I
Изобретение относится к области термообработки протяжных изделий и может быть .использовано для получения экспериментальных кривых изотермического превращения .аустенита (С-образных кривых) в углеродистых и малолегированных сталях с мальм инкубационным периодом.
Известна установка для термообработки переохлажденного аустенита, содержащая анизометр с приспособлением для крепления образца, приводные ванны для охлаждения 1.
t
Недостатком установки является необходимость применения сравнительно толстых образцов толщиной не менее ,5 мм, так как при меньщей толщине прибор во-первых теряет чувствительность, а во-вторых наблюдается подстывание образца при замене ванночки для аустенизации с помощью каретки на ванночку для изотермического распада аустенита.
Наиболее близким по технической сущности к изобретению является установка для термообработки протяжных стальных изделий, содержащая последовательно установленные нагревательное устройство, ванны изотермического распада и окончательного охлаждения, протяжное устройство
Недостатком известной установки
10 является невозможность быстрой передачи ленты в ванну изотермического охлаждения, что не обеспечивает изотермическое превращение переохлажденного аустенита.
15
Цель изобретения - повыиение точности исследования кинематического распада аустенита.
Поставленная цель достигается .тем, что в установке, содержащей
20 последовательно установленные нагрев вательное устройство, вайны изотермического распада и окончательного охлаждения, протяжное устройство, последнее выполнено в виде последовательно установленных соленоидов и размещенного между ними фигурного сердечника.
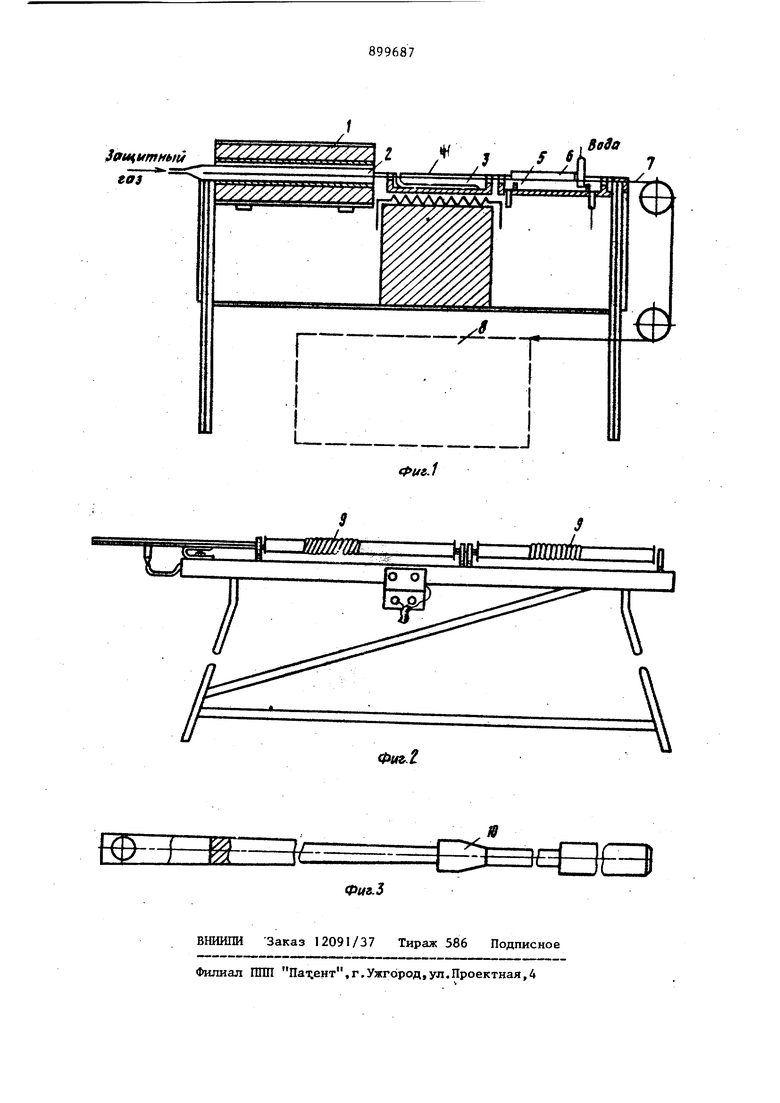
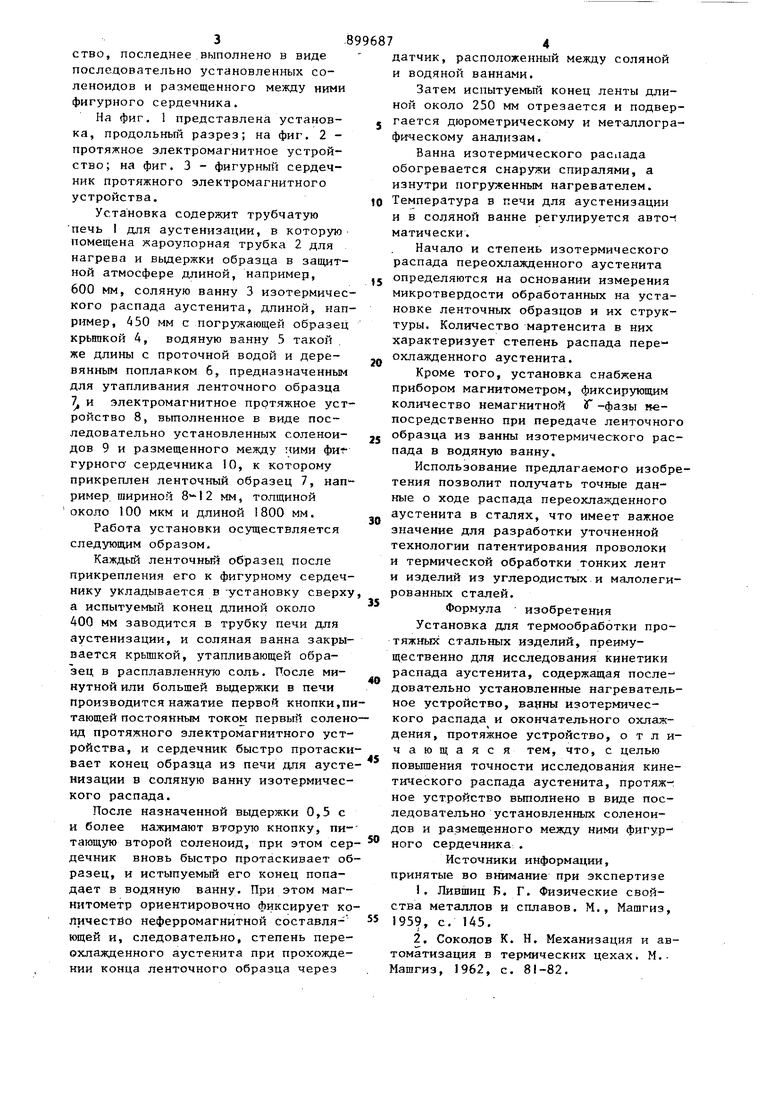
На фиг. 1 представлена установка, продольньш разрез; на фиг. 2 протяжное электромагнитное устройство; на фиг. 3 - фигурный сердечник протяжного электромагнитного устройства.
Установка содержит трубчатую печь I для аустенизации, в которую помещена жароупорная трубка 2 для нагрева и выдержки образца в защитной атмосфере длиной, например, 600 мм, соляную ванну 3 изотермического распада аустенита, длиной, например, 450 мм с погружающей образец крышкой 4, водяную ванну 5 такой же длины с проточной водой и деревянным поплавком 6, предназначенным для утапливания ленточного образца 7, и электромагнитное протяжное устройство 8, вьтолненное в виде последовательно установленных соленоидов 9 и размещенного между ними фиг гурного сердечника 10, к которому прикреплен ленточный образец 7, например шириной мм, толщиной около 100 мкм и длиной 1800 мм.
Работа установки осуществляется следующим образом.
Каждьй ленточный образец после прикрепления его к фигурному сердечнику укладывается в установку сверху а испытуемый конец длиной около 400 мм заводится в трубку печи для аустенизации, и соляная ванна закрывается крьшкой, утапливающей образец в расплавленную соль. После минутной или больщей выдержки в печи производится нажатие первой кнопки,птающей постоянным током первый соленид протяжного электромагнитного устройства, и сердечник быстро протаскивает конец образца из печи для аустенизации в соляную ванну изотермического распада.
После назначенной вьщержки 0,5 с и более нажимают вторую кнопку, питающую второй соленоид, при этом сердечник вновь быстро протаскивает образец, и истыпуемый его конец попадает в водяную ванну. При этом магнитометр ориентировочно фиксирует копичестйо неферромагнитной составляющей и, следовательно, степень переохлажденного аустенита при прохождении конца ленточного образца через
датчик, расположенный между соляной и водяной ваннами.
Затем испытуемьй конец ленты длиной около 250 мм отрезается и подвергается дюрометрическому и мет-аллографическому анализам.
Ванна изотермического рас11ада обогревается снаружи спиралями, а изнутри погруженным нагревателем.
Температура в печи для аустенизации и в соляной ванне регулируется авто-; матически.
Начало и степень изотермического распада переохлажденного аустенита
5 определяются на основании измерения микротвердости обработанных на установке ленточных образцов и их структуры. Количество мартенсита в них характеризует степень распада переохлажденного аустенита.
Кроме того, установка снабжена прибором магнитометром, фиксирующим количество немагнитной Г -фазы непосредственно при передаче ленточного
образца из ванны изотермического распада в водяную ванну.
Использование предлагаемого изобретения позволит получать точные данные о ходе распада переохлажденного аустенита в сталях, что имеет важное значение для разработки уточненной технологии патентирования проволоки и термической обработки тонких лент и изделий из углеродистых и малолегированных сталей.
Формула изобретения Установка для термообработки протяжных стальных изделий, преимущественно для исследования кинетики распада аустенита, содержащая после- довательно установленные нагревательное устройство, Tsajfubt изотермического распада и окончательного охлаждения, протяжное устройство, отличающаяся тем, что, с целью повышения точности исследования кинетического распада аустенита, протяжное устройство выполнено в виде последовательно установленных соленоидов и размещенного между ними фигурного сердечника .
Источники информации, принятые во В1шмание при экспертизе
1.Лившиц R. Г. Физические свойства металлов и сплавов. М., Машгиз,
5 1959, с. 1А5,
2.Соколов К. Н. Механизация и автоматизация в термических цехах. М.Машгиз, 1962, с. 81-82.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2116360C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОПЛАСТИНЧАТЫХ СТРУКТУР В УГЛЕРОДИСТОЙ И МАЛОЛЕГИРОВАННОЙ СТАЛЯХ | 1969 |
|
SU252380A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087555C1 |
| Способ термической обработки катанки и проволоки из углеродистых и низколегированных сталей | 1979 |
|
SU870460A2 |
| Способ определения распада аустенита в стальных протяженных изделиях | 1986 |
|
SU1479536A1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ термической обработки листового проката из кремний-марганцовистой стали | 1990 |
|
SU1705370A1 |
| Способ термической обработки литого звена гусеницы трактора | 1989 |
|
SU1788976A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |