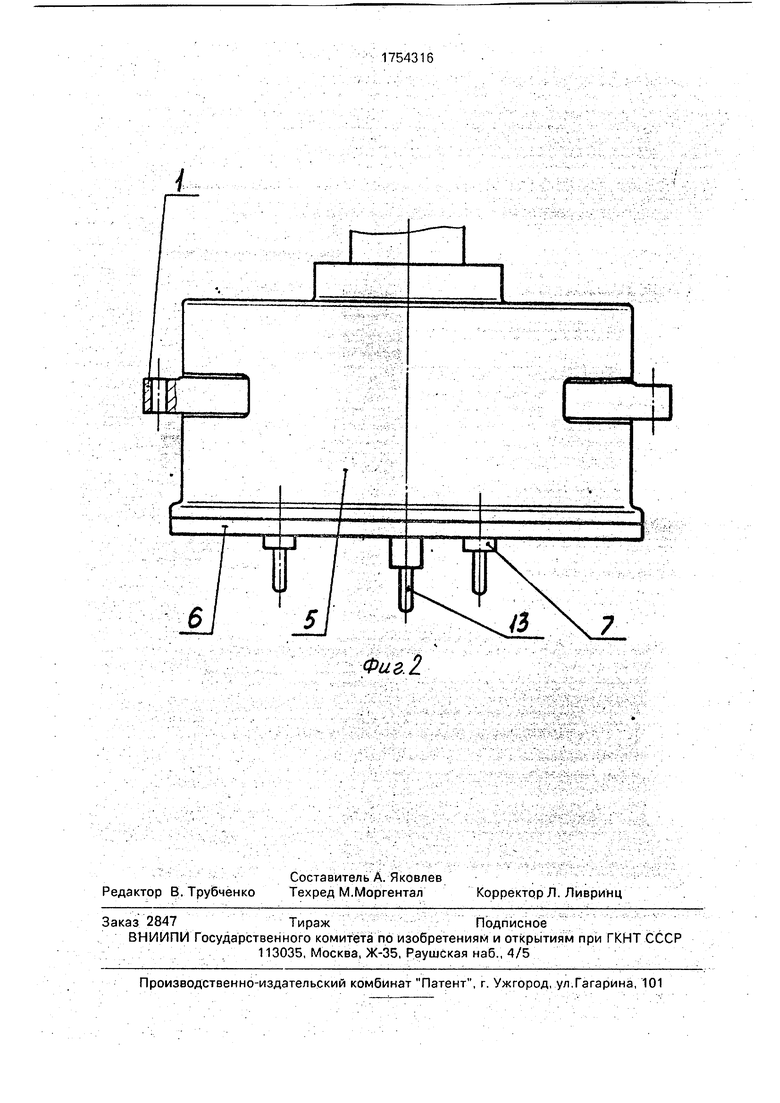
На фиг. 1 представлена головка в разрезе ; на фиг.2 - то же , вид сбоку
Предлагаемая головка для групповой клепки развальцовкой содержит упор 1, связанный со штоком гидроцилиндра подвода головки (не показан). На одной стороне упора 1 с помощью шайб 2 закреплен корпус 3, а на противоположной - нажимная плита 4. Для устранения трения скольжения между упором 1 и нажимной плитой установлен подшипник из насыпных шариков. Головка снабжена корпусом 5, к которому прикреплена водящая плита 6 с запрессованными в ней втулками 7 с шаровыми опорами. Корпуса 3 и 5, каждый чере11 свой эксцентриситет, и подшипники 8 жестко связаны с двумя синхронно вращающимися валами 9, установленными в штоке гидроцилиндра подвода голов и и вращающимися от электродвигателя через зубчатую передачу (не показаны). Между нажимной 4 и водящей 6 плитами размещена дополнительная плита 10с углублением, образующая с нажимной 4 плитой замкнутую полость 11, заполненную гидравлической средой. В дополнительной плите 10 выполнены отверстия, в которых установлены плунжеры 12 разного диаметра с возможностью осевого перемещения в них. Полость 11 соединяет все плунжеры 12. Плунжеры 12 шарнирно связаны с одним концом пуансонов 13, другой конец которых проходит через втулки 7 с шаровыми опорами, размещенными в водящей плите 6.
Головка для групповой клепки развальцовкой работает следующим образом.
Синхронно вращающиеся валы 9 приводят в плоско-параллельное движение корпуса 3 и 5, передающееся пуансоном 13, которые производят качающееся движение без вращения вокруг собствен ной оси, обкатывая своими концами головки заклепок.
Подвод головки осуществляется гидроцилиндром, давление в котором задано и определено в зависимости от необходимого осевого усилия для клепки развальцовкой заклепок.
При касании головок заклепок пуансонами 13 происходит их перемещение в зависимости от высоты заклепок. Когда все пуансоны 13 коснутся, давление в полости 11 начнет возрастать до определенной величины, зависящей от давления в гидроцилиндре подвода головки.
Процесс клепки развальцовкой можно осуществить за счет перемещения плунже- ров 12, подводя гидравлическое масло от насоса в полость 11 заданным давлением.
Использование предлагаемой конструкции позволит повысить качество клепки и надежность головки и устранить ручной труд на этой операции.
Формула изобретения
1.Головка для групповой клепки развальцовкой, содержащая нажимную и водящую плиты, установленные с возможностью
качательного плоско-параллельного перемещения с различной амплитудой, закрепленные на водящей плите втулки с размещенными в них шаровыми опорами, а также развальцовочные пуансоны с шаровыми опорами на одном конце, размещен- н,ые во втулках водящей плиты и связанные с шаровыми опорами втулок, отличающаяся тем, что, с целью повышения качества клепки и надежности головки, она
снабжена дополнительной плитой с углублением на одной из поверхностей и сквозными отверстиями, а также плунжерами, при этом дополнительная плита закреплена на нажимной плите со стороны, обращенной к водящей плите, с образованием полости между углублением дополнительной плиты и нажимной плитой, упомянутая полость заполнена гидравлической средой, а плунжеры размещены в отверстиях дополнительной плиты с возможностью осевого перемещения и связаны с шаровыми опорами пуансонов.
2.Головка по п. 1,отличающаяся тем, что, с целью расширения технологических возможностей, плунжеры выполнены различного диаметра.
гпф
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой клепки развальцовкой полых заклепок | 1980 |
|
SU927406A1 |
| Устройство для групповой клепки развальцовкой | 1981 |
|
SU1007821A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1342578A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1375399A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1389927A1 |
| Устройство для групповой клепки развальцовкой | 1990 |
|
SU1738461A1 |
| Головка для групповой клепки развальцовкой | 1981 |
|
SU984617A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
Использование клепально-сборочные работы, клепальное оборудование. Сущность изобретения1 головка содержит нажимную и водящую плиты, установленные с возможностью картельного плоскб-параллельного перемещения с различной амплитудой. На нажимной плите закреплена дополнительная плита с образованием полости, заполненной гидравлической средой В отверстиях дополнительной плиты размещены плунжеры различного диаметра. Плунжеры связаны с шаровыми опорами развальцовочных пуан&бнов. Развальцовоч- ные пуансоны размещены во втулках, закрепленных на водящей плите и проходят через шаровые опоры, установленные во втулках. При плоско-параллельном перемещении водящей и нажимной плит пуансоны получают качающееся движение без вращения вокруг собственной оси и обкатывают стержни заклепок Головка обеспечивает высокое качество клёпки, имеет широкие технологические возможности и высокую надежность 1 з п ф-лы, 2 ил С/1 С
9lCfrSil
Фиг. 2
| Машина многократной клепки с качающимся инструментом фирмы Кохер, Проспект фирмы KOCHER, PAUL KOCHER AG, 2552 ORPUND/Biet Elektroapparate und Maschlnenba. |
