Изобретение относится к области металлургии, в частности к литейному производству, и может быть использовано для изготовления армированных отливок.
Известен способ для изготовления армированных трубами металлических литых изделий, преимущественно холодильных плит доменных печей, включающий размещение в литейной форме армирующих труб, покрытых защитным термостойким покрытием с высоким сопротивлением диффузии углерода, продувку их воздухом и заливку чугуна. Продувку начинают за 5-10 минут до начала заливки чугуна в литейную форму и продолжают ее в течение четырех часов, при этом в первый час охлаждения воздух подают со скоростью 200-400 м/сек, а в последующие три часа - со скоростью 80-100 м/сек (1). Недостатком указанной технологии являются высокие внутренние термонапряжения отливок, требующие проведения специальных операций отжига для их уменьшения. Продувка армирующих труб газами во время заливки ведет к удорожанию и не гарантирует качество отливки. Заливка «холодной» арматуры в форме приводит к резкому ее расширению, кристаллизации корки металла на расширенной арматуре, а дальнейшее остывание и соответственное уменьшение объемных размеров приводит к появлению просвета между стенкой арматуры и телом отливки, что в свою очередь снижает теплопроводность между телом отливки и охлаждающей средой, протекающей по трубам. Любая защита армирующих труб от прогара холодильниками, огнеупорными обмазками или наращивание металла на арматуре перед сборкой формы приводят к ухудшению адгезии.
Известен способ изготовления отливок, включающий введение армирующих стержней в полость литейной формы и возвратно-поступательное перемещение их в процессе заливки металла (2).
При заливке кокиля с вертикально установленной арматурой без перепуска металла, например сифонным способом, нижняя часть арматуры находится в зоне горячего металла дольше верхней на время заполнения формы. Вследствие этого верхняя часть арматуры прогревается значительно меньше нижней, плохо сваривается с основным металлом, а на верхнем торце отливки в месте контакта арматуры с основным металлом нередко появляется слой отбеленного чугуна (при получении отливок из серого чугуна). Кроме того, способ является трудноосуществимым на практике.
Известен также способ изготовления армированных отливок, включающий введение армирующих стержней в литейную форму со стороны ее днища и перемещение их в процессе заливки металла снизу вверх со скоростью, равной скорости подъема уровня заливаемого металла (3). Известный способ является трудноосуществимым на практике.
Задачей настоящего изобретения является изготовление армированных отливок без размыва (прогара) арматуры при обеспечении адгезии между арматурой и телом отливки.
Для достижения указанного технического результата разработан способ изготовления армированных отливок, включающий введение армирующих вставок в полость литейной формы, заливку металла, кристаллизацию отливки. Металл заливают в форму ниже уровня расположения армирующих вставок, разогревают армирующие вставки теплом, излучаемым зеркалом залитого металла, и погружают вставки в жидкий металл, выдержанный до интервала температур, обеспечивающего начало его кристаллизации сразу после погружения вставок.
Отличительными признаками предложенного способа являются: армирующие вставки размещают над литейной формой, расплавленный металл заливают в литейную форму ниже уровня армирующих вставок, разогревают вставки теплом, излучаемым зеркалом залитого металла. Погружают вставки в жидкий металл, выдержанный до интервала температур, обеспечивающего начало его кристаллизации сразу после погружения вставок.
Использование отличительных признаков позволяет производить заливку предварительно разогретых армирующих вставок, что является обязательным условием для получения отливки высокого качества без газовых раковин и с равномерной по всей поверхности вставок адгезией. Для нагрева армирующих вставок используется лучистое тепло залитого металла, что не требует дополнительного оборудования, энергоресурсов и трудозатрат, необходимых для нагрева вставок. Нагрев от зеркала залитого металла происходит быстро, без образования такой окисной пленки, которая препятствовала бы адгезии между поверхностью вставок и телом отливки. Заливка металла в форму ниже уровня армирующих вставок позволяет устранить негативное воздействие струи жидкого металла на вставки, приводящее к размыванию вставок, вплоть до прогара стенок полых вставок и получения брака. Способ позволяет свободно регулировать температуру заливки металла в форму и температуру металла, при которой производится погружение армированных вставок. Температура при которой производится погружение армированных вставок выбирается в зависимости от объема заливаемого металла и параметров вставок.
После заливки в нижней полуформе происходит выравнивание температуры металла, вставки погружаются равномерно нагретые, что позволяет добиться равномерной адгезии по всей поверхности вставок вплоть до сплавления поверхности вставок и тела отливки.
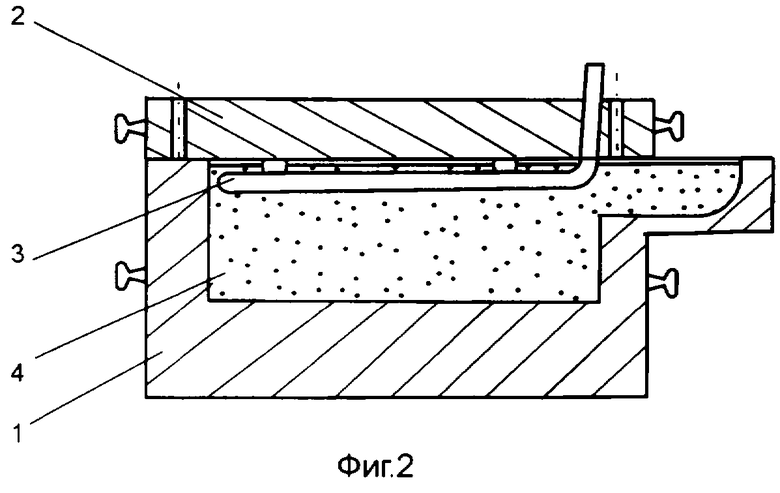
Предлагаемый способ поясняется чертежами: на фиг.1 изображена литейная форма во время заливки; на фиг.2 - литейная форма после опускания армирующих вставок.
Литейная форма состоит из двух полуформ: неподвижной нижней полуформы 1 и подвижной верхней полуформы 2. В верхней полуформе 2 зафиксированы армирующие вставки 3. Нижняя полуформа 1 заполнена металлом 4.
Предлагаемый способ осуществляется в следующей последовательности. Верхняя полуформа 2 с зафиксированными в ней армирующими вставками 3 приподнимается по направляющим (на чертеже не показаны) над нижней полуформой 1. Расплавленный металл заливается в нижнюю полуформу 1 таким образом, чтобы уровень залитого металла 4 был ниже уровня армирующих вставок 3, находящихся в непосредственной близости от зеркала заливаемого металла. Находясь в непосредственной близости с расплавленным металлом, армирующие вставки 3 разогреваются излучением залитого металла. Металл выдерживается до заданной температуры, при которой кристаллизация начинается сразу после того, как верхняя полуформа 2 опускается с погружением армирующих вставок 3 в жидкий металл.
Предлагаемый способ позволяет получить армированные отливки высокого качества с любой конфигурацией вставок, с минимальными затратами.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР №1437139, МПК: B 22 D 19/02, 1985 г.
2. Патент Франции №1548792, МПК:В 22 D 5/00, опубл. 1968 г.
3. Авторское свидетельство СССР №656738, МПК: B 22 D 19/02, опубл. 1979 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для получения армированных отливок | 1980 |
|
SU908511A1 |
| Способ изготовления охладительныхплиТ МЕТАллуРгичЕСКиХ АгРЕгАТОВ | 1979 |
|
SU850300A1 |
| Способ изготовления армированных отливок | 1981 |
|
SU1044423A1 |
| Литейная форма для отливки охлаждаемых элементов | 1979 |
|
SU876285A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| Способ изготовления биметаллическойОТлиВКи | 1968 |
|
SU835626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литейная форма для получения армированных отливок | 1989 |
|
SU1680440A1 |
| Способ изготовления отливок | 1977 |
|
SU656738A1 |
Изобретение относится к литейному производству. Армирующие вставки закрепляют в верхней полуформе. Размещают верхнюю полуформу вместе со вставками над нижней полуформой. В нижнюю полуформу заливают расплавленный металл так, чтобы уровень его был ниже уровня армирующих вставок. Армирующие вставки разогреваются теплом, излучаемым расплавленным металлом. Металл выдерживают до заданной температуры, которая определяется параметрами вставок и объемом залитого металла. Опускают верхнюю полуформу и погружают вставки в металл. Кристаллизация металла начинается сразу после погружения вставок. В момент погружения армирующие вставки имеют высокую температуру и максимальное расширение, что способствует хорошей адгезии между поверхностью вставок и телом отливки. Обеспечивается получение отливок высокого качества с любой конфигурацией армирующих вставок и минимальными затратами. 2 ил.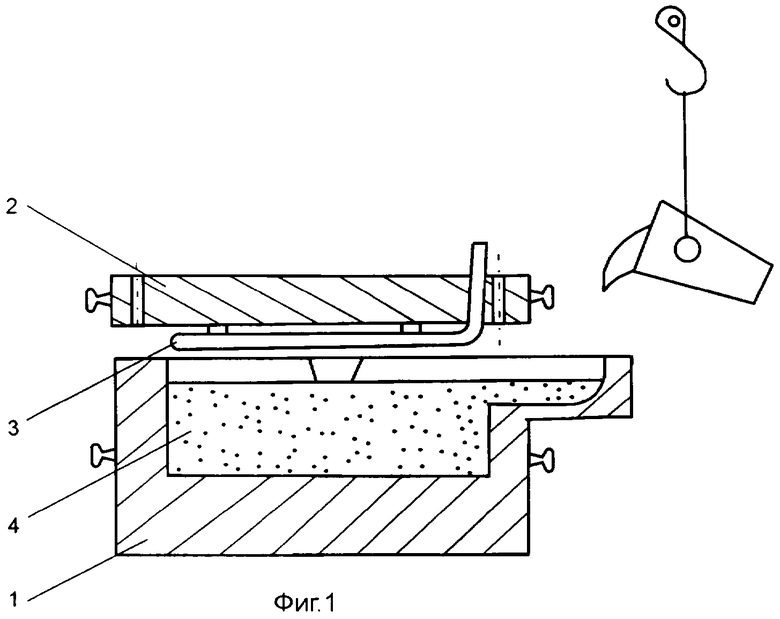
Способ изготовления армированных отливок, включающий введение армирующих вставок в литейную форму, заливку металла, кристаллизацию отливки, отличающийся тем, что армирующие вставки размещают над литейной формой, металл заливают в форму ниже уровня расположения армирующих вставок, разогревают армирующие вставки теплом, излучаемым зеркалом залитого металла, и погружают вставки в металл, выдержанный до интервала температур, обеспечивающего начало его кристаллизации сразу после погружения вставок.
| Способ изготовления отливок | 1977 |
|
SU656738A1 |
| Способ изготовления трубной доски теплообменника | 1983 |
|
SU1219243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ АРМИРОВАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179497C2 |
| Устройство диагностики многопроцессорного вычислительного комплекса | 1988 |
|
SU1548792A1 |

