(54) ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для микросварки | 1990 |
|
SU1731541A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1989 |
|
RU2030266C1 |
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| Инструмент для ультразвукового присоединения микропроволоки | 1981 |
|
SU990458A1 |
| Устройство для получения шарика на микропроволоке при сварке | 1981 |
|
SU1007879A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1991 |
|
RU2022740C1 |
| Инструмент для микросварки | 1974 |
|
SU512885A1 |
Изобретение относится к производству полупроводниковых приборов и интегральных микросхем, а именно к микросвароч- ному оборудованию, и может быть использовано для получения монтажных .межсоединений в СВЧ приборах с применением тонкой микропроволоки, где предъявляются специфические требования к фиксации и удержанию микропроволоки при процессах совмещения и сварки ее с контактными площадками кристалла микросхемы или ножкой корпуса прибора. Известен инструмент для микросварки типа капилляр, широко применяемый для образования межсоединений в полупроводниковых приборах, в том числе и СВЧ приборах. Инструмент такой конструкшга содержит корпус, в торцовой части которо го имеется рабочая сварочная площадка, а под углом к ней расположено капиллярное отверстие для подат микропроволоки. Мшсропроволока в инструменте может свободно перемещаться в пределах капиллярного отверстия. Фиксация микропроволоки 1ФОИЗВОДИТСЯ вне инструмента с помощью механического зажила 3. Недостатками данной конструкции сварочного инструмента является трудоемкий процесс заправки микропроволоки (особенно такой диаметром 1О-30 мкм) в капиллярное отверстие ввиду малых его размеров и загрязнения, а также отсутствие фиксации микропроволоки в инстру менте, в результате чего наблюдается смещение ее и процесс совмещения и сварки, что снижает качество монтажа полупроводниковых приборов.. Известен также микроинструмент типа птичий клюв, характерной конструктивной особенностью которого является наличие двух игл, одна из которых (рабочая) содержит корпус с рабочей площадкой и открытой капиллярной канавкой, расположенной под углом к сварочной площадке, вторая игла является вспомогательной, прикрывающая открытую капиллярную канавку. Пр1гчем, каждая из У1гл
может перемешаться обособленно - от мт1КровинтовС21.,
( Недостатком известного инструмента является отсутствие фиксатги микропроволоки в капиллярной канавке инструмен- та. .
Наиболее близким по технической cyto ности к предлагаемому является инструмент для микросварки, содержащий кор« пуо с рабочей площадкой, открытой капиллярной канавкой для мккропроволо1Ш и рашгчителем перемещения мшсропровопоки в канавке 3.
Недостатком известного инструмента является отсутствие фиксашга микропрскволоки в капиллярном канале, вследствие чего нарушается стабильность процесса сварки.
Цель изобретения - повышение стабиль ности процесса и сварки, удержание и фИ1 сация микропроволоки в инструменте.
Поставленная цель достигается тем, что в инструменте длш микросварки, содержащем корпус с рабочей площадкой, открытой капиллярной канавкой для микро проволоки и ограничителем перемещения микропроволоки в канавке, в корпусе инструмента выполнен осевой канал, связанный с вакуумной системой, и ряд отверстий, расположенных вдоль капш лярной канавки и соединенных с вакуумным каналом, причем диаметр отверстий covi3Mep0M с диаметром микропроволоки.
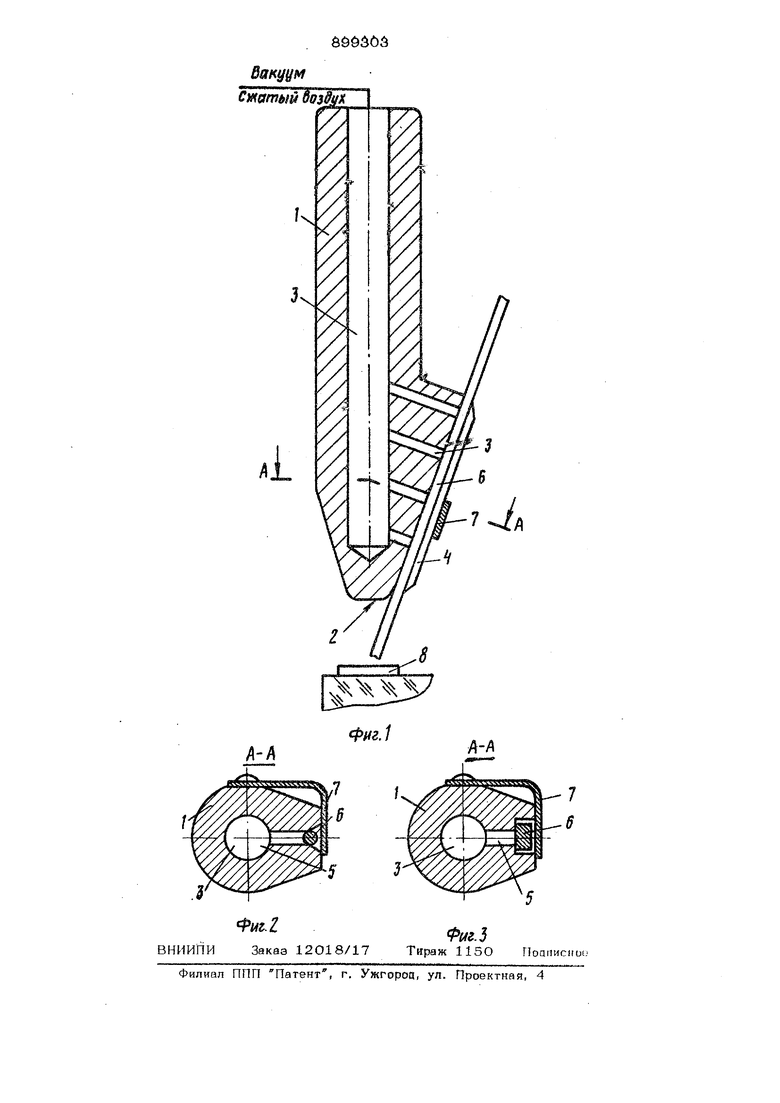
На фиг. 1 приведена конструкция инструмента; на фиг. 2 - вид инструмента в поперечном сечении при использовании крутой проволоки; на фиг. 3 - вид инструмента в поперечном сечении при иопользоваши прямоугольной проволоки.
7Д
Инструмент для микросварки содержит корпус 1, рабочую сварочную плошадку 2, вакуумный канал 3, открытую капилярную канавку 4 для микропроволоки. Капиллярная канавка 4 имеет отверстия 5 хзоединенные с вакуумным каналом 3, рас- положенные в ряд на всей длине капиллярной канавки 4. В капиллярной канавке находится микропроволока 6, удерживаемая ограничители 7, которая приваривается к контактной канавке гкристаллов.
.Инструмент работает следующим образом.
Перед началом работы микропроволока 6, поступающая из механизма подачи проволоки (не показан), заправляется оператором в капиллярную канавку 4, при этом ограничитель 7 отведен в сторону.
и микропроволока 6 свободно ложится в ложе капиллярной канавки 4. После этого капиллярная канавка 4 с микропроволокой 6 прикрывается ограничителем 7, тем самым ограничивая выход микропроволоки 6 из капиллярной канавки 4 в поперечном направлении.
Выдвинув конец микропровсмюки 6 из капиллярной канавки 4 с помощью механизма подачи йа необходимую длину, относительно сварочной площадки 2 в канал 3 и в отверстие 5, соединенные с |вакуумвым каналом 3 и расположенные в ряд вдоль капиллярной канавки 4, подключают вакуум, который создает разряжение в ложе капиллярной канавки 4, в результате чего микропроволока 6 жестко фиксируется и удерживается в капиллярной канавке 4. Закрепленную на инстр лменте микропроволоку 6 совмещают, например, с контактной площадкой кристалла 8 и приваргшают. После присоединения конца микропроволоки 6 к контактной площадке кристалла 8, вакуум отключают и инструмент перемещается на другую контактную площадку, например ножку корпуса прибора, включают вакуум, фиксируют микропроволоку 6, а затем производится повторная сварка. После сварки вакуум отключается, микропроволока 6 расфикстфуется, инструмент поднимается вверх. После чего снова включается вакуум, фиксирующий микропроБолоку 6 в капиллярной канавке 4, Затем производш ся отрезка конца полученной соединитель ной монтажной перемычки ( например, ножницы). При этом оставщийся конец микропроволоки 6 выдвинут из капиллярной канавки 4 и жестко закреплен в ней вакуумом. Инструмент снова готов для повторного запуска рабочего цикла в той же последовательности.
В процессе сварки возникают случаи, когда микропроволока прилипает,к ка шшлярной канавке за счет загрязнения или деформации. В этом случае, в капиллярную канавку подают сжатый воздух, который отрывает проволоку из ложа канавки, а механизм подачи подает ее под инструмент.
Для облегчения подачи микропроволоки в зону сварки отверстия могут быть выполнены наклонными по отношению к капиллярной канавке, при этом они должны быть Наклонены в сторону подачи микропроволокн. Воздух, подаваемый в отвер.стия, создает воздущную подушку, по которой перемещается микропроволока. 5 Предлагаемый инстумент надежйо фи& сирует мккропровопоку в ложе капиллярной канавки, обеспечивает неподщзжвость ее во время совмещения и сварки, что в конечном итоге, оказывает влияние на качество и стабильность присоединения при монтаже полупроводниковых приборов Особенно это важно при работе с тонкими проволочками при образований межсоединений в СВЧ приборах. Таким образом, в связи с наличием отверстий в капиллярной канавке происхо дит автоматический отрыв микропроволоки после расфиксапии от ложа капишшрной канавки и ее очистке без участия оператора. Формула изобретения Инструмент для микросварки, содер.жатаий корпус с рабочей площадкой, открытой капиллярной канавкой для микропроволоки и ограничителем перемещения U5 микропроволоки в канавке, о т л и ч «kю щ и и с я тем, что, с целью стабип зашш процесса сварки за счет удержания и фиксации мийропроволоки в инстру менте в процессе работь, в корпусе н струмента выполнены осевой канал, связанный с вакуумной системой, н ряд от верстий. расположенных вдоль капиллярной канавки и соединенных с осевым канйлся, при этом диаметр отверстий соизмерим с диаметром микропроволоки. Источники информации, при1аятые во внимание при экспертизе 1. Авторское свидетельство СССР 692710, кл. В 23 К 19/00, 1979. 2,Патент США № 3216640, кл. 228.3, 1965 . 3.Патент США № 3313464, кл. 228.3, 1967 (прототип).
