Изобретение относится к управлению процессами прокатки полосы и предназначено для управления скоростью непрерывного стана холодной прокатки.
Известно устройство для управления скоростью непрерывного стана холодной 5 прокатки, обеспечивающее заправку полосы с заданными индивидуально для каждой клети скоростями f) .
Недостатком H3secf oro устройства является то, что при выпуске заднего 10 конца прокатанной полосы затруднительно производить одновременную эаправку переднего конца полосы, laK как при выпуске полосы скорость стана, определяемая последними .клетями, 15 может существенно отличаться/от скорости стана, требуемой при запразке в первые клети. .
Известно также устройство, кото-„ рое обеспечивает требуемые скорости -п группы клетей стана с заправляемой полосой и группы клетей с выпускаемой полосой.Предназначенное для автоматического управления скоростью непре-. рывного прокатного стана оно содержит - формирователи задания (эталона) скорости дйя клетей с заправляемой пологсой и для клетей с выпускаемой поло сой, выходы которых через ключи, управляемые/блоком сопровождения концов полосы, подключаются к каналам З регулирования скорости электроприводов валков 2j «
Недостаток такого устройства ступенчатое изменение защания скорости для клети, в которой должна про- 35 исходить заправка полосы, что привадит к нежелательным ударным нагрузкам в приводах валков и снижает надежность работы стана. Кроме того, на йультах упрайления клетей необхо- 40 димо иметь по два комплекта датчико команд Ускорить,Замедлить, Так держать для заправки и для выпуска, что снижает удобство управления станом,лс
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является уртройство, которое исключает ступенчатое изменение задания скорости клетей непрерывного стана горячей прокатки. Устрой- 0 ство содержит регуляторы скорости, узел управления соотношением скоростей валков., состоящий из множителейсумматоров, соединенных в последовательную цепь по суммирующим входам, 55 блок формирования эталона скорости прокатки и выпуска полосы с входами обратных связей по эталонам скоростей
клетей входами управления переключениями , входами управления уровнем 0 скорости, входом згшатчика интенсивности, выход которого соединен с входом последо вательной цепи узла управ ления соотношением скоростей, блок формирования эталона скорости заправ-65
ки с входами обратных связей по эталонам скоростей клетей, входами управления переключениями,входами уп равления уровнем скорости, блок сопровождения концов полосы, -первая группа выходов которого соединена с входами управления переключениями блока формирования эталона скорости заправки, а вторая группа выходов с входами управления переключениями блока формирования эталона скорости прокатки и выпуска, интенсивности, З .
Однако разница в установленных темпах задатчиков интенсивности приводит к погрешности в соотнсяаении скоростей ваяков и к снижению: выхода годного металла в режимах заправки. Этот недостаток усугубляется те,м,. что для непрерывных станов холодной nt okaTKH при прокатке полос различны сортиментов могут потребоваться различные темпы эадатчиков интенсивности.
Целью изобретения является повышение выхода годного металла путем повышения точности управления скоростью группы клетей с заправляемой полосой.
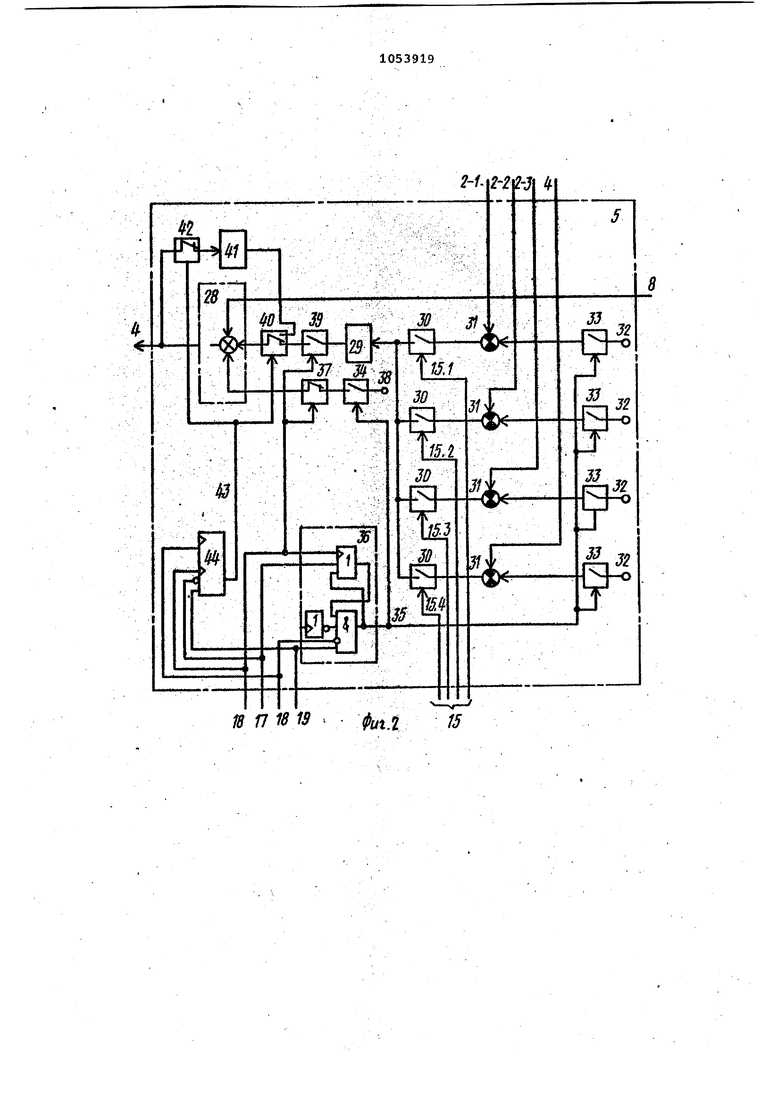
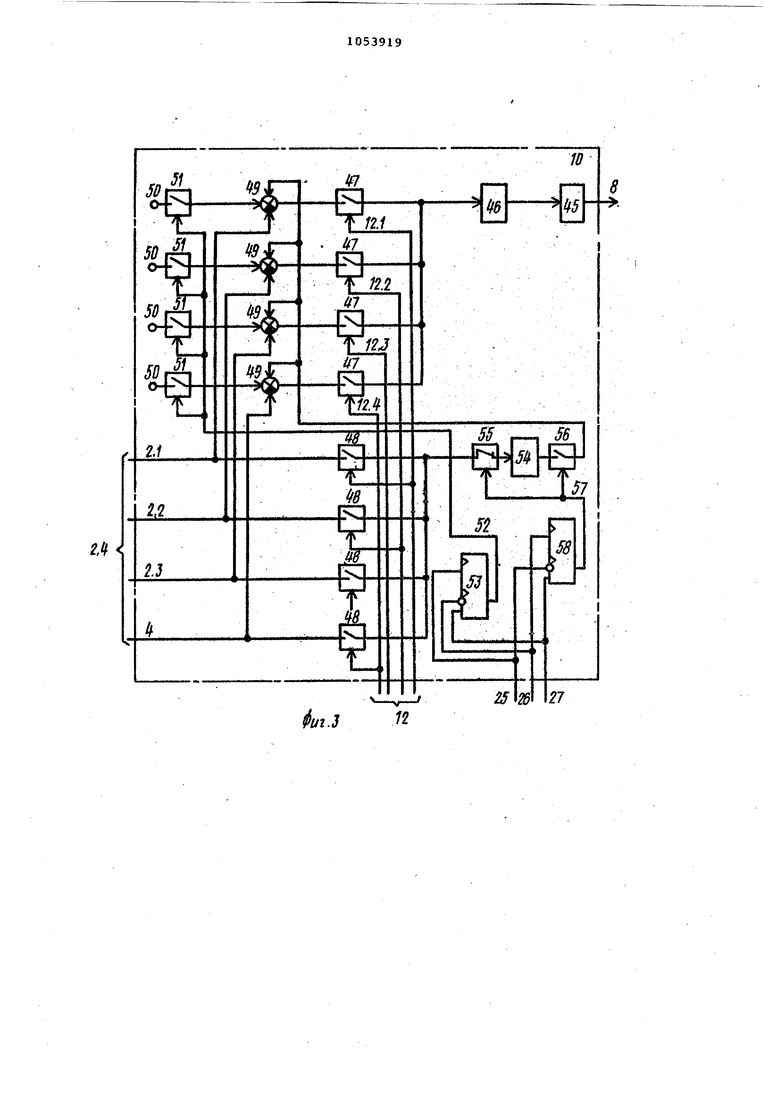
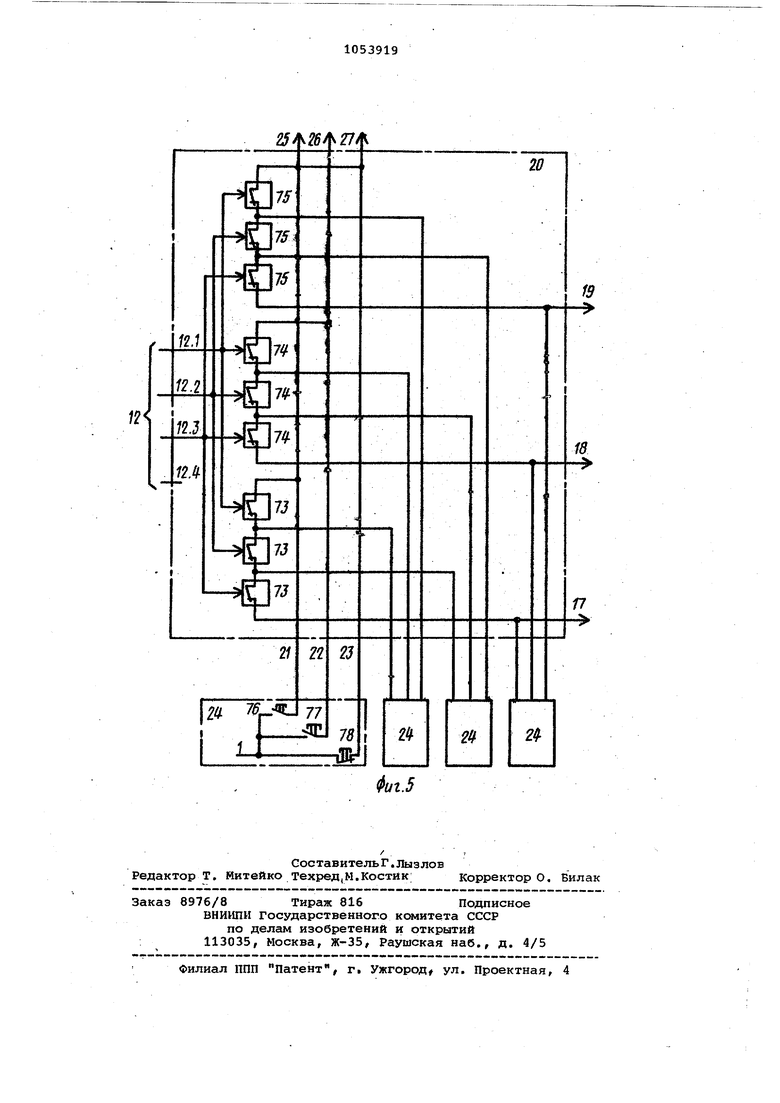
Указанная цель достигается тем, что устройство управления скоростью непрерывного стана холодной прокатки полосы, содержащее электроприводы валков с регуляторами скорости, узел управления соотношением скоростей валков, состоящий из множителей-сумматоров, соединенных в последовательную цепь по суммирующим входам, выходы котоЕчдх соединены с входами регуляторов скорости, блок формирования эталона скорости прокатки и выпуска полосы с входами обратных связей по эталонс1м скоростей кЛетей, входами управления переключениями, входами управления уровнем скорости, вх6дс 1 задатчика интенсивности, выход которого соединен с входом последовательной цепи узла управления соотношением скоростей, блок формирования эталона скорости заправки с входами обратных связей по эталонам скоростей клетей, входами управления переключениями, входами управления уровнем скорости, блок сопровождения концов полосы, первая группа выходов которого соединена с входами управления переключениями блока формирования эталона скорости з&правки, а вторая группа в(1лходов - с входами управления переключениями блока формирования этсшойа скорости прокатки и выпуска, задатчики интенсивности, ключи в количестве, равном числу клетей, управляюцие входы которых соединены с первой группой выходов блока сопровождения,входы обратных связей Блоков формирования эталона соединены с выходами множителей-сумматоров, оно содержит блок разделения команд, входы которого соединены с первой группой выходов блока сопровож дения и с датчиками команд на пульi ix управления а выходал соединены с входами управления уровнем скорости блоков формирования эталона, выходы эадатчиков интенсивности для каждой клети, за исключением выходной, соединены с суммирующими входами множителей-сумматоров, входы задатчиков интенсивности и вход задатчика интен сивности блока формирования эталона скорости прокатки и выпуска соединен через ключи с выходсм блока формирования эталона ско|рости заправки. На фиг 1 приведена блок-схема предлагаемого устройства; на фиг.2 схема блока формирования эталона про катки и выпуска полосы на фиг. 3 схема формирования блока формироваНИН эталона заправки; на фиг. % схема выполнения блока сопровождения концов полосы; на фиг.5 -схема-выпол нения блока разделения команд. Устройство (фиг.1) содержит электроприводал валков клетей с регуляторами скорости 1, на входы которых подключены задания 2 (эталоны) скорости для клетей задания 2.1, 2-.2, 2.3f (соответственно для 1-ой, 2 и 3-ей клети) с множителей-сумматоров 3 установки соотношения скоростей, соединенных в последовательную цепь по суммирующим входам (множитель-qyM матор для первой клети показан в раз вернутом виде). На вход этой цепи и на вход регулятора скорости последне клети подключен эталон 4 скорости с выхода задатчика интенсивности, имею щегося в блоке 5 формирования эталон прокатки и вьшуска, а на вторые входы множителей-сумматоров подключены задания б соотношения скоростей (обжатий) . К суммирующим входам множите лей-сумматоров подключены выходы заДатчиков интенсивности 7, выходы которых, а также вход 8 задатчика интенсивности блока 5, подключены к вы ходу 9 задатчика интенсивности имею щемуся в блоке 10 формирования этало на заправки, через группу ключей 11. Управляющие входы ключей 11 подключе ны к первой группе входов Д2 (выходо блока 13 сопровождения концов полосы , на входы которого подключены выходы 14 датчиков, свидетельствующих о положении полосы (например дат чиков наличия натяжений) и о режиме автоматического торможения в конце прокатки рулона. Блок 5 имеет входы обратных связей по задан иямскоростей клетей, входы управления переключениями, на которые,подключена втЬрая группа вхо дов 15 выходов блока 13 , входы управ ления уровнем скорости, на которые подключены выход 16 команды выпуск конца полосы с блока 13 и выходы 17, 18 и 19 соответственно команд Ускорить, Так держать, Замедлить прокатку и выпуск с блока 20 разделения команд, на входы которого подключены входы 12 и выходы 21,22 и 23 соответственно команд Ускорить, Так держать, Замедлить с пультов 24 клетей. Блок 10 имеет входы обратных связей по заданиям, входы управления переключениями, на которые подключены входы 12 (выходы блока 13|, входы управления уровнем скорости, на котоЕ ле подключены выходы 25, 26 и 27 С0;ответственно команд Ускорить, Так держать, амедлить, заправку с блока 20. Блок 5 формирования эталона прокатки и выпуска (фиг. 2) содержит задатчик интенсивности 28 с сумматором на входе, регулятор 29 скорости выпуска, группу ключей 30, управляющие входы 15.1, 15.2, 15.3, 15.4 которых подключены к выходам блока 13, измерители 31 рассогласования между уставкагли 32 скорости для каждой клети и заданиями,группу ей 33 и ключ 34, управляющие вход:;; которых подключены к выходу 35 триггера 36 команды Ускорить, выполненного на элементах И, ИЛИ, НЕ. Вход задатчика интенсивности 28 подключен через ключи 34 и 37 к уставке 38 эталона прокатки, через ключи 39 и40 к выходу регулятора 29, через ключ 40 - к выходу запоминающего устройства 41, вход которого через ключ 42 соединен с выходом задатчика интенсивности 20. Управляющие входы 37 и 39 подключены к выходу 16 блока 13, а ключей 40 и 42 - к выходу 43 . триггера 44 команды Так держать. На входи триггера 36 и 44 подключены выход 16 блока 13 и выходы 17, 18 и 19 блока 20. Блок 10 форьдарования эталона за-правки (фиг. 3) содержит задатчик интенсивности 45, регулятор 46 скорости заправки, группы ключей 47 и48, управляющие входы которых подключены к выходам блока 13, .измерители 49 рассогласования между уставкаг/ш и 50 скорости заправки для каждой клети и заданиями, группу ключей 51, управляклцие входы которых подключены к выходу 52 триггера 53 команды Ускорить, запоминающее устройство 54, вход которого через ключ 55 и ключи 48 соединен с заданиями, а выход через ключ 56 с измерителями 49 рассогласования. Управлякадие входы ключей 55 и 56 подключены к выходу 57 триггера 58 команды Так держать. На входы триггеров 53 и 58 подключены выходы 25, 26 и 27 блока 20. Триггеры 58,53 и 44 по расположению входов и структуреаналогичны триггеру 36 (фиг; 2V. Блок 13 сопровождения концов полось (фиг, 4) содержит триггеры 59 - бб (триггеры 61,62, 64, 66 аналогичны триггеру 60, Иа входы которых подключены выходы 14 датчиков, включающие в себя выход 67 датчика начала автс атического торможения,в конце прокатки рулона, формирукадего команду, выходы 68 - 72 датчиков наличия Натяжения полосы соответственно между разматывателем и 1 клетью, между kлeтями 1-2, 2-3, 3-4, между клетью и моталкой. Блок разделения команд (фиг, 5/ последовательные цепи клю чей 73, 74 и 75, управлшощие 12.1, 12,2, 12,3, 12.4, входы которых подкл очены к входам 12 (выходы блока . 13). К последовательны цепям ключей подключены выходы 21, 22 и 23 датчиков команд {например кнопок) 76 Ускорить, 77 Так держать, 78 Замедлить, расположенных на пультах 24 управления клетей. Устройство работает следующим образом, в режиме прокатки при полностью заправленной полосе эталон скорости формируется блоком 5, Разгон стана до рабочей скорости осуществляется подключением к задатчику интенсивнос ти 28 (фиг, 2) уставки 38 скорости ключом 34 в зависимости от выхода 35 триггера 36, который устанавливается в состояние 1 при состоянии 1 выхода 17 блока 20 и сбрасывает ся в состояние О при состоянии О выхода 19 или состоянии 1 выхода 18 блока 20, Состояние контактов ключей (фиг, 1 - 5) показано при состоянии О команд на их управляющих входах. Прерывание разгона или торМожения на любой скорости (режим Так держать) осуществляется подклю чением ключом 40 к задатчику интенсйвности запомненного за,; поминающим устройством 41 вьйсо1да задатчика интенсивности в зависимости от выхода 43 триггера 44 который устанавливается в состояние 1 при состоянии 1 выхода 18 блока 20 и сбрасывается в состояние О при состоянии О выхода 19 или состояние 1 выхода 17 блока 20 или при перебросе из состояния О в состояние 1 выхода 16 блока 13, При состоянии 1 выхсйа 67 фиг, 4) датчика начала автоматического торможения в конце прокатки рулона начинается вьшуск полосы. 1рнггер 59 (выход 16 блока 13)1 устанавливается в состояние 1 до конца выпуска полосы и сбраталвается в состояние О при состоянии О выхода 72 датчика наличия натяжения Между моталкой и последней клетью. При состоянии 1 выхода 16 блока 13 KJBOчом 37 (фиг, 2) отключается уставка 38 и стан тормозится. Ключом 39 подключается пропорциональный регулятор 29 к входу задатчика интенсивности 28, После выхода полосы с разматывателя (фиг, 4|, , исчезйовения натяжения между разматывателем и 1 клетью (состояние О выхода 68 датчика наличия натяжения,) вход 15,1 триггера 60 устанавливается в состояние О и через один изключей 30 (фиг, 2) замыкается крнтур регулирования задания скорости выпуска для 1 клети. При этом задание 2 эталона скорости 1 клети поддерживается равным одной из уставок 32,для зто.й клети, благодаря большому коэффициенту усиления регулятора 29, Если.перед началом автоматического торможения режим Так держать , то выход 16 блока 13 переводит триггер 6 по динамическому входу в состояние 1, После выхода полосы из 1 клети (фиг, 4), т,е, исчезновения натяжейия мегкду 1 и 2 клетью состояние О выхода 69 датчика наличия натяжения| выход 15,1, перебрасывается в сост яние О, выход 15,2 устанавливаете в состояние 1 и замыкается контур регулирования задания скорости выпуска из 2 клети. Аналогично проис- ходит выпуск из других клетей. Остановка и разгон клетей с выг пускаемой полосой осуществляется подключением уставок 32 (фит, 2j к измерителям рассогласования 31 клю чи 33, управляемые выходом 35 триггера 36, режим Так держать осуще- , с вляется так же, как при прокатке. После выхода заднего конца полосы из 1 клети можно начинать заправку Переднего конца последующего рулона, установление в состояние 1 выхода 69 (фиг, 4) датчика наличия натяжения между 1 и 2 клетью приводит к установлению в состояние 1 входа 12,1, триггера 63fH ключом 47 (фиг, з) замыкается контур регулирования задания скорости заправки для 1 клети, включающий в себя пропорционально-интегральный регулятор 46, задатчик интенсивности 45, один из ключей 11 (фиг, 1) , задатчик интенсивности 7, множитель-сумматор 3, измеритель рассогласования 49 (фиг,з) При этом задание скорости 1 клети поддерживается ройным одной.из уставок 50, подключаемой к и змерителю i рассогласования 49 через один из ключей 51, который замыкается при состоянии 1 выхода 52 триггера 53 после команды Ускорить. Возмущающий сигнал, поступакиций в контур регулирования с множителей-сумматоров клетей, у которых происходит выпуск, подавляется благодаря пропорцирнально-интегральной характеристике регулятора 46, При отсутствии натяжения между второй и третьей клетью (состояние О выхода 70 датчика наличия натяг жения) и наличии натяжения между 1 клетью и раэматывателем состояние 1 выхода 68 датчика наличия натяжения устанавливается состояние 1 входа 12,2 триггера 64, вход 12.1 устанавливается в состояние О замыкается контур регулирования заг Дания заправочной скорости для втог рол клети. Аналогично происходит заправка полосы и в другие клети. Функ ция задатчика интенсивности 7 для последней клети выполняет задатчик интенсивности 28 (фиг, .2|. Вход 12.4 триггера бб для последней клети устанавливается в состояние О при НсШйчии натяжения между моталкой и последней клетью (состояние 1 вы-; хода 72 датчика, наличия натяж. после того, как выход 17 Ускорить ; блока 20 установится в состояние Ч (фиг, 4).Разгон и остановка группы клетей с заправляемой полосой осуществляетОя подключением одной из уставок/i 50 (фиг, з) к измерителю 49 рассогла.сования через ключ 51. Режим Так держать осуществляе тся подключением, выходного сигнала запоминающего тройства 54 через ключ 56 к измеритеЛК) рассогласования 49 вместо одной: из уставок 50 при состоянии 1 вглхода 57 триггера 58. Сл(жение запо1 1й.наюьщм устройством 54 за соответст.нукицим заданием 2 эталона осуществляется через, сортветстйукхдий ключ 48 и ключ 55,Благодаря наличию задатчика интенсивности 7 исключаются толчки задан й ;скоростей,поступающих на суммирующие, входы множителей-сумматоров 3, и обеспечивается плавное изменение заДании 2 эталонов скорс рти, что пре-i дотвращает удары в приводах, Задатчики интенсивности 7 подключаются с помощью ключей 11 к последовательной цепи множителей-сумматоров 3 пбоче- , редно, и всегда. подключен только один задатчик интенсивности. Поэтому разница в темпах задатчиков интенсивности не сказывается на соотношении ско1зостей валков с заправленной полосой, повышается точность управления соотношениями в соответствии с сигналами б задания соотношений и увеличивается выход годного металла, прокатанного в режимах заправки, Темпы задатчиков интенсивности 7 установлены выше, чем у задатчика интенсивности 45 (фиг, 3), поэтому темпы изменения заданий 2 в режиме заправки определяются задатчиком интенсивности 45, При этом темпы задатчиков интенсивности 45 и28 (фиг.2 нсэгут быть переменныг-ш, изменяющимися в зависимости от уровня скорости и толщины полосы. Посредстве блока 20 (фиг, 5) обеспечивается при рдновременной заправке д выпуске р азделение, команд. Поступающих с пультов управления, В зависимости от нахождения переднего конца, полосы, который фиксируется состоянием выходов блока 13, происходит размыкание в каждой группе ключей 73, 74 и 75 пО соответствующему одному ключу и выходы 21, 22 и 23 датчиков команд fкнопок на пультах 24) подключаются к блоку 5 (обозначены 17,18 и 19) и к блоку 10(обозначены 25, 26 и 27 в зависимости от того, с какого пульта подана команда. Вход 12.1 имеет состояние 1, когда конец полосы не заправлен в первую клеть. При этом управление . заправкой осуществляется с пульта. первой клети, а управление выпуском с пультов второй клети. Прсле заправки полосы в первую клеть при . ствии выпускаемой полосы извторой клсзти вход 12.2 принимает состояние 1, вход 12.1 принимает состояние О и управление заправкой осуществляется с пультов первой и второй клети, а выпуском - с третьей и четвертой кяетей и т.д. Таким образом, устройство повьгшаа;ет .выход годного металла в режимах заправки путем повышения точности поддержания соотношения скоростей в группе клетей с заправляемой полосой при снижении ударных нагрузок в приводах, повышает удобство управления станом. Годовой экономический эффект по одному объекту составит около 50 тыс, руб. Jffflefnb
Й/t./ к/кть
67
0
т
fff 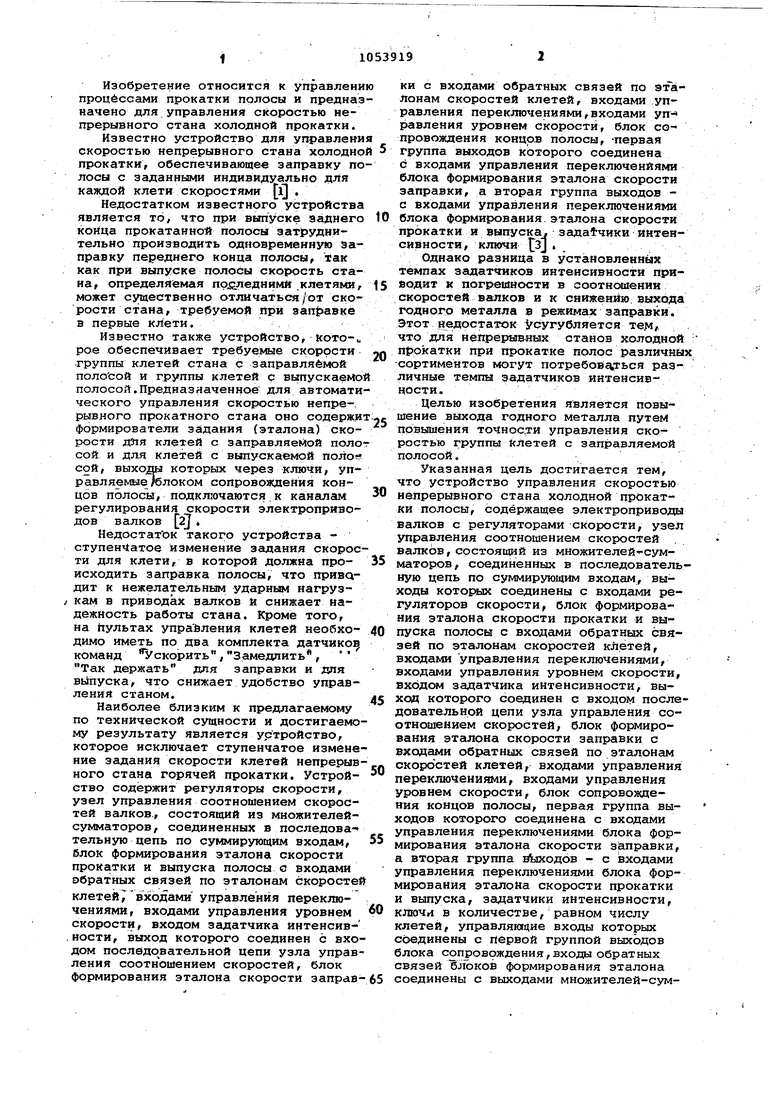



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления скоростью прокатки на непрерывном прокатном стане | 1978 |
|
SU768510A2 |
| Устройство управления многоклетевым непрерывным станом | 1987 |
|
SU1475749A1 |
| Устройство управления скоростью непрерывного стана | 1981 |
|
SU990358A1 |
| Устройство для автоматического управления скоростью проката на непрерывном прокатном стане | 1975 |
|
SU537723A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство для управления скоростным режимом чистовой группы клетей стана горячей прокатки | 1973 |
|
SU472709A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Формовочный стан для производства гофрированных полос | 1988 |
|
SU1516174A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |

УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ НЕПРЕРЫВНОГО СТАНА, содержащее электроприводы валков с регуляторами скорости, узел управления соотношением скоростей валков, состоящий из множителей-сумматоров, соединенных в последовательную цепь по суммирующим входам, выходы которых соединены с входами регуляторов скорости, блok формирования эталона скорости прокатки и выпуска полосы с входами o6pa.i- ных связей по эталонам скоростей клетей, входами управления переключенияг-да,входами управления уровнем скорости,входом задатчика интенсивности ,выход .. которого соединен с входом последоваI тельной цепи узла управления соотношением скоростей,блок фopмиpQвaния эталона скорости заправки с входами обратных связей по эталонам скорос-г тей клетей, входами управления переключениями, входами управления уровнем скорости, барк сопровождения концов :полосы,первая группа выходов которого соединена с входами управления переключениями блока формирования эталона скорости заправки, а вторая группа выходов - с входами управления переключениями блока формирования эталона скорости прокатки и выпуска, задатчики интенсивности, ключи в количестве, равном числу клетей, управляющие входы которых соединены с первой группой выходов блока сопровождения, входы (Л обратных связей блоков формирования эталона соединены с вйходами.множите,лей-сумматоров, отличающе.е с я тем, что, сцелью повышения выхода годного металла путем повыше- g ния точности управления скоростью группы клетей с заправляемой полосой, оно содержит блок разделения команд, входы которого соединены с первой ГРУППОЙ выходов блока сопровождения ел и с датчиками команд на пультах упт со равления, а выходы соединены с входасо ми управления уровнем скорости блоков формирования эталона,, вйходы задатчиков интенсивности для каждой клети, ;о за исключением выходной, соединены с суммирующими входами множителейсумматоров, входы задатчиков интенсивности и вход задатчика интенсивности блока формирования эталона ско рости прокатки и выпуска соединены через ключи с выходом §лока формирования эталона скорости заправки.
| с. | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Система управления скоростными режимами чистовой группы клетей непрерывного тонколистового стана | |||
| .Труды У Всесоюзн.эй , конференции по автоматизированному электроприводу Автоматизированный электропривод в народном хозяйстве, т | |||
| Ш | |||
| М., Энергия, 1977, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
