Изобретение относится к сварке меташкмЗ к их сплавов плавлением, преммуществеюо тонколистовых сплавов яа основе титана к алю&вошя, н касается решентя пробпемм нсяравления свартшх ооеоиненнй, 1шеющих внутренние дефекты в виде единичных лор, раз1|4еры которых выходят за пределы допустимых. Известен способ устранения газовых нор В швах, заключающийся в выбелке ькханическнм путем дефектного места и повторнЫ .его подварке Ц. Однако приходится применять трудоемку операцию механнообработки, при педварке дефектного места использовать присадочный материал. Подварка выбражюго участка с заполнением присадкой приводнт к значител ным местным трудноисправимым 1 еформа ПИЯМ конструкции. Известен также способ исправления внутр йих дефектов сварных швов, при котором повторно расплавляют металл шва, содержащий дефект (2. Недостатком известного способа является увеличение деформации конструкции, а повторный переплав создает опасность газонасыщення металла шва компсжентами воздуха. Кроме того, повторный переплав не всегда позволяет сразу устраннть дефект. Неизбежны случаи, когда повторный переплав приходится проводат неоднократно. Цель изобретения - повышение эффективности и качества П}Ж снижении трудоемкости способа. Поставленная «ел достигается тем, что согласно способу исправления внутренних дефектов сваршлх швов, преимущественно в виде единнздых пар в ттпсолистовых соединениях сплавсж на основе титана и алю «1ння, при котором повторно расплавляют металлы шва, содержащий дефект, при этом расплавление металла, окружающего пору, производят внут сварного соединения с прилож яюм. акяшкго давления, пртпем величину уделыкм-о давления, воздействующего на жидкий металл, выбирают из соотношения, Р - (6-8) lOC-r,
P - удельное давление, кг/см;
б - поверхностное натяжение жидкого металла, дин/см;
сЛ - толщина сварного соединения, мм;
S площадь контакта электрод-деталь,
см,
а величину ироплавления обеспечивают равной (0,82-0,86) 0 а давление снимают после кристаллизации металла, когда Р i С . где б г - предел текучести металла при заданной температуре, кгс/см.
Расплавление металла внутри сварното сое1динения с приложением внешнего давления осуществляют с помощью контактных точечных электродов.
Известно, что поры являются опасным дефектом сварных соединений и могут в зависимости от размера, расположения и количества в несколько раз ; снизить работоспособность конструкций, особенно подвергающихся действию лгаторкых нагрузок.
При изготовлеюш сварных узлов техническими условиями в соответствии с назначением этих узлов (их категории) оговариваются нормы недопустимых без исправления дефектов, оговаривается их максимальный размер, количество и др. В частности, в зависимости от ответственностя конструкции и толщины свариваемого стыка оговар1шается максимально допустимый размер единичных пор. Если диаметр единичных пор в металле шва превышает этот размер, то необходимо производить исправление дефекта одним из известшдх способов.
Физическая сущность язо6ре1ения заключается в уменьшении недопустмых размеров единичных пор, образовгюшихся при сварке плавлением, до размеров топасных (допустияшх для данного сечения сварного соеданения и KarerofHrn конструкции) за счкт воэде твия через жидкий металл на газовый давлением, способств)гю1инм смещению механического условия (равновесия) существования пузырька в жидкости в сторону уменьшения радиуса этого пузырька. Пря этом, ecjBi пузырек заполнен растворами в жидком А еталле газом (нащжмвр, воД(), то определенной величиной давления на жидкость его можно уменьшить до |таких размеров, что ок дальше :сйонтанио исчезнет (газ пузырька растворится в металяе).
В соответствии с предлагаемым способом расплавляют металл, окружающий пору, за счет злектросстротивления, а давление иа жидасий металл создают электродами контакной электросварочнсж машины.
Условие механического равновесия газового пузырька в жидкости, контактирующей
|Открытой поверхностью с атмосферой, выглядит так
.
где Р - давлеиие газа в пузырьке;
- - бараметрическое давление ня пузырек;
- ;капиллярное давление на пузырек
(0 - поверхностное натяжение жидкого металла; г радиус пузырька).
Это уравнение непригодно для рассматриваемого случая, когда жидкий металл находится внутри жесткого каркаса из нерасплавленного металла (что мы обычно имеем при 5 контактной электросварке).
В связи с этим была экспериментально определена зависимость между основными параметрами, определяющими эффективность уменьшения радиуса пуэырька, т.е. давлением, которое нужно передать электродами на жидкость, поверхиостш 1м натяжением жидкости, толщиной сварного соединения и площадью контакта электрод-деталь. Полученная зависимость
IР(Ь-6).
включает в себя оптимальный коэффициент, равный (6-8)-10.
Величину мощности импульса сварочного
0 тока, пропускаемого через металл шва, имеющий дефект и подвергаемый расплавлению электросопротивлением, выбирают такой, чтобы проплавить металл шва на величину 0,82-0,86 еЛ- от толщины сварного соедаше2 кия. Если металл проплавлять ,на меньшую величину, чем 0,82-0,86 сО, то пора может не сказаться в жидком металле, кроме того эатрудаяется передача давления необходимой величины на ю1дкость из-за жесткости метал- лического каркаса окружающего металл (жк,акий металл). При увеличеюш гфошгавз сверх 0,82-0,860 появляется вероятность выштесков из зон контакта деталь-электрод, чрезмерное окисление (подгорание) металла шва в этих зонах (что особенно недопустимо для титана и его сплавов), а также появляются вмятины от электродов.
Экспе жмеитальио получеюше соотношения партметров в яредяожеиист способе гарантируют умеиьшеиие. газовых пузырьков до размеров, когда (жи в ряде случает могут спонтанно раствориться в жидком металле (если были заполнены растворимьпи газом, например, водородом), либо до ничтожно малых , соответствующих нормам
5 дяя данн( категории конструкции к толщине металла (в случае, если в газовом пузырьке присутствует часть нерастворимых в жидком металле газов, например, СО).
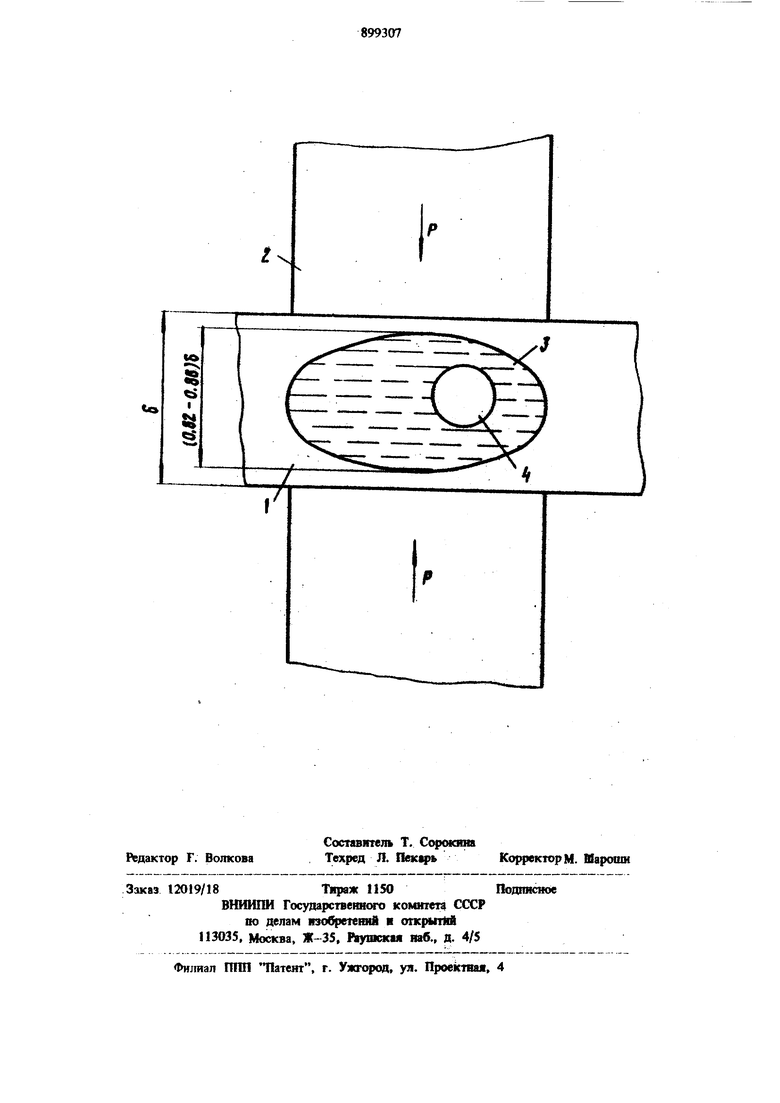
На чертеже показано устройство для осуществления предлагаемого способа (где 1 сечение участка сварного шва детали, имеющего дефекты в ввде пор; 2 - электроды сваро шой контактной машины; 3 - образуемая электросопротивлением ванночка жидкого металла; 4 - газовый пузырек относительно твердого металла-пора).
Способ осуществляют следующим образом.
В металле сварных швов по рентгенограммам отмечают участок с дефектом (порой), размер которой выходит за пределы, оговоренные техническими условиями (ииструкцнями). Поверхность сварного шва в месте расположения дефекта зачишают с двух сторон до чистоты V 2,5- VlO . Затем подбирают дааметр электрода для контактного нагрева (по существующим инструкциям на контакткую сварку в зависимости от толщины детали), по которому определяют площадь S. По приведен-1.)му соотношению устанавливают велнчту удельного Давления Р (таблица). Затем на образце при установленном диаметре электрода и удельном давлении подбирают величину сварочного. тока и длительность его им-ульса при условии обеспеч шя протшава величиной 0,32-0,86 Л-. Удельное давление снимают по истечении некоторого кмени с
, момента 1фштуска шя импульса тока (порядка нескольких секунд), когда Р (т .
В противном случае давление газа в уменьшенном пуялрьке (поре) может деформировать нагретый металл и увеличивать нору в размерах.
В таблице приведеиы примеры выполнения
:предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПРАВЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ СВАРНЫХ ШВОВ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2385209C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| Способ обнаружения внутренних дефектов сварных соединений | 1979 |
|
SU945762A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ обработки сварных соединений гидридообразующих металлов | 1980 |
|
SU907083A1 |
| Способ удаления дефектов металла | 1984 |
|
SU1234125A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
0,2
1510
0,6
1,0
0,785
1510
1,2
3,0
Примечание: Титановый сплав ОТ4. Формула изобретения
. Способ исправления внутренних. дефектов сварных швов, пренмушественно в виде едиючных пор в тонколистовых соединениях сшшвов на основе титана и алюминия, при Котором повторно расплавляют металлы шва, содержащий дефект, отличающийс я тем, что, с целью повышения эффективности и качества при снижении трудоемкости, расплавление металла, окружающего пору, производят внутри сварного соединения с приложением внешнего давления, причем величину удельного давлеЮ1я, воздействующего на жидкий металл, выбирают из соотнсяиения
Р (6-8). 10 ,
где Р - удельное давление, кгс/см ;
S поверхностное натяжение жидкого металла, дин/см;
Поры не
615 обнаружено
То же
470
С/ - толщина сварного соединения, мм;
S - площадь контакта электрод-деталь; см, при этом величину проплавления обеспечивают равной 0,82- 0,860 а давление снимают после тсрнстал-
где
лизацни металла при
Сзт предел текучести металла при заданной температуре кг/см. 2. Способ по п. , о т я и ч а ю щ и й0 я тем, что расплавление металла внутри сварного соединения с приложением внешнего давления осуществляют с помощью контактных точечных электродов.
информации, принятые во внимание при экспертизе
