Если смесь содержит обожженный плавиковый шпат, то ингредиенты входят в нее в следующем соотношении, в вес.%:
Пульвербакелит 4-7 Каменноугольный пек4-9
Обожженный плавиковый шпат 84-92 Если смесь содержит необожженный плавиковый шпат, то ингредиенты входят в нее в следующем соотношении, в вес.%:
Пульвербакелит . 10-16
Каменноугольный
пек14-20
Необожженный
плавиковый
шпат64-76
Плавиковый шпат (фторид кальция) а процессе формирования отливки при нагреве формы в условиях вакуума диссоциирует. Кальций, нейтральный по отношению к титану и обладающий более высоким сродством к водороду, нежели титан и фтор, ослабляет степень химического взаимодействия отливки с формой. Благодаря этому на отливках формируется поверхностный слой с улучшенными качественными характеристиками, .
При содержании обожженного или необолокенного плавикового шпата ниже нижних обусловленных пределов не достигается требуемого улучшения микротвердости поверхностного слоя отливок, повышается гаэотворность смеси и имеет место нерациональный перерасход дефицитных связующих материалов (пульвербакелита и каменноугольного пека), а при содержании его выше верхних обусловленных.пределов снижается прочность форм после обжига и повышается их линейная усадка, что приводит к снижению геометрии отливки.
Плавиковый шпат может использоваться в необожженном или в оббюкенном состоянии, в случае использования его в необожженном.состоянии дл обеспечения требуемых физико-механических хаЕ актеристик форм и стержней расход связующего (пульвербакелита и каменноугольного пека) выбирается повышенным (соответственно 10-16 и 14-20 вес.%).
Обжиг плавикового шпата производя
при 850-900°С.
В случае использования плавикового шпата в обожженном состоянии расход пульвербакелита и каменноугольного йека может быть существенно снижен, соответственно до 4-7 и 4-9 вёс.%.
Оба.варианта составов смесей (с обожженным и с необожженным плавиковым шпатом) идентичны с точки зрения достигаемых физико-механических показателей форм и качества поверхностного слоя отливок из титановых сплавов. Выбор того или иного варианта в каждом конкретном случае диктуется возможностями производства, в частности наличием печей для обжига плавикового шпата и ресурсов рабочей силы для проведения этой операции. Формы из смесей изготавливаются прессованием между двумя плитами, нагретыми до 250-300 С, при удельном давлении прессования 30 кгс/см -. После прессования и спекания формы подвергаются обжигу по следующему режиму: нагрев до 250-550°С с выдержкой в течение 2 ч, нагрев до 900950 С с выдержкой в течение не менее 1 ч и остывание с печью до 300350°С.
При изготовлении объемных форм целесообразно смесь использовать для изготовления облицовочного слоя, а в качестве наполнительной смеси использовать, например, известную . смесь 2.
Для изготовления двухслойной формы вначале на матрицу подают наполнительную смесь (например, на основе мегнезита), а затем - облицовочную (на основе плавикового шпата). Соотношение толщины облицовочного и наполнительного слоев должно быть в пределах 1: (3-4) .
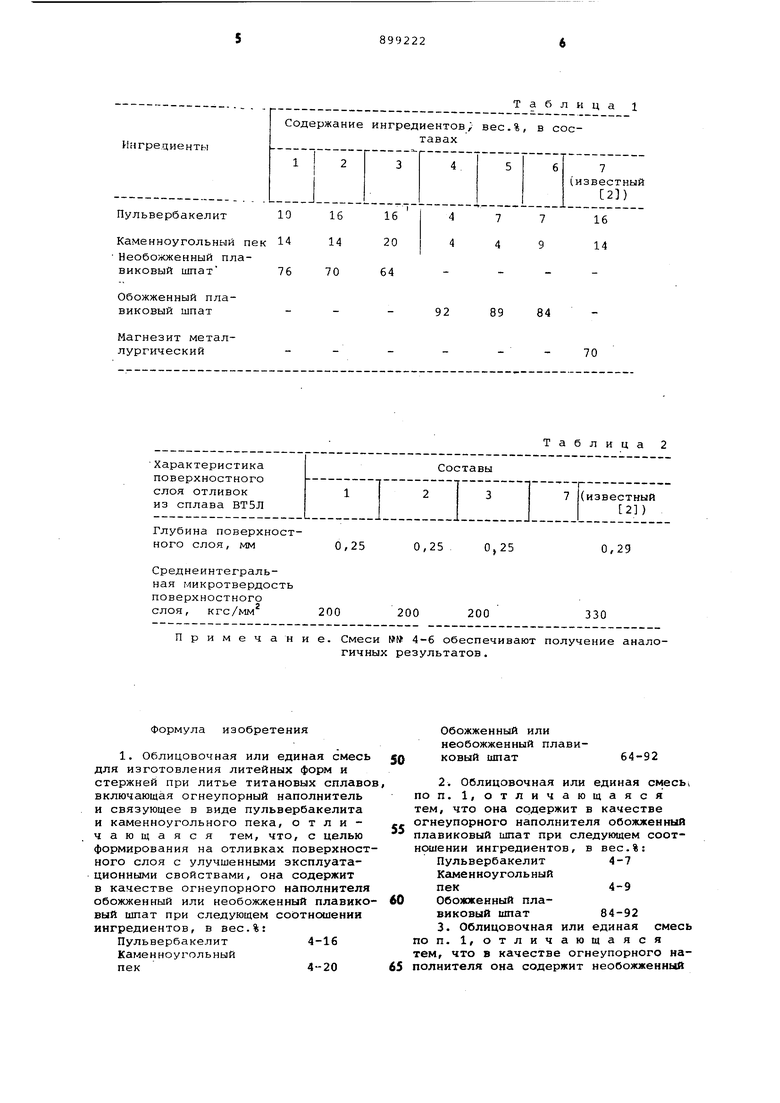
В табл. 1 приведены составы 1-6 предлагаемой смеси и состав 7 известной смеси 21.
Из смесей, составы которых приведены в табл. 1., .изготовлены формы, которые заливались титановым сплавом ВТ5Л в вакуумно-дуговой гарнисажной печи ВДЛ-1.
В табл. 2 представлен поверхностный слой отливок, полученный в формах.
Технологические показатели,характеризующие предлагаемую смесь: Прочность на изгиб формы после обжига, кгс/см
14-17 Линейная усадка после об0,8-1,0 жига, %
Точность титановых отливок на .размере 100 мм,% 0,5-0,6
Из табл. 2 видно, что предлагаемая смесь обеспечивает получение отливок из титановых сплавов с более высокими показателями эксплуатационных свойств поверхностного слоя (уменьшаются как глубина поверхностного слоя, так и его микротвердость)
Ингредиенты
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм и стержней | 1980 |
|
SU969416A1 |
| Смесь для изготовления оболочковыхфОРМ пРи лиТьЕ ХиМичЕСКи АКТиВ-НыХ и ВыСОКОТЕМпЕРАТуРНыХ СплАВОВ | 1979 |
|
SU816659A1 |
| Смесь для изготовления литейныхфОРМ | 1978 |
|
SU818720A1 |
| Теплоизолирующая шлакообразующая смесь для разливки металла | 1989 |
|
SU1720794A1 |
| Смесь для изготовления литейных форм и стержней | 1974 |
|
SU531621A1 |
| Экзотермическая смесь для утепления головной части слитка | 1975 |
|
SU547287A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ВНУТРЕННЕЙ ФУТЕРОВКИ ДОМЕННОЙ ПЕЧИ, ПОЛУЧАЕМЫЙ ЧАСТИЧНОЙ ГРАФИТИЗАЦИЕЙ СМЕСИ, СОДЕРЖАЩЕЙ C И Si | 2012 |
|
RU2596161C2 |
| Способ изготовления огнеупорных изделий | 1981 |
|
SU998433A1 |
| Способ отливки деталей из черных и цветных металлов | 1958 |
|
SU119662A1 |
Пульвербакелит
Каменноугольный пек Необожженный плавиковый шпат
Обожженный плавиковый шпат
Магнезит металлургический0,25 0,25 200 200 Примечание.
Формула изобретения
Пульвербакелит 4-16
Каменноугольный
пек4--20
89
84
92
70
Таблица 2
0,25
0,29
200
330
Обожженный или необожженный плави64-92ковый шпат
Пульвербакелит 4-7 Каменноугольный пек4-9
Обожженный плавиковый шпат 84-92
899222 8
плавиковый шпат при следующем соотно- Источники информации,
шении ингредиентов, вес.%:принятые во внимание при экспертизе
Пульвербакелит 10-161, Авторское свидетельство СССР
Каменноугольныйпо заявке № 2759884/22-02,
пек 14-20 кл. В 22 С 1/06, 1979.
Необожженный пла-j 2. Авторское свидетельство СССР
виковый шпат 64-76№ 531621, кл. в 22 С 1/16, 1974.
