(54) СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННБ1Х ОТЛИВОК
ТИПА ШКИВОВ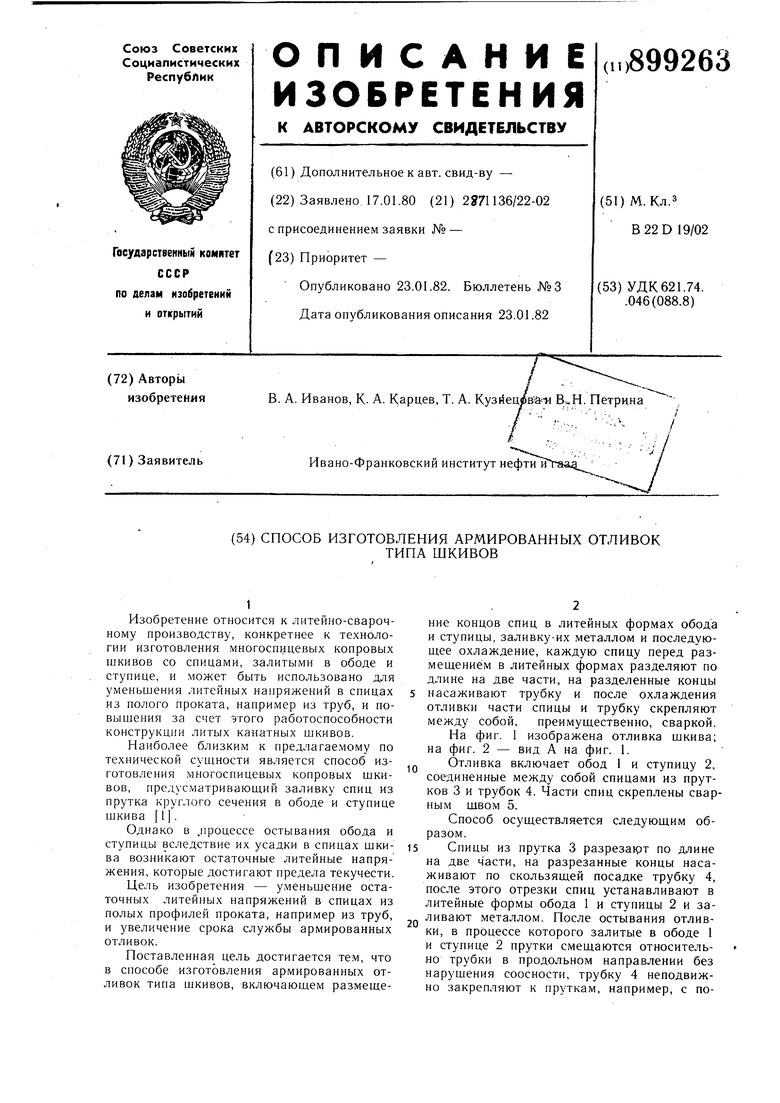
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированных отливок | 1982 |
|
SU1060305A1 |
| Копровый шкив | 1979 |
|
SU945044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 2003 |
|
RU2254206C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Литейная форма для изготовления зубчатых колес | 1979 |
|
SU776744A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Установка для центробежной отливки заготовок с вертикальной осью вращения | 1980 |
|
SU899253A1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ МНОГОКОМПОНЕНТНЫХ БРОНЗ | 2011 |
|
RU2481922C1 |
| НАПРАВЛЯЮЩЕЕ КОЛЕСО ГУСЕНИЧНОГО ДВИЖИТЕЛЯ СТРОИТЕЛЬНЫХ ЗЕМЛЕРОЙНЫХ МАШИН | 1994 |
|
RU2087630C1 |
1
Изобретение относится к литейно-сварочному производству, конкретнее к технологии изготовления многоспицевых копровых шкивов со спицами, залитыми в ободе и ступице, и может быть использовано для уменьшения литейных напряжений в спицах из полого проката, например из труб, и повышения за счет этого работоспособности конструкции литых канатных шкивов.
Наиболее близким к предлагаемому по технической сушности является способ изготовления многоспицевых копровых шкивов, предусматривающий заливку спиц из прутка круглого сечения в ободе и ступице шкива 1.
Однако в .процессе остывания обода и ступицы вследствие их усадки в спицах шкива возникают остаточные литейные напряжения, которые достигают предела текучести.
Цель изобретения - уменьшение остаточных литейных напряжений в спицах из полых профилей проката, например из труб, и увеличение срока службы армированных отливок.
Поставленная цель достигается тем, что в способе изготовления армированных отливок типа шкивов, включающем размещение концов спиц в литейных формах обода и ступицы, заливку-их металлом и последующее охлаждение, каждую спицу перед размещением в литейных формах разделяют по длине на две части, на разделенные концы 5 насаживают трубку и после охлаждения отливки части спицы и трубку скрепляют между собой, преимущественно, сваркой.
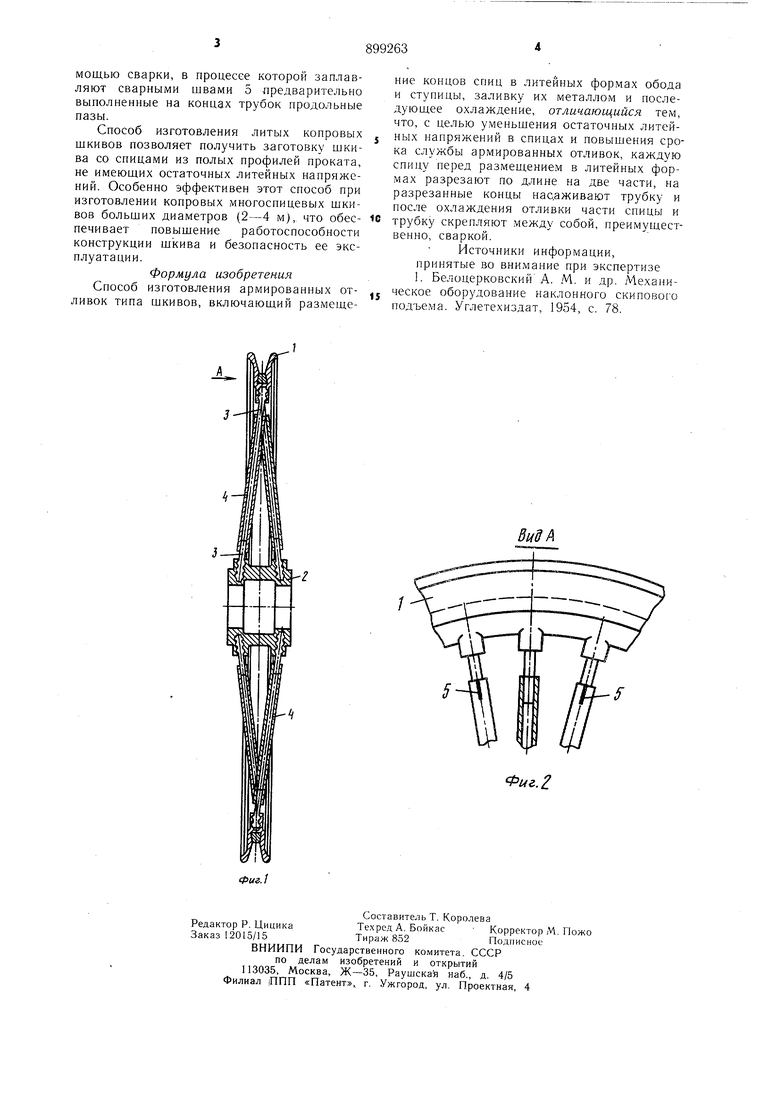
На фиг. 1 изображена отливка щкива; на фиг. 2 - вид А на фиг. 1.
Отливка включает обод 1 и ступицу 2,
10 соединенные между собой спицами из прутков 3 и трубок 4. Части спиц скреплены сварным швом 5.
Способ осуществляется следующим образом.
Спицы из прутка 3 разрезакзт по длине
15 на две части, на разрезанные концы насаживают по скользящей посадке трубку 4, после этого отрезки спиц устанавливают в литейные формы обода 1 и ступицы 2 и заливают металло.м. После остывания отлив20ки, в процессе которого залитые в ободе 1 и ступице 2 прутки смещаются относительно трубки в продольном направлении без нарушения соосности, трубку 4 неподвижно закрепляют к пруткам, например, с помощью сварки, в процессе которой заплавляют сварньпми швами 5 предварительно выполненные на концах трубок продольные пазы. Способ изготовления литых копровых шкивов позволяет получить заготовку шкива со спицами из полых профилей проката, не имеюших остаточных литейных напряжений. Особенно эффективен этот способ при изготовлении копровых многоспицевых шкивов больших диаметров (2-4 м), что обеспечивает повышение работоспособности конструкции шкива и безопасность ее эксплуатации. Формула изобретения Способ изготовления армированных отливок типа шкивов, включающий размещение концов спиц в литейных формах обода и ступицы, заливку их металлом и последующее охлаждение, отличающийся тем, что, с целью уменьшения остаточных литейных напряжений в спицах и повышения срока службы армированных отливок, каждую спицу перед размещением в литейных формах разрезают по длине на две части, на разрезанные концы нас.аживают трубку и после охлаждения отливки части спицы и трубку скрепляют .между собой, преимущественно, сваркой. Источники информации, принятые во внимание при экспертизе 1. Белоцерковский А. М. и др. Механическое оборудование наклонного скипового подъе.ма. Углетехиздат, 1954, с. 78.
