ние температуры конца прокатки и толщины полосы.
Цель изобретения - обеспечение па выходе стана заданной скорости и исключения превышения максимально допустимой заправочной скорости в последней клети.
Это достнгается тем, что в устройство дополнительно введены сумматор коррекции, узел поддержания заданной скорости прокатки, содержащий сумматор, умножитель, задатчик интепсивности, элемент сравнения, интегратор и узел ограничения заправочпой скорости, содержащий задатчик, элемент сравнения, выпрямитель, интегратор, контакт реле захвата полосы, причем выход сумматора коррекции соединен с щипой эталонного напряжения заправочной скорости, а входы его соедииепы с выходом блока установки задания заправочной скорости, выходом интегратора узла поддержания заданной скорости прокатки, вход которого соедипеп с выходом элемента сравнения этого узла, а входы этого элемента сравнения соединены с выходом датчика скорости привода последпей клети и задатчика интенсивпости, вход которого соединен с выходом умножителя узла поддержания задаппой скорости прокатки, первый вход которого соединен с выходом блока установки задания индивидуальной скорости последней клети, а второй вход - с выходом сумматора узла поддержания заданной скорости прокатки, первый вход которого соединеи с шиной эталонного напряжения рабочей скорости, а второй - с выходом блока установки задания заправочной скорости и третий вход сумматора коррекции соединен с выходом интегратора узла ограничения заправочной скорости, причем выходные зажимы этого интегратора соединены через контакт реле захвата полосы, а вход его через вынрямитель соединен с выходом элемента сравнения узла ограиичения занравочной скорости, входы которого соединены с выходом датчика скорости привода последней клети и выходом задатчика узла ограничения заправочной скорости.
На чертеже представлена блок-схема предлагаемого устройства.
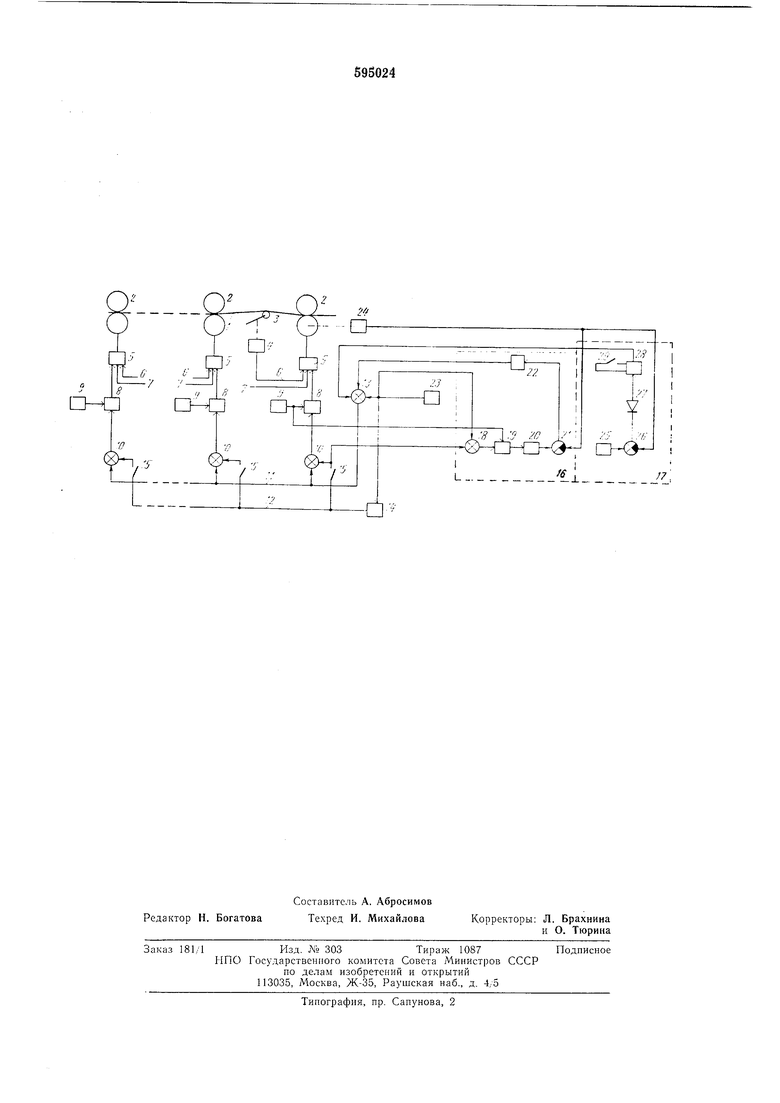
Оно содержит прокатываемую полосу 1, валкн 2 прокатных клетей, ролик 3 петледержателя, регулятор 4 положения петледержателя. Регулятор 4 положения пстледержателя связан с регулятором 5 скорости по цепи 6. По цепи 7 регулятор 5 скорости связап с регуляторами положения петледержателей смежных межклетевых промежутков. К регуляторам 5 скорости подключаются также операционные умножители 8, входы которых соединяются с выходом блоков 9 установки задания индивидуальной скорости п с выходом сумматоров 10. На входы сумматоров 10 подключаются шины 11,12 эталонных напряжений заправочной и рабочей скоростей, общие для всех клетей. Шина 11 эталонного напряжения заправочпой скорости связана с выходом сумматора 13 коррекции эталонного напряжения заправочной скорости. Напряжение па пшие 12 эталонного напряжения
рабочей скорости формируется узлом 14 задания рабочей скорости. Шина 12 к сумматорам 10 иодключается через ключи 15 индивидуального торможения. Кроме того, устройство содержит узел 16, обсспечпвающий заданную скорость прокатки на выходе стана независимо от работы системы авторегулирования натяжения, и узел 17 ограничения занравочной скорости на максимально допустимом уровне. Узел 16 состоит из
сумматора 18, онер анионного умножителя 19, задатчика 20 интенсивности, элемента 21 сравнения н интегратора 22. Входы сумматора 18 соединяются с шиной 12 эталонного напряжения рабочей скорости через ключ 15
и выходом задатчнка 23 заиравочной скорости. Выход сумматора 18 включен }ia вход умножителя 19. Второй вход умножителя связан с выходом блока 9 установки задания скорости носледней клети. На выходе умиожителя 19 поставлен задатчик 20 интенсивности, который предназначен для выравнивания иередаточной фуикции канала главного нривода последней клети и узла 16. Входы элемента 21 сравнения соединяются с выходом
задатчика 20 интенсивности и датчиком 24 скорости иоследней клети. Выход элемента 21 сравнения соединяется с входом интегратора 22. Выход интегратора 22 является выходом узла 16. Узел 17 состоит из задатчика 25
максимально допустимой заправочной скорости, элемента 26 сравнения, выпрямителя 27, интегратора 28, шунтируемого контактом 29 реле захвата полосы моталкой. Задатчик 25 подключен ко входу элемента 26 сравнения.
Второй вход элемента сравнения связан с выходом датчика 24 скорости последпей клети. Выход элемеита 26 сравпения через выпрямитель 27 соедипен с входом интегратора 28. Выход интегратора 28 является выходом
узла 17. Выходные сигналы узлов 16 и 17, а также задатчика 23 заправочной скорости суммируются на сумматоре 13 коррекции эталонного напряжения занравочной скорости. К выходу сумматора 13 коррекции подключается шина 11 эталонного напряжения заправочной скорости.
Работает устройство следуюпл,им образом. В соответствии с программой прокатки устанавливаются заданные скорости клетей, заправочная и копечная скорости прокатки, заданное ускорение, максимально допустимая скорость прокаткн. Но мере входа металла в клети замыкаются ключи 15 индивидуального торможения. Эталонные напряжения заправочпой и рабочей скорости суммируются на входе в схему управления скоростью каждой клети на сумматорах 10. Согласование скоростей вращения валков клетей осуществляется при помощи бесконтактных умпожителей 8.
Умножители 8 выполняют операннго перел ножения двух напряжений. Первый сомножитель представляет сумму двух эталонных напряжений. Второй сомножитель индивидуальный для каждой клети. Выходное напряжение умножителя 8 в определенном масштабе представляет заданное значение скорости данной клети и подается на вход регулятора 5 скорости.
Сигнал на выходе умножителя 19 представляет собой уставку скорости на выходе чистовой группы. Если из-за работы системы авторегулирования натяжения скорость прокатки, измеряемая датчиком 24 скорости, отличается от заданной, на выходе элемента 21 сравнения появляется сигнал, который через задатчик 20 интенсивности и интегратор 22 изменяет заправочную скорость чистовой группы клетей до тех пор, пока скорость на выходе не станет равна заданной. Если при работе системы авторегулирования натяжения до захвата полосы моталкой скорость прокатки превысит максимально допустимое значение, задаваемое задатчиком 25, на выходе элемента 26 сравнения ноявляется сигнал, который через выпрямитель 27 и интегратор 28 снижает общий уровень заправочной скорости. После захвата нолосы моталкой интегратор 28 шунтируется контактом 29.
Формула изобретения
Устройство управления скоростнымн режимами ненрерывного стана горячей нрокаткн, содержашее регуляторы скорости главных приводов клетей, онерационные умножители заданий скорости, блоки установки задания индивидуальных скоростей, сумматоры, ключи индивидуального торможения, блок установки задания заправочной скорости, узел установки нанряжения задания рабочей скорости, шины эталонного напряжения заправочной и рабочей скоростей чистовой группы клетей, датчик скорости привода последней клети, отличаюш,ееся тем, что, с целью обеспечения на выходе стана заданной скорости и исключения иревышения максимально допустимой заправочной скорости в последней клети, в него дополнительно введены сумматор коррекции, узел поддержания заданной скорости прокатки, содерлсащий сумматор, умножитель, задатчик интенсивности,
элемент сравнения, интегратор и узел ограничения заправочной скорости, содерл :ащий задатчик, элемент сравнения, выпрямитель, интегратор, контакт реле захвата полосы, причем выход сумматора коррекции соединен с
шиной эталонного напряжения заправочной скорости, а входы его соединены с выходом блока установки задания заправочной скорости, выходом интегратора узла поддержания заданной скорости прокатки, вход которого соединен с выходом элемента сравнения этого узла, а входы этого элемента сравнения соедииены с выходом датчнка скорости привода последней клети и задатчика интенсивности, вход которого соедииен с выходом умножителя узла поддержания заданной скорости нрокатки, первый вход которого соединен с выходом блока установки задания индивидуальной скорости последней клети, а второй вход--с выходом сумматора узла ноддержання заданной скорости прокатки, первый вход которого соединен с шиной эталонного напряжения рабочей скорости, а второй - с выходом блока установки задания заправочной скорости и третий вход сумматора коррекции
соединен с выходом интегратора узла ограничения заправочной скорости, причем выходные зажимы этого интегратора соединены через контакт реле захвата полосы, а вход его через вьшрямнтель соединен с выходом элемента сравнения узла ограничения заправочной скорости, входы которого соединены с выходом датчика скорости привода последней клети и выходом задатчика узла ограничения заправочной скорости.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №242260, кл. В 21В 37/00, 1968.
2. Дружинин П. П. Непрерывные станы как объект автоматизации. М., «Металлургия, 1975, с. 242.
о
-
16
7,
I
L.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1976 |
|
SU559746A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU735350A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Устройство управления скоростным режимом непрерывного стана горячей прокатки | 1976 |
|
SU564020A1 |
| Устройство для регулирования толщины полосы | 1977 |
|
SU719728A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство регулирования ширины полосы на станах горячей прокатки | 1981 |
|
SU982833A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1975 |
|
SU530710A1 |