1
Изобретение относится к металлургии и может быть использовано для охлаждения быстродвижущегося проката в процессе его термообработки.
Известно устройство для термообработки проката, состоящее из секций, в каждую из которых входят инжекционная форсунка, направляющая труба (камера охлаждения) и камера сброса 1.
Конструкции такого типа практически исключают возможность регулирования скорости охлаждения.
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является устройство, состоящее из двух кольцеобразных коллекторов и радиально установленных форсунок. В один из коллекторов нагнетается сжатый воздух, а в другой вода. Последняя через конфузор подается в форсунку, где смешивается со сжатым воздухом, а затем распыляется на охлаждаемую поверхность 2.
В этом устройстве интенсивность охлаждения изменяется за счет изменения весового отношения воды и воздуха (обычно 1-5) и скорости струи (от. 10 до 100 м/сек). Для охлаждения листа размером 2000x1000x30 мм при значительном расходе воды и воздуха (270 и 6000 м/ч соответст- . венно) требуется 90 с. При ограниченных размерах стана и большой скорости прокатки такая интенсивность охлаждения явно недостаточна.
Цель изобретения - увеличение и(тенсивности охлаждения.
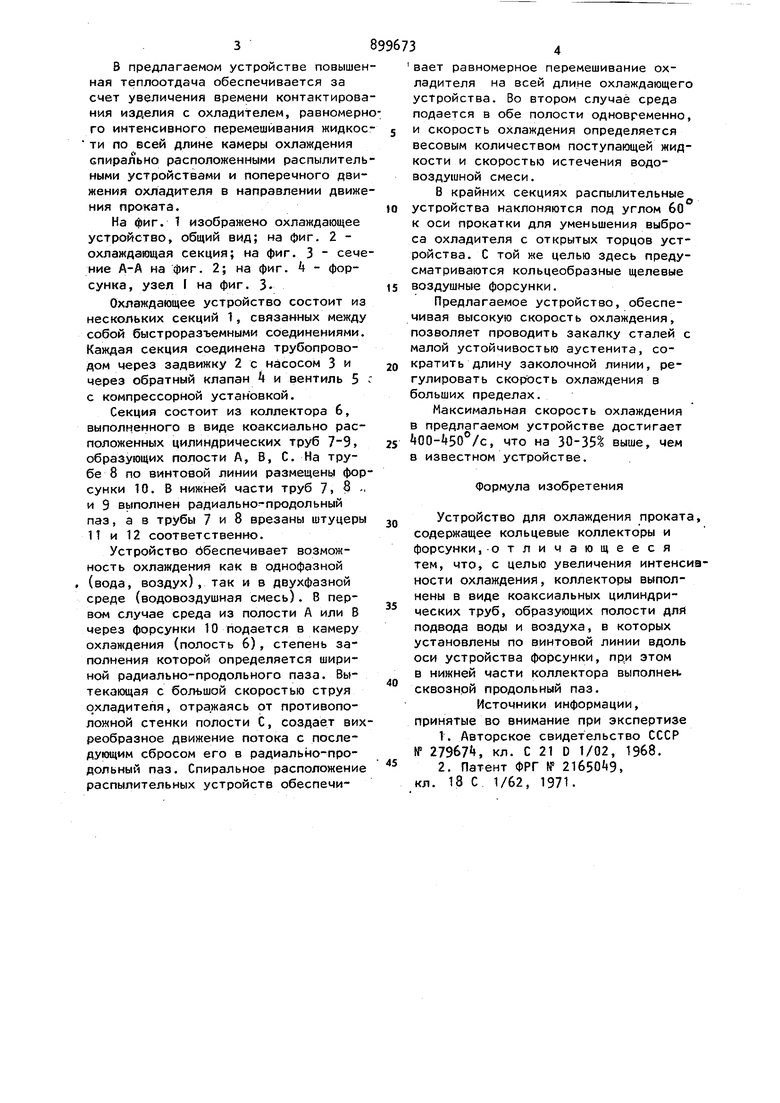
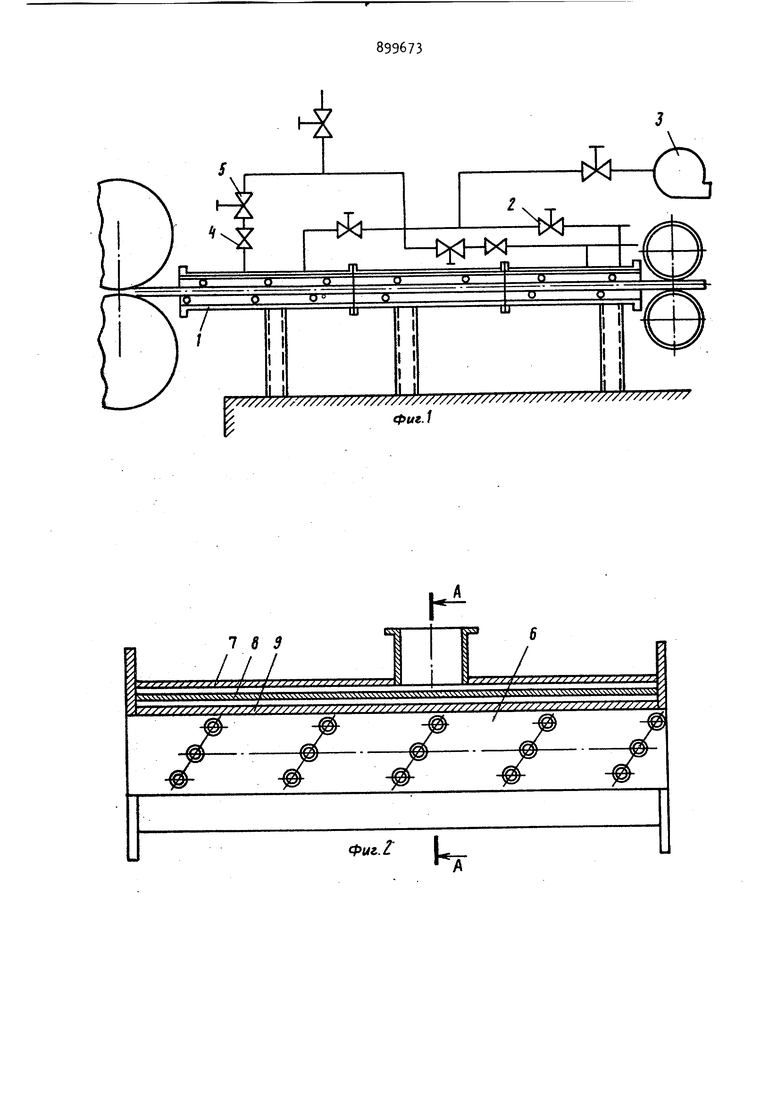
Указанная цель достигается тем, что в устройстве, содержащем кольцевые коллекторы и форсунки, коллекторы выполнены в виде коаксиальных цилиндрических труб, образующих полости дл1н подвода воды и воздуха, в которых установлены по винтовой линии вдоль оси устройства форсунки, при этом в нижней части коллектора выполнен сквозной продольный паз. 8 предлагаемом устройстве повышен ная теплоотдача обеспечивается за счет увеличения времени контактирова ния изделия с охладителем, равномерн го интенсивного перемешивания жидкос ти по всей длине камеры охлаждения спирально расположенными распылитель ными устройствами и поперечного движения охладителя в направлении движе ния проката. На фиг. Т изображено охлаждающее устройство, общий вид; на фиг. 2 охлаждающая секция; на фиг. 3 сече ние А-А на фиг. 2; на фиг. - форсунка, узел на фиг. 3. Охлаждающее устройство состоит из нескольких секций 1, связанных между собой быстроразъемными соединениями. Каждая секция соединена трубопроводом через задвижку 2 с насосом 3 и через обратный клапан 4 и вентиль 5 с компрессорной установкой. Секция состоит из коллектора 6, выполненного в виде коаксиально расположенных цилиндрических труб , образующих полости А, В, С. На трубе 8 по винтовой линии размещены фор сунки 10. В нижней масти труб 7, § и 9 выполнен радиально продольный паз, а в трубы 7 и 8 врезаны штуцеры 1 и 12 соответственно. Устройство Ьбеспечивает возможность охлаждения как в однофазной (вода, воздух), так и в двухфазной среде (водовоздушная смесь). В первом случае среда из полости А или В через форсунки 10 подается в камеру охлаждения (полость 6), степень заполнения которой определяется шириной радиально-продольного паза. Вытекающая с большой скоростью струя охладителя, отражаясь от противоположной стенки полости С, создает вих реобразное движение потока с последующим сбросом его в радиально-продольный паз. Спиральное расположение распылительных устройств обеспечивает равномерное перемешивание охладителя на всей длине охлаждающего устройства. Во втором случае среда подается в обе полости одновременно, и скорость охлаждения определяется весовым количеством поступающей жидкости и скоростью истечения водовоздушной смеси. В крайних секциях распылительные устройства наклоняются под углом 60° к оси прокатки для уменьшения выброса охладителя с открытых торцов устройства. С той же целью здесь предусматриваются кольцеобразные щелевые воздушные форсунки. Предлагаемое устройство, обеспечивая высокую скорость охлаждения, позволяет проводить закалку сталей с малой устойчивостью аустенита, сократить длину заколочной линии, регулировать CKOpt cTb охлаждения в ольших пределах. Максимальная скорость охлаждения в предлагаемом устройстве достигает ifOO-ifSO /c, что на 30-35 выше, чем в известном устройстве. Формула изобретения Устройство для охлаждения проката, содержащее кольцевые коллекторы и форсунки, отличающееся тем, что, с целью увеличения интенсивности охлаждения, коллекторы выполнены в виде коаксиальных цилиндрических труб, образующих полости для подвода воды и воздуха, в которых установлены по винтовой линии вдоль оси устройства форсунки, при этом в нижней части коллектора выполнен, сквозной продольный паз. Источники информации, принятые во внимание при экспертизе Т. Авторское свидетельство СССР № 27967, кл. С 21 D 1/02, 1968. 2. Патент ФРГ № 21б50 9, кл. 18 С 1/62, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Устройство для охлаждения проката | 1980 |
|
SU929270A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| УСТАНОВКА ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПРОКАТА | 2012 |
|
RU2520172C1 |
| Устройство для охлаждения проката | 1981 |
|
SU1025733A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2039093C1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Устройство для термической обработки | 1973 |
|
SU544684A1 |
1 Ь 3
I
L/
т
Фиг. 1
11
1(
В
Фиг.3
