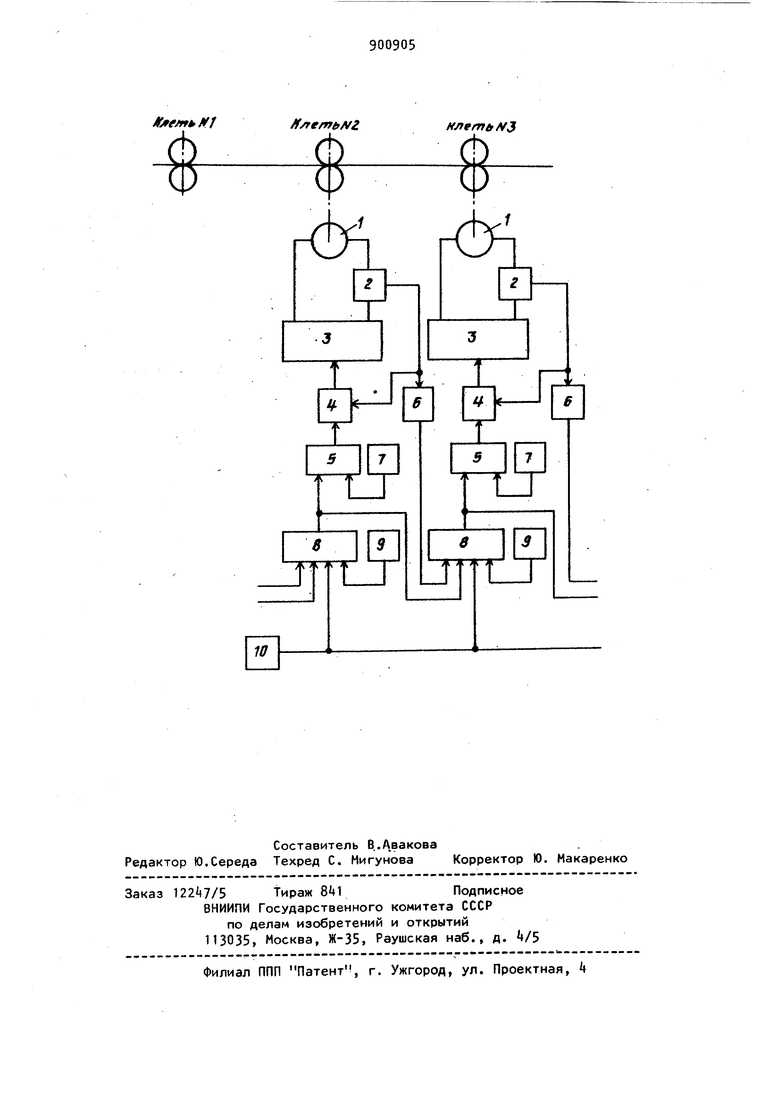
прокатки данной клети, выходом зада чика интенсивности и выходом сумматора каждой предыдущей клети . Недостатком устройства является то, что при выходе заднего конца по лосы из одной клети в результате падения силы тока в ее двигателе изме нится скоростной режим последующих клетей, чем нарушается технологичес кий режим прокатки и происходит отк лонение поперечных размеров проката от заданных по программе. Цель изобретения - повышение ста бильности процесса прокатки при про хождении концов прокатываемой полосы через стан. Постэ8.ленная цель достигается тем, что в устройство, содержащее в системе управления скоростью двигателя каждой клети датчик тока двигателя, задатчик интенсивности, датчик тока свободной прокатки, регулятор, задатчик переднего натяжения, сумматор, причем первый вход регулятора соединен с выходом задатчика переднего натяжения, а второй вход с выходом сумматора, первый, второй и третий входы каждого сумматора соединены соответственно с выходом задатчика тока свободной прокатки данной клети, выходом задатчика интенсивности и выходом сумматора каждой предыдущей клети, дополнительно содержит управляемый ключ и запоминающий блок, причем для каждой клети выход датчика тока соединен соответственно со входом запоминающего блока и с первым входом ключа, второй вход ключа соединен с выходом регулятора, а выход со входом системы управления скоростью двигателя, выход запоминающего блока соединен с четвертым входом сумматора последующей клети, На чертеже представлена структурная схема предлагаемого устройства. В цепь якоря двигателя 1 привода клети (или любой другой, кроме первой в группе) последовательно введен датчик 2 тока. Цепь якоря двигателя 1 подсоединена к системе 3 управления скоростью двигателя 1. Через первый вход управляемого ключа k выход регулятора 5 подключен ко входу системы 3 управления скоростью двигателя 1. Выход датчика 2 тока подсоединен ко второму входу управляемого ключа i и к запоминающему блоку 6. Запоминающее устройство 6 5 может состс;ять из преобразователей аналог-код и код-аналог, многоразрядных запоминакхцих регистров и генератора импульсов; Первый вход регулятора 5 соединен с выходом задатчика 7 переднего натяжения. Выход сумматора 8 подсоединен ко второму входу регулятора 5. К первому и второму входам сумматора 8 подсоединены соответственно задатчик 9 тока свободной прокатки и общий для устройства задатчик 10 интенсивности. К третьему и четвертому входам сумматора 8 системы управления скоростью двигателя каждой клети соответственно присоединены выходы сумматора В и запоминающего блока 6 системы управления скоростью двигателя предыдущей клети. Устройство работает следующим образом. В сумматоре 8 из полнЬго тока двигателя 1, измеряемого датчиком 2 тока, выделяется ток, пропорциональный величине переднего натяжени. На входе регулятора 5 ток переднего натяжения сравнивается с установленным на задатчике 7. Выходной сигнал с регулятора 5 поступает через управляемый ключ в систему 3 управления скоростью двигателя 1. Системы для всех клетей, за исключением первой в группе,выполняются одинаково, при этом в качестве тока,пропорционального величине заднего натяжения, используют ток переднего натяжения предыдущей клети.Для этого выход сумматора 8 системы управления скоростью двигателр первой клети соединен со входом аналогичного сумматора 8 системы управления скоростью двигателя второй клети и соединен со входом сумматора В системы управления скоростью двигателя третьей клети. Изменение сопротивления деформации прокатываемого металла приводит к изменению силы тока двигателя 1, в результате чего на выходе сумматора 8, а, следовательно, и на выходе регулятора 5 появляется сигнал, приводящий к изменению скорости двигателя 1 и компенсации возникшего возмущения. В момент выхода заднего конца полосы из первой клети силы тока двигателя 1 этой клети резко падает. В это время управляемый ключ отключает регулятор 5 от системы 3 и переводит двигатель 1 на скоростной режим холостого хода. Для того, что бы не изменился скоростной режим второй клети на время прохождения задним концом данного межклетевого промежутка в момент падения тока двигателя 1 первой клети, запоминаю щий блок 6. запоминает последнее ее значение, и процесс прокатки во вто рой клети заканчивается стабильно. При заходе переднего конца очере ной полосы проката в клеть сила тока двигателя 1 возрастает и ключ k подключает регулятор 5 к системе 3, а запоминающий блок 6 начинает пропускать значение силы тока с датчик 2 на сумматор 8 последующей клети, Предлагаемое устройство выгодно отличается от известного тем, что процесс прокатки протекает стабильно в момент прохождения заднего кон ца полосы через непрерывную группу клетей. За счет этого уменьшается количество брака, повышается качест во готового проката и количество металла, прокатанного в отрицательном поле допуска. Формула изобретения Устройство для регулирования меж клетевого натяжения на непрерывных сортопрокатных станах, содержащее в системе управления скоростью двигателя каждой клети датчик тока двигателя, задатчик интенсивности, задатчик тока свободной прокатки, регулятор, задатчик переднего натяжения, сумматор, причем первый вход регулятора соединен с выходом задат чика переднего натяжения, а второй вход с выходом сумматора, первый, второй и третий входы каждого сумматора соединены соответственно с выходом задатчика тока свободной прокатки данной клети, выходом задатчика интенсивности и выходом сумматора каждой предыдущей клети,о т личающееся тем, что, с целью повышения стабильности процесса прокатки при прохождении концов прокатываемой полосы через стан, оно дополнительно содержит для каждой клети управляемый ключ и запоминающий блок, причем для каждой клети выход датчика тока соединен соответственно со входом запоминающего блока и с первым входом ключа, второй вход ключа соединен с выходом регулятора, а выход со входом системы управления скоростью двигателя, выход запоминающего блока соединен с четвертым входом сумматора последующей клети. Источники информации, принятые во внимание при экспертизе 1.Патент США № 4087859, кл. В 21 В 37/00, 1977. 2.Авторское свидетельство СССР (Г ЗО+бЗ, кл. В 21 В 37/06, 1975. 3.Дружинин Н.Н. и др. Системы автоматического регулирования толщины и натяжения на непрерывных станах, в том числе на станах с установкой клетей на упругих опорах. Доклад на международной конференции стран - членов СЭВ и СФРЮ по автоматизации производственных процессов в черной металлургии. №111/25, 1971, с. 7-9. , Авторское свидетельство СССР № 555929, кл. В 21 В 37/00, 1975.
tfjfffrt ftj
/f/remi / fZ
Hflemiif 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Система стабилизации межклетевых натяжений проката на стане | 1982 |
|
SU1044360A1 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Способ управления многодвигательным электроприводом | 1980 |
|
SU1016836A1 |