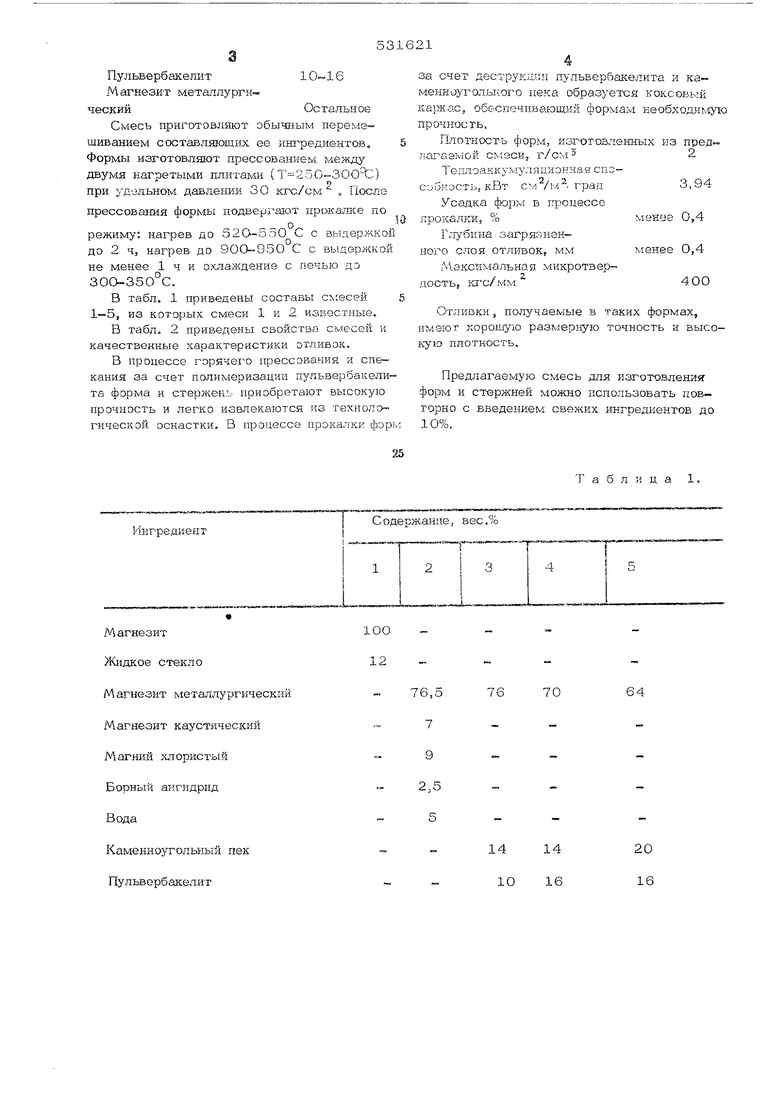
Пупьвербакепит10 16 Магнезит металлургическийОстальноеСмесь приготовляют обычным перемешиванием составляющих ее ингредиентов. Формы изготовп5пот прессованием, ыежду двумя нагретыми плитами (Т 25О--300) при удельном давлении 30 ктс/см „ После прессования формы подвергают прокал5 ;е по режиму; нагрев до 32О-550 С с выдержко до 2 ч, нагрев до 90О-950 С с выдержкой не менее 1 ч и охлаждение с печью дэ 300 350°С. В табл. 1 приведены составы смесей 1-5, из которых смеси 1 и 2 известные. В табл, 2 приведены свойства смесей и качественные характеристики отливок. В процессе горячего прессования и спекания за счет полимеризации пульвербакели та форма и стержень приобретают высокую прочность и легко извлекаются из технологической оснастки. В процессе прокалки фор за счет деструкции пульвербакелига и каменноугольного пека образуется коксовый каркас, обеспечива -ощий формам необходимую прочность. Плотность форм, изготовленных из пред лагаемой смеси, г/см Теплоаккумуляционная спосуокэсть, кВт CM /i-/;-. град Усадка форм в процессе менее 0,4 ярокалки, % 1 -убина загрязненменее 0,4 ного елся отливок, мм М аксималь на я микротв ер400дость, югс/ мм Отливки S получаемые в таких формах, имеют хорошую размерную точность и высокую плотность. Предлагаемую смесь для изготовления форм и стержней можно использовать повторно с введением свежих ингредиентов до 10%,
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм и стержней | 1980 |
|
SU969416A1 |
| Облицовочная или единая смесь для изготовления литейных форм и стержней при литье титановых сплавов | 1980 |
|
SU899222A1 |
| Смесь для изготовления литейныхфОРМ | 1978 |
|
SU818720A1 |
| Самотвердеющая смесь для изготовления литейных форм и стержней при литье химически активных металлов | 1980 |
|
SU906640A1 |
| Способ изготовления углеродсодержащих огнеупоров | 1981 |
|
SU1016273A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ МЕЛКОЗЕРНИСТОГО ГРАФИТА | 2012 |
|
RU2493098C1 |
| Самотвердеющая смесь для изготовления литейных стержней и форм | 1975 |
|
SU522695A1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых продувкой воздухом | 1976 |
|
SU656734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПРОВОДЯЩИХ КОНТАКТНЫХ ВСТАВОК | 2015 |
|
RU2623292C2 |
| Способ изготовления литейных стержней и форм | 1987 |
|
SU1546202A1 |
Ингредиент
Магнезит
Жидкое стекло
М агнезит метал аургическнй
Магнезит каустический
М агний хл ористы и
Борньп1 ангидрид
Вода
Каменноугольный пек
Пульвербаке.аит
Т а б л
ц а
Содержание, Бес.%
64
70
76
1414
20 16
1О 16
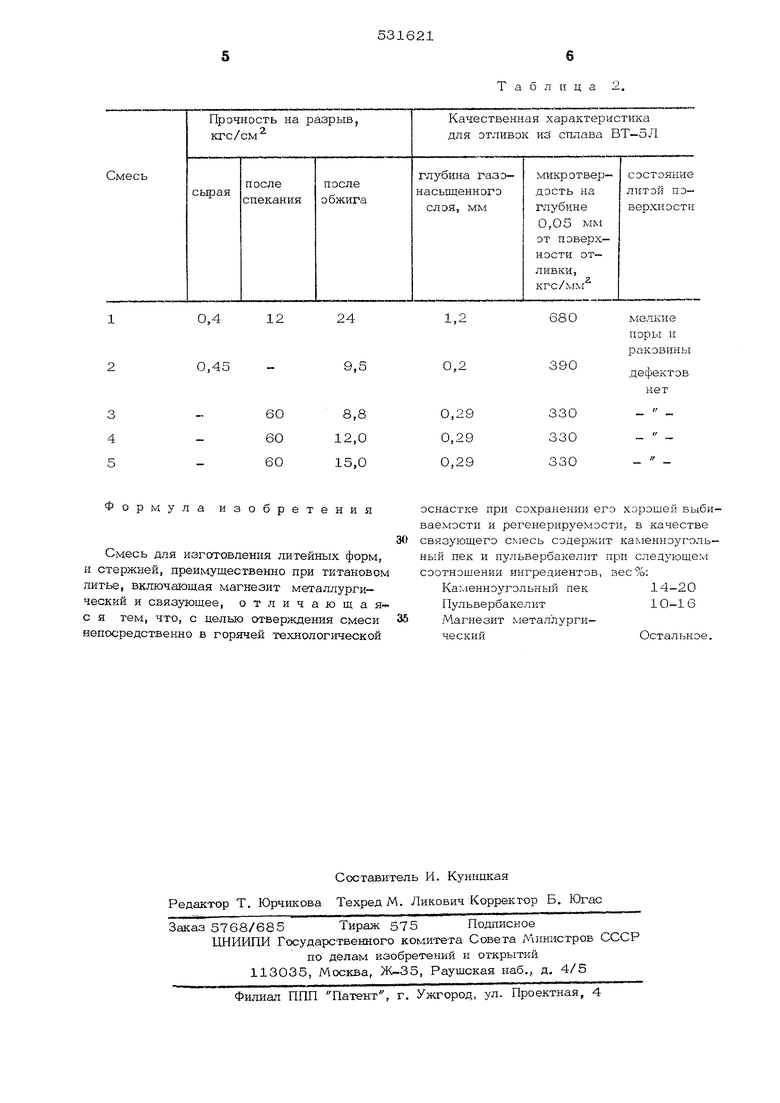
6O 60 12,0 60 15,0 Формула изобретения Смесь для изготовления литейных форм, и стержней, преимущественно при титановом литье, включающая магнезит металлургический и связующее, отличающая.с я тем, что, с целью отверждения смеси непосредственно в горячей технологической
i a о л ti ц a
8,8
330 330 330 оснастке при сохранении его хорошей выбиваемости и регенернруемэсти. в качестве связующего смесь содержит каменноугольный пек и пульвербакелит при следующем соотношении ингредиентов, зес9ъ: Каменноугольный пек14-20 Пульвербакелнт1 0-16 Магнезит металлургическийОстальное.
