Изобретение относится к регулирующим устройствам в прокатном производстве и может быть использовано на проволочных прокатных станах, работающих с натяжением металла в межклетье- вом промежутке чистовой группы клетей.
Цель изобретения - повышение качества проката путем повышения точности размеров готового проката.
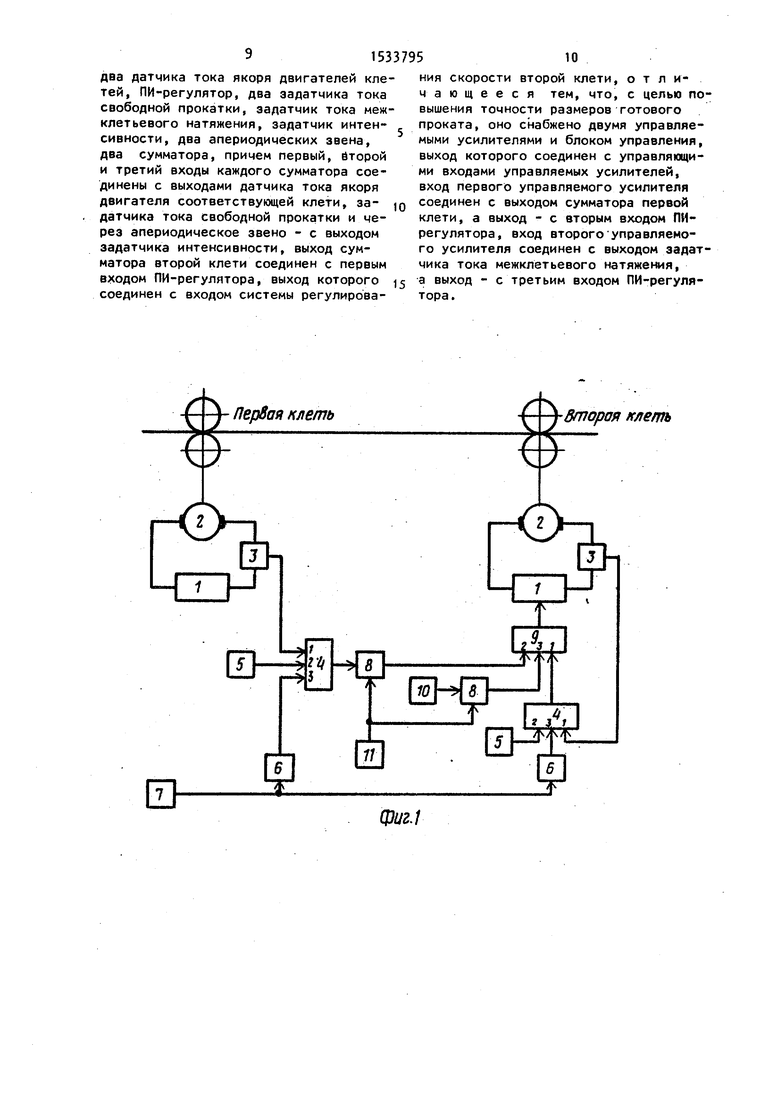
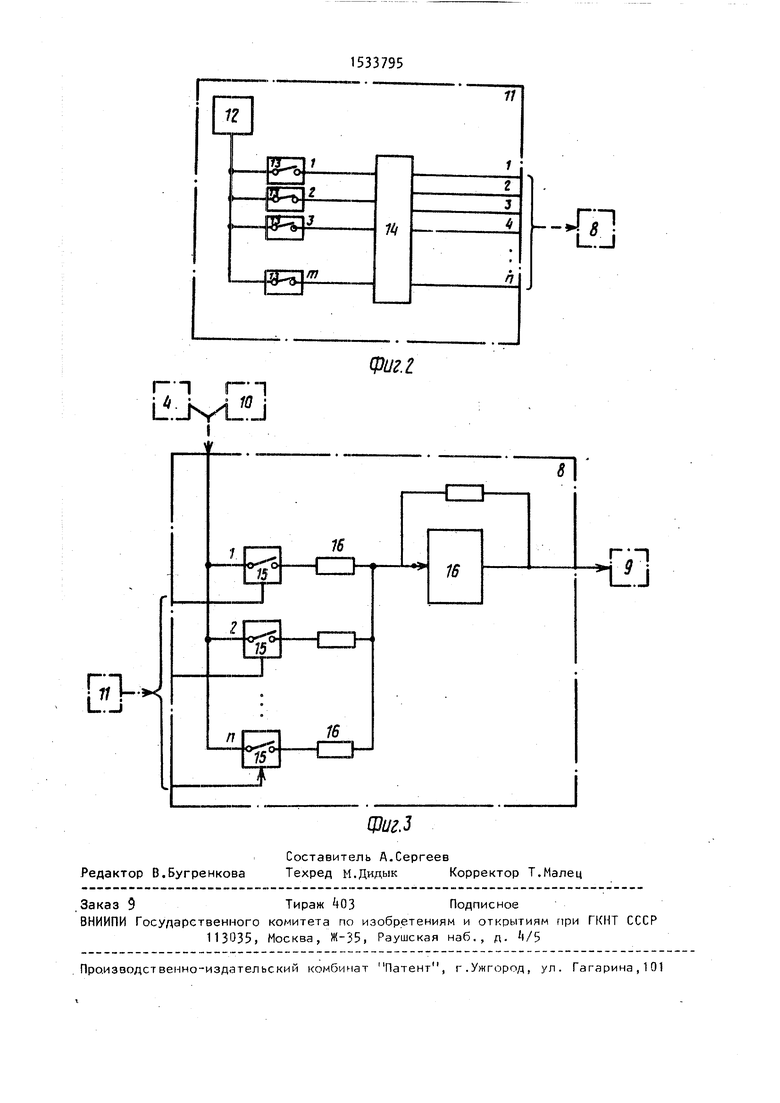
На фиг. 1 представлена блок-схема устройства регулирования размеров проката на проволочном прокатном стане; на фиг 2 - схема блока управления; на фиг. 3 - схема управляемого пропорционального звена.
Устройство (фиг. 1) содержит системы Г регулирования скорости каждой клети, электрически соединенные с электродвигателями 2 клетей и датчиками 3 тока якоря, выход каждого из которых соединен с первыми входами сумматора , вторые входы которых соединены с выходами задатчиков 5 тока свободной прокатки, а третьи - через апериодические звенья 6 с выходом задат- чика 7 интенсивности. Выход сумматора k первой клети соединен с входом первого управляемого усилителя 8, выход которого соединен с вторым входом ПИ- регулятора 9, третий вход которого
Сл
СО
со 1
со
СП
соединен с выходом второго управляемого усилителя 8, вход которого соединен с задатчиком 10 тока межклетьевого натяжения, а первый вход ПИ-регуля- тора 9 соединен с выходом сумматора 1 второй клети, управляющие входы управляемых усилителей 8 соединены с выходом блока 11 управления.
Блок 11 управления (фиг. 2) содер- 1(j жит источник 12 питания, выход которого соединен с входами m ключей 13, выходы которых .соединены с входами дешифратора 1, п выходов которого соединены с входом управляемого усилите- ,- ля 8.5
Управляемый усилитель 8 (фиг. 3) содержит п управляемых ключей 15, информационные входы которых соединены с выходом сумматора 4 первой клети ,д для первого управляемого усилителя 8 и выходом задатчика 10 тока межклетьевого натяжения для второго управляемого усилителя, управляющие входы управляемых ключей 15 соединены с выхода- 25 ми блока 11 управления, а выходы - с входами суммирующего усилителя 16, выход которого соединен с входом ПИ- регулятора 9.
Устройство регулирования размеров
30
проката на проволочном прокатном стане работает следующим образом.
Для полного тока первой клети справедливо уравнение
, +1д«и, -1пи#Ы, .
(О
35
де I, - текущее значение полного тока двигателя первой клети; ICB - ток свободной статической
прокатки, обусловленный конкретными технологическими па-до раметрами прокатки (относительное обжатие, жесткость клети, коэффициент трения-, температура проката и т.д.);
1дим - динамический ток двигателя 45 первой клети;
Iпн ток, обусловленный наличием
переднего натяжения; Ll - изменение тока двигателя, .
обусловленного изменением 50 технологических условий прокатки (коэффициент трения,
температура проката, разно- толщинность и т.д.).
Суммарное входное напряжение U6X ПИ-регулятора 9 рассчитывается по уравнению
(j - 5
д 5
0
иьк 1(1сы IAHH« KV K + I v K4 КГ К, ,(2)
гре К,,Ка,К 3 - входные коэффициенты ПИ-регулятора 9 соответственно по первому, второму и третьему входам;
K - коэффициент передачи первого управляемого усилителя;
К 5 - коэффициент передачи второго управляемого усилителя;
Ха, - ток задания межклетьевого 1-2 натяжения;
1янг гсв
I ЛИц4 - составляющая полного тока двигателя второй клети, обусловленная наличием заднего натяжения (вычисляется на сумматоре k второй клети) ;
Iг - текущее значение полного тока двигателя второй клети;
12св - ток свободной статической прокатки двигателя второй клети;
Iдии - динамический ток двигателя второй клети.
35
Из уравнения (1)
CBI 1 А пн 1
(3)
до
45
50
5
Токи I „н, и IJHI характеризуют одну и ту же величину - межклетьевое натяжение, поэтому
IOH -1$нг и
СО
Подставив уравнения (3) и СО в уравнение (2) и с учетом того, что в статическом режиме , получим
±&1,-К,,га. К4-K5-IW (К,- . +К})0.
Отсюда, ток I,i межклетьевого натяжения, соответствующий величине межклетьевого натяжения, можно определить из уравнения
К2 К-5 4-AT--i --i
v к;. к;;к, к,- о;
Из уравнения (5) следует, что межклетьевое натяжение зависит от величины тока IXIT. задания межклетьевого натяжения и от величины тока &I, обусловленного изменением технологических условий прокатки. Причем, изменяя величину коэффициента К4, можно изменять степень изменения тока «. межь15
клетьевого натяжения, а соответственно и межклетьевого натяжения в функции изменения тока Д1.
В исходном состоянии при прокатке определенной марки стали на одном из
выходов блока 11 управления, соответствующем прокатываемой марке стали, установлена логическая 1, которая поступает на управляющие входы управляемых усилителей 8, под действием чего коэффициенты передачи К,, и К5 этих усилителей однозначно соответствуют номеру выхода блока 11 управле
ния, на котором установлена 1
выходах задатчиков 5 токов свободной прокатки двигателей первой 1С6) и второй 1СВ1 клетей. На выходах апериодических звеньев 6 установлены напряже.
ния, соответствующие значениям динами ческих токов , двигателей первой и второй 1дцца клетей. На выходах датчиков 3 якорных токов установлены напряжения, соответствующие текущим значениям полного тока двигателей первой 1 и второй Ij. клетей. На выходе за- датчика 10 тока межклетьевого натяжения установлено напряжение, соответствующее величине тока задания межклетьевого натяжения Т,г , При отсутствии изменений технологических условий прокатки ток Д1 0, поэтому на выходе сумматора k первой клети установлено напряжение, соответствующее величине тока InM, обусловленного величиной переднего натяжения. На выходе сумматора Ц второй клети установлено напряжение, соответствующее величине тока 1гцг обусловленного величиной заднего для второй клети натяжения. С учетом этого, согласно уравнению (5) и с учетом уравнения (4) на входе ПИ-регулятора 9 посредством воздействия напряжении с выхода ПИ-регулятора 9 на систему 1 регулирования скорости второй клети и соответственное изменение скорости второй клети поддерживается равенство
т -т К, К4+КЭ
Из этого уравнения видно, что величина Ј, однозначно соответствующая натяиению в межклетьевом промежутке, определяется величиной тока
.
задания межклетьевого натяжения I
неизменный уровень которого установлен на выходе задатчика 10 тока межклетьевого натяжения, и величиной
10
15
20
25
30
35
40
50
55
коэффициента К
При этом
Кг-К
величина коэффициента К с помощью изменяемых коэффициентов К и К5-подобрана такой, чтобы уровень задания на ток межклетьевого натяжения на
ъ
ния Г.
уровне.
чг на величину ± &I
натяжения что через
входе ПИ-регулятора Ij,z со
ответствовал необходимому для данной марки стали уровню межклетьевого натяжения. В этом случае ПИ-регулятор 9, воздействуя через систему 1 регулирования второй клети на скорость второй клети, поддерживает натяжение в межклетьевом промежутке на заданном и соответствующем величине задаК2.К
i к7-
При изменении технологических условий прокатки появляется ток±&1, . Появление этого тока согласно уравнению (5) вызывает изменение задания на ток 1„ межклетьевого К, К4
ПИ-регулятор 9 и систему 1 регулирования скорости второй клети приводит к пропорциональному изменению межклетьевого натяжения. При этом сте- : пень изменения межклетьевого натяжения и, следовательно, тока 1 при изменении составляющей тока &I, однозначно задана величиной коэффициента
К, К4к
и соответствует требуемой
К ( +К
для данной марки стали.
Таким образом, при изменении технологических условий прокатки изменяется ток &,, что приводит к пропорциональному и соответствующему данной марки стали и технологическим параметрам прокатки изменению межклетьевого натяжения. При этом ПИ-регулятор 9 45 настроен так, что при изменении технологических условий прокатки, сопровождающихся увеличением размеров на выходе из первой клети, происходит увеличение межклетьевого натяжения и наоборот, в результате чего на выходе из второй клети повышается точность размеров готового проката, повышается сортность и качество проката.
При изменении марки стали перед прокаткой первой заготовки путем воздействия на блок 11 управления меняется номер выхода блока 11 управления, на котором установлена логическая 1.. Под действием этого происходит авто
магическое изменение коэффициентов К4 и Kj. передачи соответственно первого и второго управляемых пропорциональных звеньев. В дальнейшем устройство работает также, что и при прокатке предыдущей марки стали с той лишь разницей, что при изменении коэффициента Кф автоматически устанавливается необходимая дг,я данной марки стали степень изменения натяжения в меж- клетьевом промежутке при изменении тока &,, обусловленного изменением технологических условий прокатки и при изменении коэффициентов К и К5 автоматически устанавливается необходимый для прокатки данной марки стали уровень задания натяжения.
Блок 8 управления работает следующим образом.
I
В исходном состоянии напряжение на
выходе источника 12 питания соответствует логической 1, все m ключей 13 разомкнуты и на их выходах установле- ны напряжения, соответствующие логическому О, под действием чего на
всех п выходах дешифратора I установлены также логические О.
Перед прокаткой очередной марки 30 стали с определенными технологическими параметрами прокатки замыкаются один или несколько ключей 13, напряжение с выхода источника 12 питания поступает на выходы замкнутых клю- 35 чей 13, на соответствующих входах дешифратора I1 появляются напряжения, соответствующие логической 1, и на одном из п выходов дешифратора 1, однозначно соответствующем кобминации 40 гическая логических 1 на входе, появляется напряжение, соответствующее логической 1.
При изменении марки стали или технологических параметров прокатки ком- д§ ления усилителя 8.
При изменении ма нологических параме меняется номер выхо ления, на котором п кая 1. На выходе ветствующим предыду катки, появляется л этом ключ 15 с номе щим номеру предыдущ кается, а ключ 15, ответствует номеру управления, на кото
1, замык на входе управляемо перь поступает на в на его выходе появл ответствующий новом
бинация замкнутых ключей 13 изменяется и на соответствующем выходе дешифратора k появляется логическая 1, Таким образом, с изменением марки стали или технологических параметров прокатки с помощь изменения комбинации замкнутых ключей 13 изменяется номер выхода дешифратора 1, на котором появляется напряжение, соответствую50
щее логической 1.
Управляемый усилитель 8 работает следующим образом.
В исходном состоянии на выходе блока 11 управления установлены на55
Таким образом, с выхода блока 11 упр появляется логическ ветствует изменению технологических пар происходит изменени редачи управляемого
Формула из
Устройство для р меров проката на пр стане, из двух клет системы регулирован
пряжения, соответствующие логическому О, ключи 15 разомкнуты, а напряжение с входа управляемого усилителя 8 не поступает на вход усилителя 17 и на выходе управляемого усилителя 8 установлено нулевое напряжение.
Перед прокаткой очередной марки стали на одном из выходов блока 11 управления устанавливается логическая 1, которая поступает на управляющий вход соответствующего по номеру ключа 15, который замыкается, напряжение с входа управляемого усилителя 8 поступает на вход усилителя 16 и на его выходе появляется напряжение. При этом коэффициент К передачи усилителя 16 равен
К-РОС/R
где Р,
ос
гическая
величина сопротивления в цепи обратной связи усилителя ;
R; - величина 1-го входного сопротивления,
причем номер i соответствует номеру замкнутого ключа 15 и лежит в пределах от до .
При изменении марки стали или технологических параметров прокатки изменяется номер выхода блока 11 управления, на котором появляется логическая 1. На выходе же с номером, соответствующим предыдущему случаю прокатки, появляется логический О. При этом ключ 15 с номером, соответствующим номеру предыдущей прокатки, размыкается, а ключ 15, номер которого соответствует номеру выхода блока 11 управления, на котором появилась , замыкается и напряжение на входе управляемого усилителя 8 теперь поступает на вход усилителя 16, на его выходе появляется сигнал, соответствующий новому коэффициенту усиления усилителя 8.
Таким образом, с изменением номера выхода блока 11 управления, на котором появляется логическая 1, что соответствует изменению марки стали или технологических параметров прокатки, происходит изменение коэффициента передачи управляемого усилителя 8.
Формула изобретения
Устройство для регулирования размеров проката на проволочном прокатном стане, из двух клетей, содержащее две системы регулирования скорости клети,
два датчика тока якоря двигателей клетей, ПИ-регулятор, два задатчика тока свободной прокатки, задатчик тока меж клетьевого натяжения, задатчик интенсивности, два апериодических звена, два сумматора, причем первый, второй и третий входы каждого сумматора соединены с выходами датчика тока якоря двигателя соответствующей клети, за- датчика тока свободной прокатки и через апериодическое звено - с выходом задатчика интенсивности, выход сумматора второй клети соединен с первым входом ПИ-регулятора, выход которого соединен с входом системы регулирова
ния скорости второй клети, отличающееся тем, что, с целью повышения точности размеров готового проката, оно снабжено двумя управляемыми усилителями и блоком управления, выход которого соединен с управляющими входами управляемых усилителей, вход первого управляемого усилителя соединен с выходом сумматора первой клети, а выход - с вторым входом ПИ- регулятора, вход второго управляемого усилителя соединен с выходом эадатчика тока межклетьевого натяжения, а выход - с третьим входом ПИ-регулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Устройство для регулирования соотношений скоростей клетей непрерывного трубопрокатного стана | 1984 |
|
SU1186306A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
Изобретение относится к регулирующим устройствам в прокатном производстве и может быть использовано на проволочных прокатных станах, работающих с натяжением металла в межклетевом промежутке чистовой группы клетей. Цель изобретения - повышение качества проката путем повышения точности размеров готового проката. С изменением технологических условий прокатки в очаге деформации первой клети, приводящих к изменению размеров проката, происходит изменение межклетевого натяжения по величине и знаку, направленное на стабилизацию выходных размеров проката. При этом степень изменения натяжения при изменении технологических условий прокатки благодаря блоку управления и двум управляемым пропорциональным звеньям при прокатке различных марок стали различна, что обеспечивает повышение точности размеров готового проката различных марок стали. 3 ил.
Вторая клеть
ЦЗиг.1
г- п
14
П
i:.jvt-.J
75
EH
2
J «
-ЛП
да/г 2
/5
-s
| Авторское свидетельство СССР N° , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
