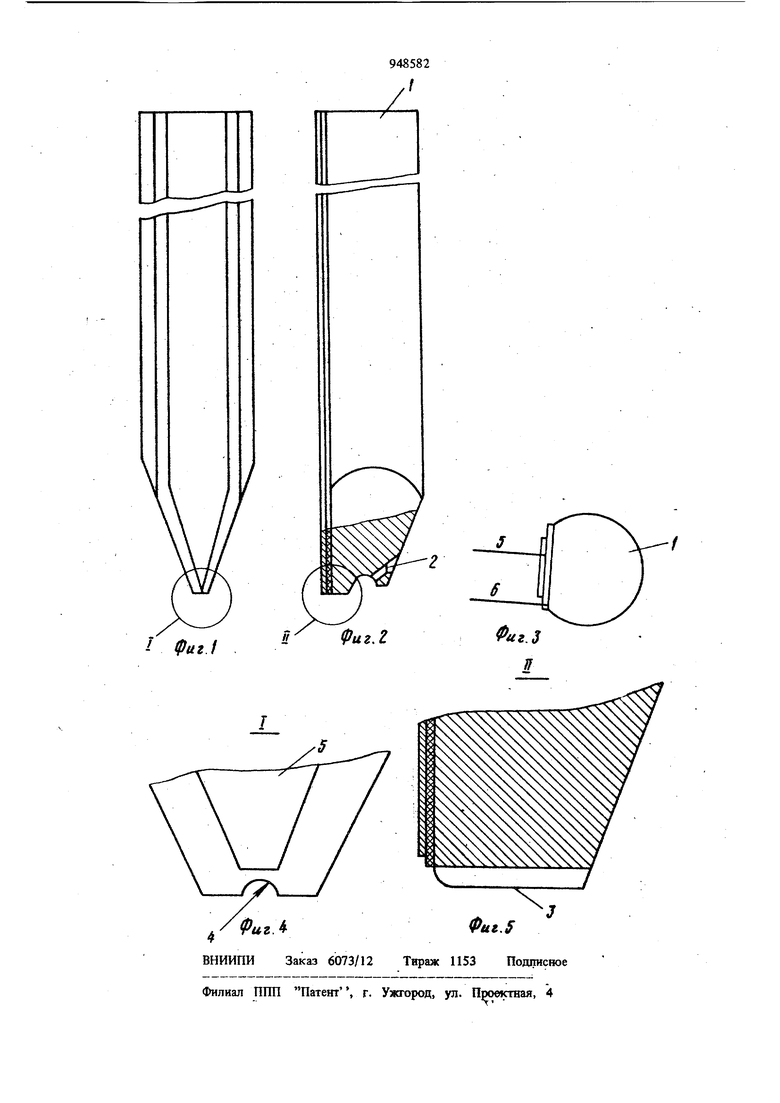
(54) ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ ПРОВОЛОЧНЫХ Изобретение относится к области микроэлектроники, а именно к области микросварки давлением. Известен инструмент для микросварки, содержащий капиллярное отверстие для подачи проволочных выводов и расположенную на рабочем торце продольную канавку I и 2 Основным недостатком таких инструментов является отсутствие датчика наличия при вариваемого проводника в продольной канавке, что приводит к большому количеству брак ванных сварных соединений. Наиболее близким техническим решением к изобретению является инструмент для микросварки проволочных выводов, выполненный в виде электропроводящей иглы, имеющей .капилляр для подачи проволоки и продольную канавку на рабочем торце 3. Недостатком известного инструмента является отсутствие возможности определять наличие проволоки в продольной канавке инструмента в процессе сварки. . Целью изобретения является повышение качества соединений за счет определения в про ВЫВОДОВ цессе сварки наличия проволочного вывода в продольной канавке. Цель достигается тем, что в инструменте для микросварки проволочных выводов, выполненном в виде электропроводящей: иглы, имеющей капилляр для подачи проволоки и продольную канавку на рабочем торце, на поверхность инструмента, противоположную поверхности с капилляром, нанесены изолирующий и токопроводящий слои, при этом наружный токопроводящий слой выполнен отстоящим от торца инструмента на величину 0,7 диаметра присоединяемого вывода и сходящимся к рабочему торцу инструмента до величины, равной ширине продольной канавки. На фиг. 1 дан инструмент, вид сбоку; на фиг. 2 - то же, вид спереда; на фиг. 3 - то же, вид сверху; на фиг. 4 - узел 1 на фиг.1; на фиг. 5 - узел 11 на фиг. 2. Инструмент для микросварки содержит корпус 1, капиллярное отверстие 2 для подачи проволочных выводов, размещенную на рабочем торце 3 продольную канавку 4; на поверхность инструмента, противоположную поверхности с капиллярным отверстием 2, нанесен спой токопроводящего материала 5 в виде полосы, сходящейся к рабочему торцу 3 инструмента до ширины продольной канавки 4, электрически изолир жанного от корпуса 1 слоем диэлектрика 6; при этом токопроводящий спой 5 выполнен отстоящим от рабочего торца 3 на величину до 0,7 диаметра присоединяемого проводника. Слой токопроводяшего материала 5, изолированный от корпуса 1 слоем диэлектрика 6, нанесен на боковую поверхность инструмента, это позволяет получить датчик наличия привариваемого проводника в продольной канавке 4 и датчик контакта инструмент-свариваемые : детали, Инструмент работает следующим образом. Сварочный инструмент опускают на подпож ку, к которой приваривают проводник. В случае иалячля проводника в продольной канавке 4 в момент опускания сварочного инструмента на подложку, проводник замьжается на токопpoвoдящifй слой. 5, образуя электрический контакт между токопроводящим слоем 5 и « привариваемьм проводником.Образовавишйся контакт можно легко зафикшровать с помощью любого электроизмерительного прибора, например омметра. При наличии контакта б зону подается сварочный импульс, в противном случае с целью предотвращения чрезмерной деформации и соскока инструмента с проводника необходимо повторно располо .жить привариваемый проводник в продольной канавке 4. Инструмент был изготовлен из сплава ВКбМ На рабочем торце 3 инструмента выполнена продольная канавка радиусом 15 мкм. Мате риал слоя диэлектрика , толщина 1-2 мкм; толщина токопроводящего слоя W 2-3 мкм. С помощью данного инструмента проводили присоединение проволочных выводов диаметром 27 мкм к контактным площадкам и траверсам полупроводникового прибора. Экономический эффект от внедрения инструмента заключается в повышении выхода годных приборов путем снижения процента брака на операции приварки проволочных выводов. Формула изобретения Инструмент дпя микросварки проволочных выводов, вьшолненный в виде электропроводящей иглы, имеющей капилляр для подачи проволоки и продольную канавку на рабочем торце, отличающийся тем, что, с целью повышения качества соединений за счет определения в процессе сварки наличия проволочного вывода в продольный канавке, на поверхность инструмента, противоположную пов хности с капилляром, нанесены изолирующий и токопроводящий спои, при этом наружный токопроводящий слой выполнен отстоящим от торца инструмента на величину 0,7 диаметра присоединяемого вывода и сходящимся к рабочему торцу инструмента до величины, равной щирине продольной канавки. Источники информации, принятые во внимание при экспертизе 1. ОСТ. 11.409.01110-79, с. 57-60. . -;2. Патент -США № , кл. 228-44.1, 1976.. 3. КолешкоВ. М. Ультразвуковая микрошарка. Минск, Наука и техника, 1977, с. 256, 302-303 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для микросварки | 1980 |
|
SU893460A1 |
| Электрод для микросварки | 1981 |
|
SU996138A1 |
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1989 |
|
RU2030266C1 |
| Инструмент для микросварки | 1980 |
|
SU899303A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Инструмент для ультразвуковой приварки проволочных выводов | 1980 |
|
SU946856A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |