Фиг.1
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано в машиностроительной и металлургической промышленности.
Цель изобретения - увеличение нроизво- дительности и расширение технологических
возможностей.
На фиг. 1 изображена линия поперечной и продольной резки в положении, соот- ветствуюш.ем продольной резке полосы со смоткой в рулоны, общий вид; на фиг. 2 - то же, в положении, соответствующем поперечной резке полосы на листы.
Линия поперечной и продольной резки полосы содержит накопитель 1 рулонов 2,
10
полосы в дисковых ножницах 13 и сматывание нарезанных полос в отдельные рулоны на моталке 18.
Перед началом поперечной резки полосы на листы транспортер 15 раздвигается вперед вверх, транспортер 17 поднимается, а транспортер 19 устан-авливается в горизонтальное положение. В результате образует ся практически непрерывный транспортный мост для передачи отрезаемых из полосы листов над разделительными роликами 16 и моталкой 18 к промасливающей машине и листоукладчику.
Вначале передний конец полосы из разматываемого рулона 2 пропускается через
....,,,,,. ЛfT nTii:rnrj i T I T7L1VU ГЧ 14
ПОЛОСЫ содержит накопитель 1 рулонов А„. машину 4, тянущие ролики 5 и
разматыватель 3, роликовую, правитьную ,, ;;Р ™Гтально установленной проводке 7
20
25
. t DlDCi I J iJ - jl- J1
машину 4, тянущие ролики 5, петлеобразо ватель 6 с проводкой 7, тянущие ролики 8, гильотинные ножницы 9 поперечной резки полосы, приводной проводковый стач 10 с фотодатчиком 11, боковые направляющие ролики 12, дисковые ножницы 13 продольной резки полосы, кромкокрошительные ножницы 14, транспортер 15, разделите. ролики 16, транспортер 17, моталку 18 с приводом, транспортер 19, промасливающую машину 20, листоукладчик 21 и листы 22. Линия поперечной и продольной резки полосы работает следующ им образом. Перед началом продольной резки полосы проводка 7 петлеобразователя 6 поднимается и устанавливается в горизонтальное положение.
Транспортер 15 устанавливается в горизонтальное положение, транспортер 17 опускается и устанавливается в вертикальное положение, а транспортер 19 - в наклонное положение. Вначале рулон полосы уста- навливается в разматыватель 3, затем в ходе Зь разматывания рулона 2 передний конец полосы пропускается через правильную машину 4, тянущие ролики 5, по проводке 7 петлеобразователя 6 в тянущие ролики 8. Последние задают полосу в гильотинные ножни- д цы 9 где отрезается передний дефектный конец полосы , после чего полоса перемещается в боковые направляющие ролики 12, а затем в дисковые ножницы 13 продольной резки полосы. На выходе из дисковых
.., л,„ . 1 г-1/-.М1ТЛ(|Т./Т1Г 1ПЫllL ClDJiiil - 4J - i «i-ii-j j , -1
ПО горизонтально установленной проводке 7 петлеобразователя 6 - в тянущие ролики 8. Затем проводка 7 опускатеся и в петлеобра- зователе 6 образуется петля непрерывно движущейся полосы. Тянущие ролики 8 задают полосу в гильотинные ножницы 9, в которых по сигналу фотодатчика 1 отрезается лист заданной длины. Во время отрезки листа тянущие ролики 8 останавливаются и в петлеобразователе 6 увеличивается длина изогнутой петлей части полосы. Отрезанный лист 22 с помощью провод- кового приводного стола 10 быстро передается через разведенные дисковые ножницы на движущийся транспортер 15. Далее с помощью транспортеров 17 и 19 лист пере- 30 дается к промасливающей мащине 20, пройдя которую, лист укладывается в стопу на листоукладчике 21.
Формула изобретения
. Линия для поперечной и продольной резки непрерывно движущихся катаных полос, содержащая разматыватель рулона, правильное устройство, устройство для подачи материала в виде тянущих роликов, ножницы для поиеоечной резки полосы, направляющее устройство, дисковые ножницы продольной резки, кромкокрошительные ножницы, гранспортер и укладчик, отличающаяся тем,- чго, с целью увеличения производительности и расцщрения технологических возможностей,
ной резки полосы. На выходе из дисковых 7 .набжена азделительными роликами и
ножн иц 13 полоса ..опадает в кромкокро,ци- 45 - Ги установленн ыми между
П W /TV ,. - . ,.,
тельные ножницы 14, после которых нарезанные в дисковых ножницах 13 отдельные полосы проходят в разделительные ролики 1о, а затем концы этих полос задаются в зев барабана моталки. В дальнейшем идет разматывание рулона 2 в разматывателе 3, правка полосы в правильной машине 4, продольная резка непрерывно движущейся
моталкой с приводом, установленными между дисковыми ножницами и укладчиком, при этом транспортер выполнен в виде отдельных секций, установленных консольно на осях с возможностью поворота вокруг этих осей. 2. .Линия по п. , отличающаяся тем, что кромкокоошительиые ножницы установлены за дисковыми ножницами.
0
полосы в дисковых ножницах 13 и сматывание нарезанных полос в отдельные рулоны на моталке 18.
Перед началом поперечной резки полосы на листы транспортер 15 раздвигается вперед вверх, транспортер 17 поднимается, а транспортер 19 устан-авливается в горизонтальное положение. В результате образует ся практически непрерывный транспортный мост для передачи отрезаемых из полосы листов над разделительными роликами 16 и моталкой 18 к промасливающей машине и листоукладчику.
Вначале передний конец полосы из разматываемого рулона 2 пропускается через
....,,,,,. ЛfT nTii:rnrj i T I T7L1VU ГЧ 14
„. машину 4, тянущие ролики 5 и
, ;;Р ™Гтально установленной проводке 7
„. машину 4, тянущие ролики 5 и
, ;;Р ™Гтально установленной проводке 7
0
25
Зь д
llL ClDJiiil - 4J - i «i-ii-j j , -1
ПО горизонтально установленной проводке 7 петлеобразователя 6 - в тянущие ролики 8. Затем проводка 7 опускатеся и в петлеобра- зователе 6 образуется петля непрерывно движущейся полосы. Тянущие ролики 8 задают полосу в гильотинные ножницы 9, в которых по сигналу фотодатчика 1 отрезается лист заданной длины. Во время отрезки листа тянущие ролики 8 останавливаются и в петлеобразователе 6 увеличивается длина изогнутой петлей части полосы. Отрезанный лист 22 с помощью провод- кового приводного стола 10 быстро передается через разведенные дисковые ножницы на движущийся транспортер 15. Далее с помощью транспортеров 17 и 19 лист пере- 30 дается к промасливающей мащине 20, пройдя которую, лист укладывается в стопу на листоукладчике 21.
Формула изобретения
. Линия для поперечной и продольной резки непрерывно движущихся катаных полос, содержащая разматыватель рулона, правильное устройство, устройство для подачи материала в виде тянущих роликов, ножницы для поиеоечной резки полосы, направляющее устройство, дисковые ножницы продольной резки, кромкокрошительные ножницы, гранспортер и укладчик, отличающаяся тем,- чго, с целью увеличения производительности и расцщрения технологических возможностей,
7 .набжена азделительными роликами и
- Ги установленн ыми между
7 .набжена азделительными роликами и
- Ги установленн ыми между
моталкой с приводом, установленными между дисковыми ножницами и укладчиком, при этом транспортер выполнен в виде отдельных секций, установленных консольно на осях с возможностью поворота вокруг этих осей. 2. .Линия по п. , отличающаяся тем, что кромкокоошительиые ножницы установлены за дисковыми ножницами.
1 14- 5 В 9 10 11 12 13 Ш5 171922 20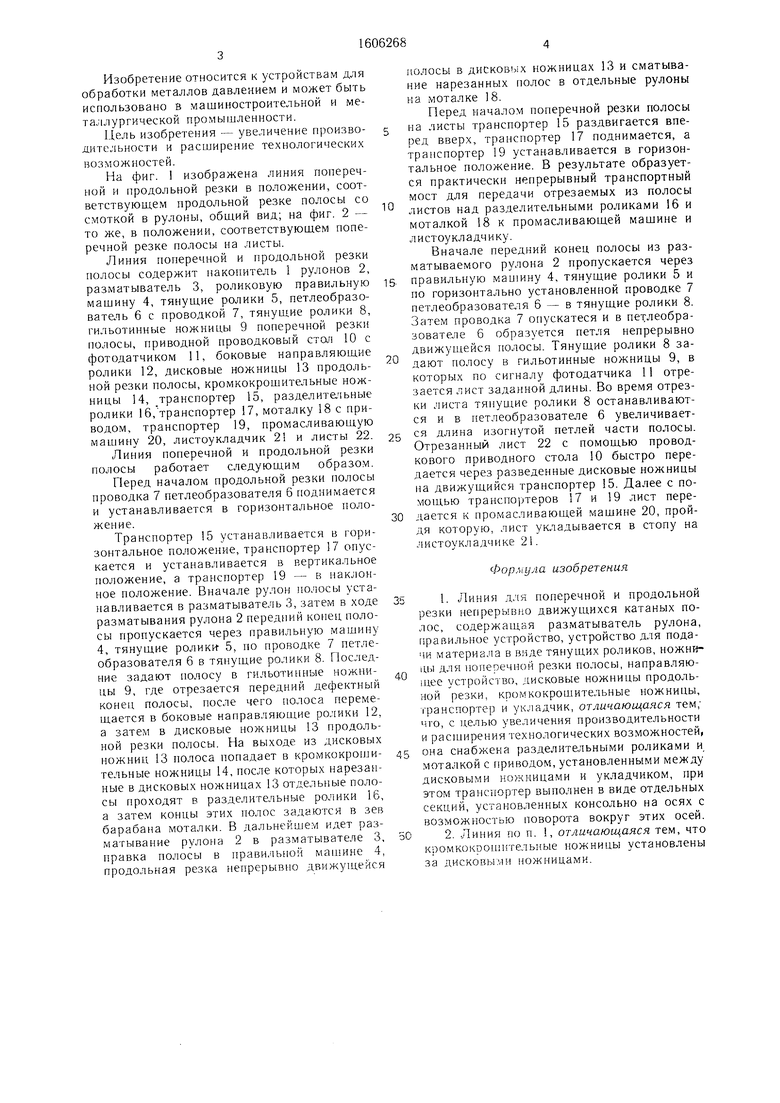
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| Устройство для продольной резки полосы | 1975 |
|
SU612728A1 |

Изобретение относится к устройствам для обработки металлов давлением и может быть использовано в машиностроительной и металлургической промышленности. Цель - увеличение производительности и расширение технологических возможностей. Линия включает накопитель рулонов 1, разматыватель 3, роликовую правильную машину 4, тянущие ролики 5 и 8, петлеобразователь 6 с проводкой 7, гильотинные ножницы 9, приводной проводковый стол 10 с фотодатчиком 11, боковые направляющие ролики 12, дисковые ножницы 13, кромкокрошительные ножницы 14, транспортеры 15, 17 и 19, разделительные ролики 16, моталку 18 с приводом, промасливающую машину 20, листоукладчик 21. Выполнение транспортера для передачи листов к листоукладчику в виде раздельных секций, каждая из которых выполнена с возможностью поворота вокруг оси, обеспечивает быструю переналадку с одного вида резки на другой. 1 з.п. ф-лы, 2 ил.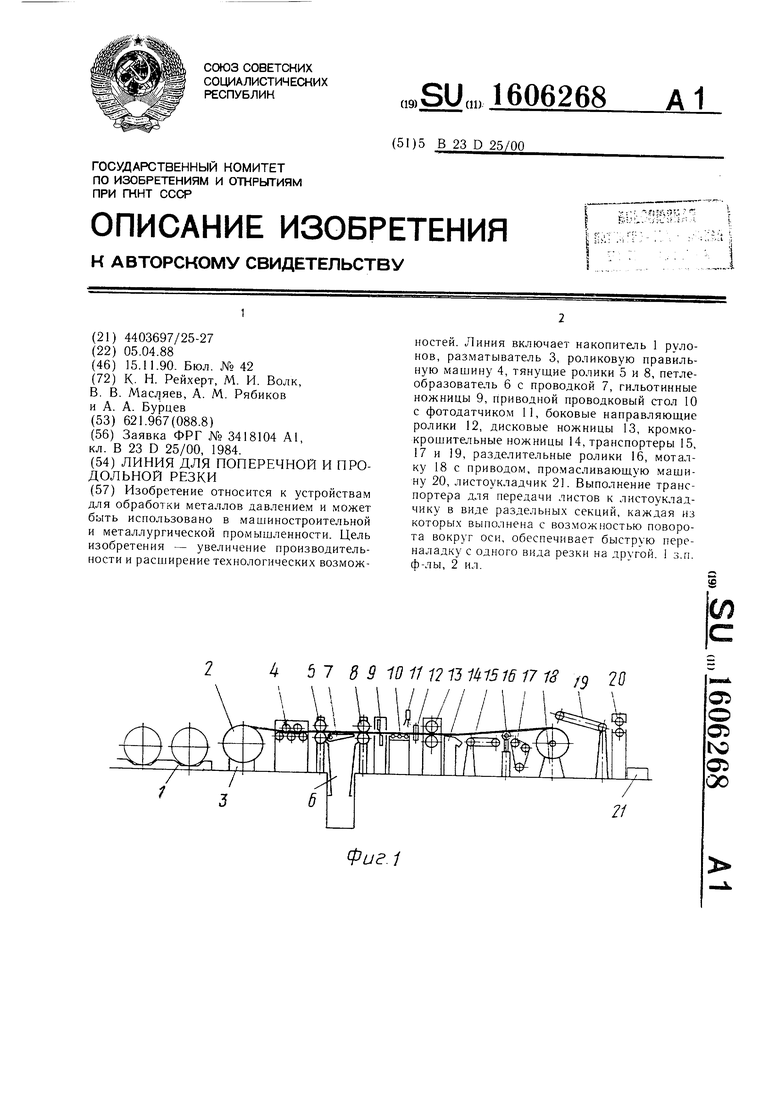
2i
Фиг. 2
| Заявка ФРГ № 3418104 А1 кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
