Изобретение относится к прокатному производству, а именно к петлеобразователям полос, применяемым в высокоскоростных линиях обработки полосового материала, и предназначено для создания запаса полосы, связанного с технологическим процессом отделки и разделки рулонного материала. Известны петлеобразующие устройства для накопления полосы, содержащие петлевую яму, каретку с закрепленным на ней натяжным роликом, направляющие по котори свободно перемещается каретка с роликом. Каретка может быть выполнена не t одним, а с набором роликов, выполненных в виде конг;ентрических дуг СП и 23. Недостатком указанных устройств . является обработка рулонного матерйёла в узком диапазоне толщин, значительные габариты, трудность заправки полосы при большом количестве петель деформация полосы за счет несоответствия ширины полосы и диаметров огибаемых роликов, сложность в эксплуатйции оборудования. Известен петлеобразователь полосы с переменным шагом петли, включающий роликовые батареи, накопители о виде пар направляющих с дуговыми роликовыми проводками, установленными с возможностью перемещения по направляющим,, тянущие ролики. В этом устройстве благодаря нижним откидывающим неприводным роликам можно изменять шаг петель в процессе работы за сравнительно небольшой промежуток времени; в нем частично расширен диапазон толщин обрабатываемого рулонного материала и упрощена эксплуатация устройства по сравнению с описанным выше 31. Недостатком этого петлеобразователя является значительное увеличение его габаритов при использовании его для работы с большим диапазоном типоразмеров лент по толщине, так как в этом случае для обеспечения качества
3
полосы нужно выполнить роликовую проводку с радиусом, соответствующим максимальной толщине полосы. Увеличение габаритов влечет за собой повышение металлоемкости конструкции.
Цель изобретения - расширение тех нологических возможностей устройства при одновременном уменьшении габаритов.
Указанная цель достигается тем, что в петлеобразователе полосы с переменным шагом петли, включающем роликовые батареи, накопители в виде пар направляющих с дуговыми роликовыми проводками, установленными с возможностью перемещения по направляющим, тянущие ролики, роликовые проводки очерчены дугами.переменного радиуса, при этом в двух смежных накопителях роликовые проводки обращены друг к другу участками дуг с меньшими радиусами. При этом дуга переменного радиуса роликовой проводки выполнена в виде двух сопряженных дуг однонаправленной кривизны.
Такое выполнение предлагаемого петлеобразователя позволяет пропускать через него полосы в широком диапазоне толщин, исключая деформацию последних и не увеличивая дополнительно габариты петлеобразоватепя что в конечном итоге ведет к снижению металлоемкости, а значит ic удешевлениьэ оборудования и улучшению качества выпускаемой продукции.
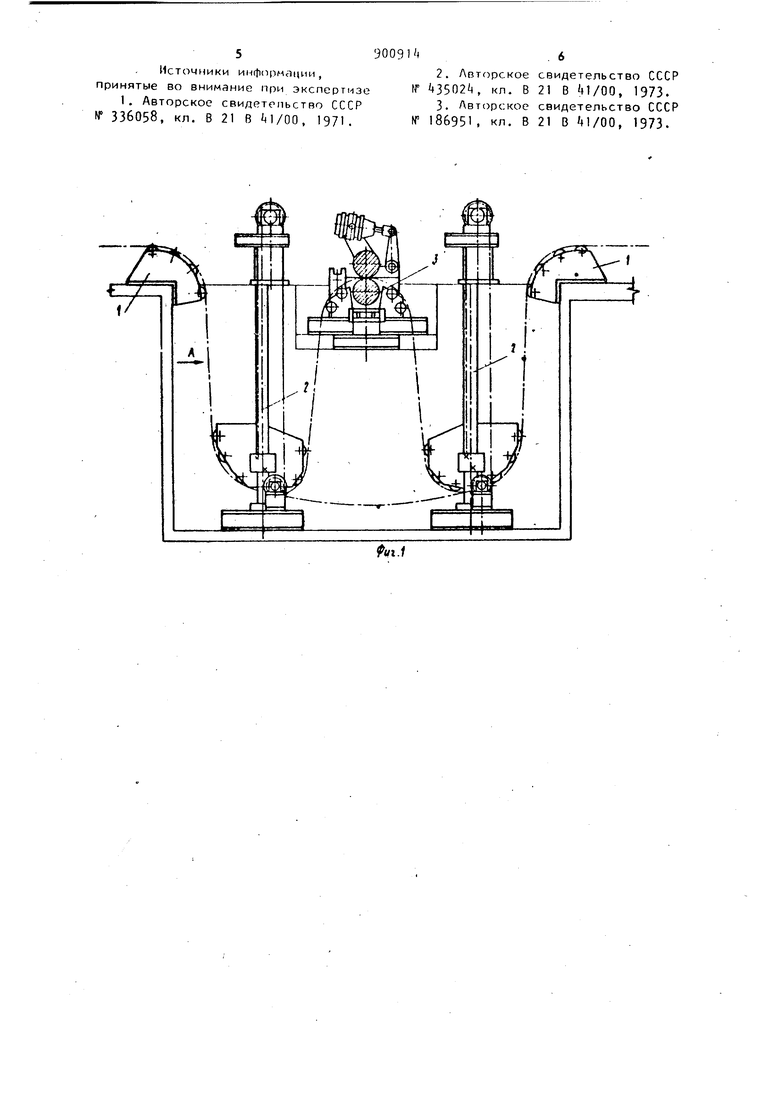
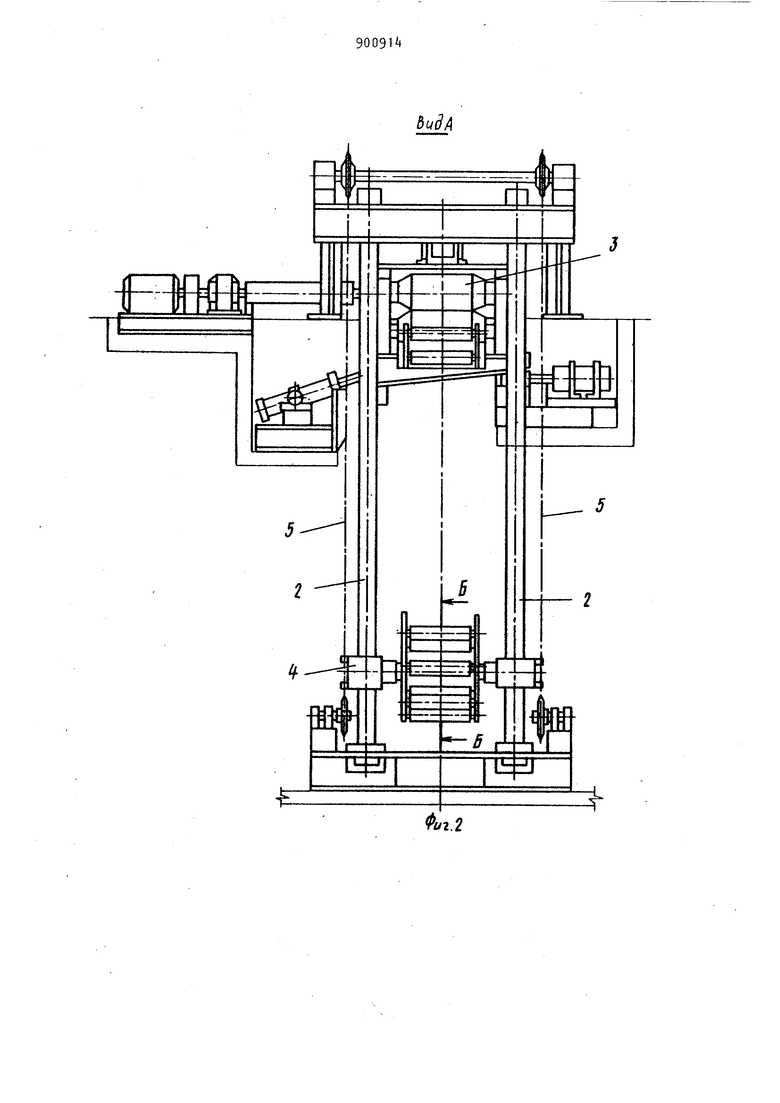
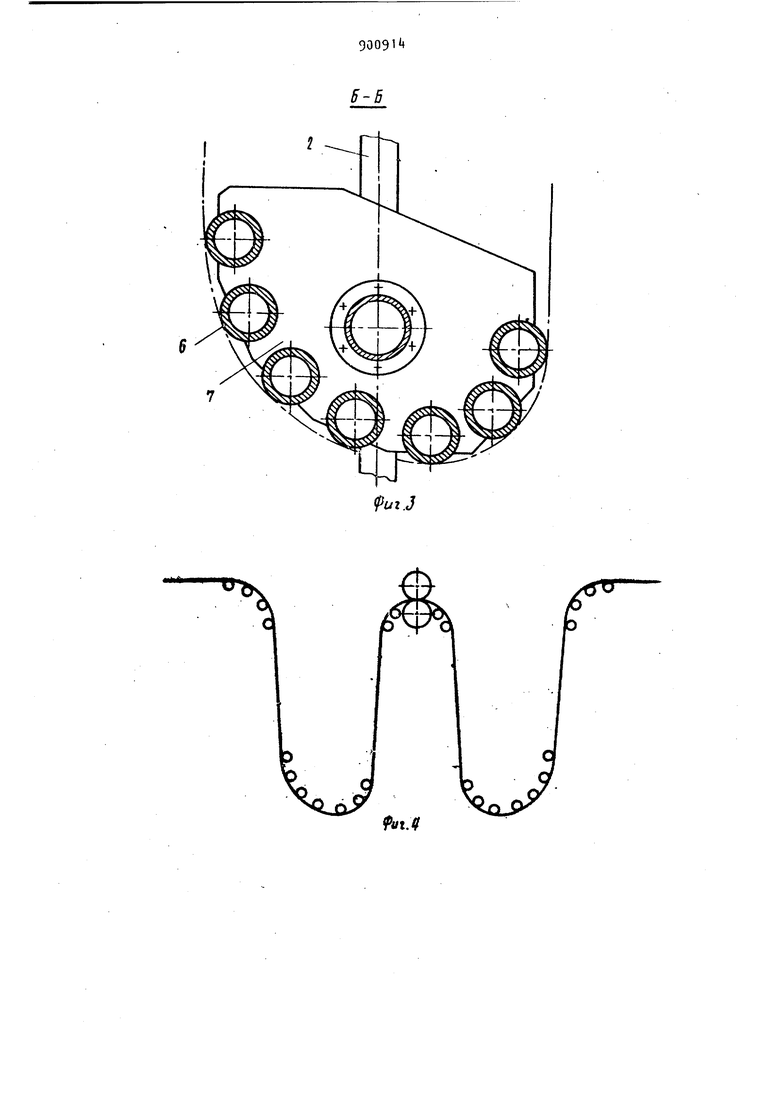
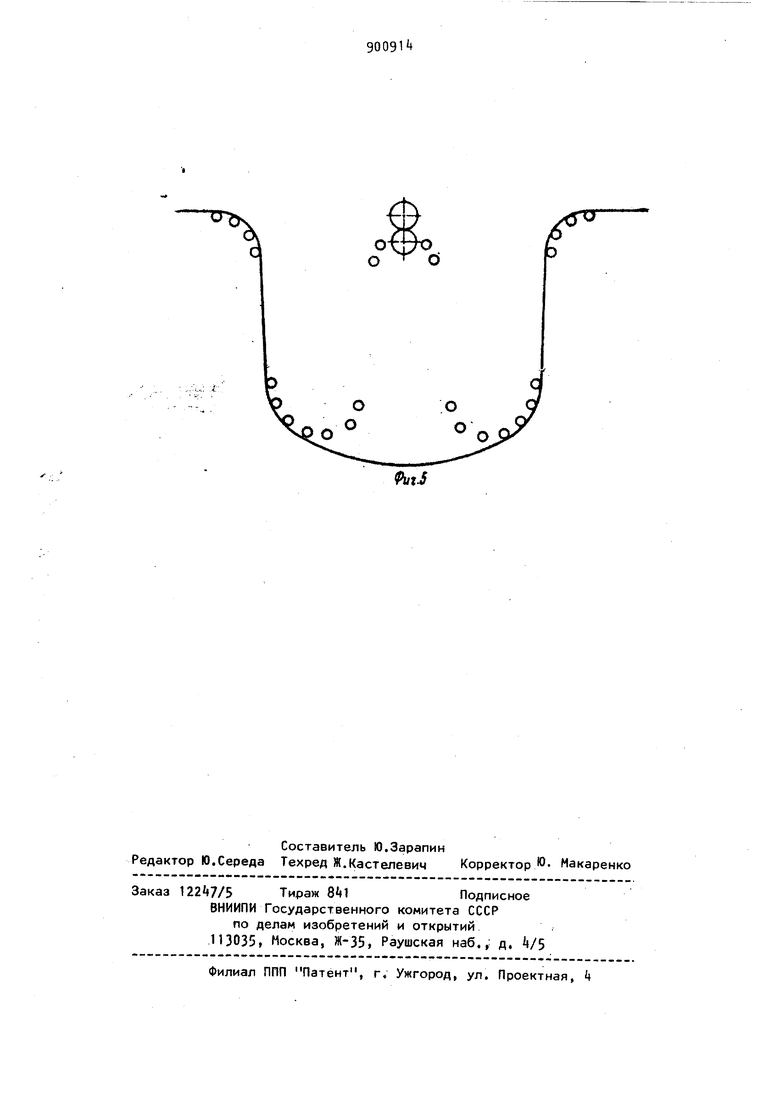
На фиг. 1 показан петлеобразователь общий вид; на фиг. 2 - то же, вид сбоку (вид А); на фиг 3 сечение Б-Б на фиг. 2; на фиг. k схема образования петли для тонкой полосы; на фиг. 5 то же, для толстой полосы.
Петлеобразователь полосы с переменным шагом петли состоит из роликовых батарей 1, последовательно расположенных накопителей 2 с направляющими , откидных тянущих роликов 3. Каждый накопитель включает в себя пару направляющих, по которым перемещается в вертикальном направлении роликовая проводка , подвешенная на непрерывных цепях 5.
Роликовая проводка состоит из роликов 6, установленных в боковинах 7 по двум сопряженным радиусам с однонаправленной кривизной, которые выбраны с учетом предотвращения
U4
остаточной деформации обрабатываемых полос.
Устройство работает следующим образом.
Тонкая полоса обрабатывается на больших скоростях, поэтому и запас петли требуется большой. При работе петлеобразователя на тонкой полосе ленту перемещают от роликовой батареи 1, через роликовую проводку k накопителя 2, затем через тянущие ролики 3, роликовую проводку k смежного накопителя 2 на роликовую батарею 1. Таким образом, полоса полностью облегает роликовые проводки Ц по переменному радиусу, где меньший радиус соответствует минимальному изгибу верхнего предела толщин тонких полос, исключающих их дефор.мацию.
При работе петлеобразователя на толстой полосе ленту перемещают от роликовой батареи 1, через роликовы проводки 4 смежных накопителей 2 и выводят из петлеобразователя на роликовую батарею 1. Таким образом, полоса облегает роликовые проводки только по большему радиусу, который соответствует минимальному изгибу верхнего предела толщин толстых полос, исключающих их деформацию.
Формула изобретения
1. Петлеобразователь полосы с переменным шагом петли, включающий роликовые батареи, накопители в виде пар направляющих с дуговыми роликовыми проводками, установленными с возможностью перемещения по направляющим, тянущие ролики, отличающийся тем, что, с целью расширения технологических возможностей при одновременном уменьшении габаритов, роликовые проводки очерчены дугами, переменного радиуса, при двух смежных накопителях роликовые проводки обращены друг к другу участками дуг с меньшими радиусами.
2. Петлеобразователь полосы по П . 1, отличающийся тем, что дуга переменного радиуса роликовой проводки выполнена в виде двух сопряженных дуг однонаправленной кривизны.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетопьство СССР № 336058, кл. В 21 В , 1971.
)
2.Авторскоесвидетельство СССР М i 3502i, кл. В21 В И/ОО, 1973.
3.Авторскоесвидетельство СССР № 186951 , кл. В21 В 41/00, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ПОЛОСОВОГО ПРОКАТА | 2006 |
|
RU2344009C2 |
| Спиральный накопитель полосового проката | 1982 |
|
SU1058655A1 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ПОЛОСОВОГО ПРОКАТА | 2005 |
|
RU2292249C2 |
| Линия для отделки труб из бухты | 1986 |
|
SU1362521A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2536309C2 |
| СПИРАЛЬНЫЙ НАКОПИТЕЛЬ ПОЛОСЫ | 2001 |
|
RU2227074C2 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
f-6
