Tjtf
О) Об 00
о
Изобретение относится к автоматизации прокатных станов и может быть применено для управления двигателями главных приводов чистовых клетей непрерывных и полунепрерывных станов горячей прокатки.
По основному авт.св. 535703 известен способ управления многодвигательным электроприводом, применяемый для увеличения точности геометрических размеров прокатанных полос, в соответствии с которым в сигнал задания скорости двигателей вводят пробные колебания и вьщеляюг переманную составлякнцую тока двигателя, вызванную пробными колебаниями, измеряют натяжение и воздействуют на натяжение в зависимости от измеренного его значения. Причем сигнал задания натяжения для данной полосы получают, вычитая из текущего значения сигнала воздействия запомненное значение этого сигнала на переднем конце полосы fl3.
Недостатком данного способа является то, что при переменных скорости и потоке возбуждения выделенная на частоте пробных колебаний переменная составляющая тока двигателя зависит от скорости прокатки и потока возбуждения. Так как скорость прокатки и поток возбуждения не остаются постоянными даже при прокатке одной полосы, то известный способ имеет недостаточную точность Цель изобретения - повышение точности .размеров прокатанных полос при прокатке в условиях переменных ско- ррстей и потока возбуждения двигателей.
Поставленная цель достигается тем что согласно способу управления многодвигательннм электроприводом дополнительно измеряют ЭДС двигателя и вьоделяют переменную составляющую скорости двигателя, вызванную пробными колебаниями, воздействуют на натяжение полосы пропорционально частному от деления выделенной переменной составляющей скорости двигателя на произведение переменной составляющей тока, вызванной пробными колебаниями, на ЭДС двигателя.
Таким образом, в предлагаемом способе реализуется зависимость
ДО) /t
(1
лЗЕ 2KR
лш- переменная составляющая, скорости двигателя, вызванная пробньВ1и колебаниями;
ЛЗ - переменная составляющая тока двигателя, вызванная пробными колебаниями;
Е - ЭДС двигателя/
К - коэффициент пропорциональности;R - радиус валков; JP - нейтральный угол;
Р((з) - функция от удельного натяжения;
бф - фактическое сопротивление деформации.
Приведенная зависимость не зависит от скорости прокатки и от потока возбуждения и отвечает уравнению уширения
/6 te)
(Z)
Таким образом формированием обратной связи в соответствии с зависимостью (1 ) повышается точность размеров получаемых полос.
На чертеже представлена блок-схема устройства, реализующего предлагаемый способ.
Устройство содержит генератор 1 периодических сигналов, реЪулятор 2 скорости, двигатель 3 клети, датчик 4 натяжения полосы, узкополосные
фильтры 5 и 6, настроенные на частоту пробного сигнала,, выпрямители 7 и 8, блоки 9 и 10 деления, датчик 11 ЭДС, блок 12 умножения, блок 13 памяти, регулятор 14 натяжения, блоки 15-18 сравнения и блоки 19 и 20
суммирования, причем выход генератора 1 периодических сигна.лов соединен с одним из входов блока 20 суммирования, другой вход которого соединен с выходом задатчика скорости
(не показан), а выход - с входом
блока 16 сравнения, другие входы которого соединены с выходами регулятора 14 натяжения и датчика скорости двигателя (не показан).
Выход блока 16 сравнения соединен с входом регулятора 2 скорости, выход которого соединен с входом двигателя 3 и с одном из входов датчика 11 ЭДС, другой вход которого соединей с датчиком тока(не показан) двигателя 3, выход датчика тока соединен также с входом узкополосного фильтра 6, выход которого через выпрямитель 8 соединен с одим из входов блока 9 деления, другой вход которого через последовательно соединенные выпрямитель 7 и узкополосный фильтр 5 соединен с выходом датчика скорости электроприврда, выход которого соединен с входом блока 17
сравнения, другой вход которого соединен с выходом датчика скорости .(не показан) электропривода смежной клети, выход блока 17 сравнения через объект (не показан) соединен с
датчиком 4 натяжения полосы, выход Тсоторого соединен с одним из входов блока 15 сравнения, другой вход которого соединен с выходом задатчика натяжения полосы (не показан), третий вход блока 15 сравнения соединен с выходом блока 18 сравнения, входы которого соединены с выходом и входом блока 13 памяти, соединенньпу также с выходом блока 12 умножения, входы которого соединены с выходом задатчика натяжения и блока 19 суммирования, входы которого соединены с выходами блоков 10 делений систем управления смежными клетями. Устройство работает следующим образом. В.регулятор скорости двигателей чистовых клетей стана вводят периодические колебания небольшой ампли туды с частотой, близкой к частоте, среза системы регулирования скорост двигателей. Затем выделяют переменную составляющую скорости вращения тока якорядвигателей, вызванную про ными колебаниями, и получают сигналы, пропорциональные средневыпрямленной амплитуде перетленной состав Ляющей указанных координат. Сигнал пропор1а иональный средневыпрямпенной амплитуде переменной составляющей скорости вращения, делят на сигнал, пропорциональный средневыпрямленыой амплитуде переменной составля1сндей тока якоря двигателя, и на выходной сигнал датчика ЭДС двигателя. Результат этих операций в сумматоре 19 с аналогично найденным результатом для смежной клети. Полученную сумму сигналов подгшт на блок 12 умножения. После захода полосы в смежные клети измеряют датчиком 4 натяжение полосы и подают пропорциональный ему сигнёш на вход блока 15 сравнения. Для тех прокатных станов, где имеется система стабилизации натяжения полосы и удельное натяжение для всех размеров полос остается Прстоянным, вторым сомножителем блока 12 умножения служит сигнал, пропорциональный удельному натяжению. Сигнал, пропорциональный полученному проиэведению,используют в качестве сигнала обратной связи. Сигнал же, пропорциональный полученному произведению на переднем конце полосы, запоминают и он служит уставкой системы для данной полосы.. Затем.сравнивают текущее значение указанного произведения с уставкой и так изменяют скорость двигателей смежных клетей, а следовательно, и натяжение полосы, чтобы произведение оставалось постоя«иьм. При заходе следующей полосы запсладнают новое значение произведения сигналов ва перед -. нем конце этой полосы и автоматически :изменяют скорость швига елей, стремясь поддержать постоянньм новое значение произведения. Для стана 2000 эконсдакмеский эффект за счет увеличения точности размеров прокатанных полос по данным завода составит 40 тыс.руб. на 800 тыс.т. проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Способ регулирования межклетевыхНАТяжЕНий | 1979 |
|
SU810319A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Квазиоптимальная система автоматического регулирования натяжения полосы на прокатном стане | 1976 |
|
SU578134A1 |
| Способ управления многодвигательным электроприводом постоянного тока | 1968 |
|
SU471645A1 |
| Устройство для измерения межклетевого натяжения проката | 1985 |
|
SU1247114A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| Электропривод постоянного тока с двухзонным регулированием скорости валков клети прокатного стана | 1986 |
|
SU1411911A1 |
СПОСОБ УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДСИ по авт.сВ. 535703, отличающийся тем, что,с целью повышения точности размеров прокатанных полос, преимущественно ширины дополнительно измеряют ЭДС двигателя и вьщеляют переменную составляющую скорости двигателя, вызванную пробными колебаниями, воздействуют на натяжение полосы пропорционально частному от деления вьщеленной. переменной сое- ( тавляющей скорости двигателя на про-. изведение переменной составляющей тока, вызванной пробными колебаниями, на ЭДС двигателя.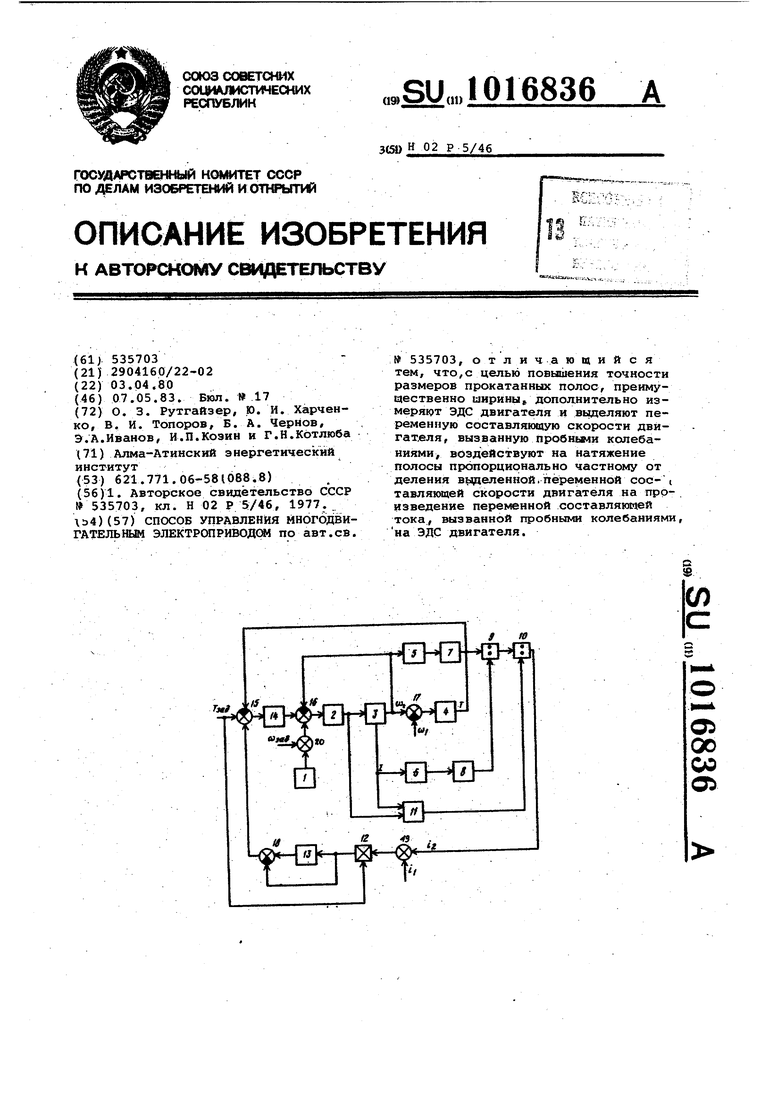
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ управления многодвигательным электроприводом | 1975 |
|
SU535703A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
