Изобретение относится к металлургическому производству, а именно к обработке металлов давлением.
Цель изобретения - снижение брака при ковке валков и уменьшение разрушения бочек валков при нагреве за счет повышения плотности и снижения макроструктуры осевой зоны слитка из высокоуглеродистой стали.
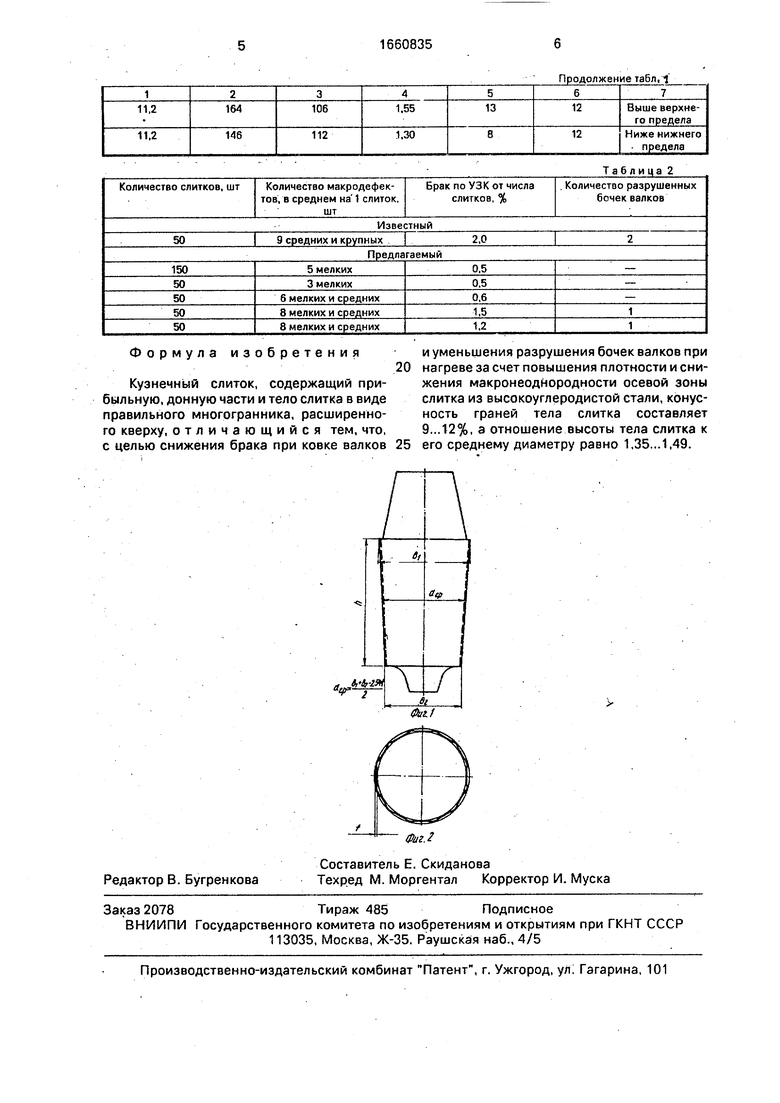
На фиг. 1 представлен кузнечный слиток, общий вид; на фиг. 2 - тело слитка, вид сверху.
На фиг. 1 и 2 введены обозначения: h - высота слитка, bi- максимальный диаметр, D2 - минимальный диаметр, dcp - средний диаметр.
Кованые рабочие валки для стана 2030 (диаметр бочки валка 615 мм, общая длина валка 4075 мм) из слитка стали 9Х2МФ массой 14 т. Сталь выплавляют в 95-тонной кислой мартеновской печи. Слитки куют на прессе усилием 40 МН, а затем готовые бочки валков закаливают на специальных установках, где металл нагревается под закалку
токами промышленной частоты (ТПЧ) до твердости 93-102 HS.
При первом нагреве ТПЧ в бочке имеет место перепад температуры до 650°С, что вызывает возникновение в центральной зоне бочки временных растягивающих напряжений.
В валках из сталей, содержащих 0,85- 0,95% углерода, количество углерода в металле более 1% имеет место в локальных участках осевой и внецентренной макролик- ваций. В макроликвационных зонах всегда содержится большое количество серы и фосфора и имеются дефекты усадки металла (рыхлость), что ослабляет прочность и сопротивляемость металла разрушения. Наиболее резко это проявляется в осевой зоне, где высокое содержание углерода и много дефектов усадки металла. Отсюда следует, что зоны осевой и внецентренной макролик- ваций в бочках валков при нагреве ТПЧ является очагами зарождения трещин от временных растягивающих напряжений.
сл
с
о о о
00
со сл
По результатам исследований был сделан вывод, что размеры зоны осевой макрорыхлости в теле слитка в значительной степени зависят от конфигурации слитка. В укороченном слитке(h/dcp 1,35- 1,49, где h - высота тела слитка, dcp вычисляется по формуле на фиг. 1) с большой конусностью тела (9-12%) в отличие от слитка обычной конфигурации поперечное сечение верхней части тела имеет принципиальную особенность - отношение площади зоны осевой макрорыхлости к площади тела в слитке новой конфигурации меньше. В процессе ковки слитков зона осевой макрорыхлости сужается, вытягивается, а макрорыхлость заковывается. Затем при сверлении осевого канала в валках металл осевой зоны тела слитка удаляется из валка.
В производстве валков для стана 2030 из слитков обычной конфигурации (например, прототипа при h/dcp 1,5-1,7 при конусности 6-8%) при смещении оси валка относительно оси слитка и других технологических особенностей обработки на поверхности осевого канала и около него содержатся дефекты усадки металла. В бочках готовых.валков часто обнаруживают ультразвуковым контролем (УЗК) скопления дефектов с эквивалентным диаметром 2-5 мм. При этом на операции закалки валков - во время первого подогрева бочки ТПЧ - некоторые валки растрескиваются. Брак по причинам разрушения бочек валков составляет 2,5%.
Практика применения слитков новой конфигурации в производстве валков показывает, что количество валков с дефектами внутри бочки по данным УЗК снижается в 5 раз и исчезают случаи разрушения бочки валков при нагреве ТПЧ под закалку.
В процессе подготовки слитка к ковке производится обрезка прибыли и 50-мм зоны тела слитка под ней. Поэтому иметь отношение h/dcp 1,35 нецелесообразно из- за увеличения потерь металла (так как при той же массе диаметр увеличивается) и затруднения самой обрезки. Затрудняется
ковка металла при увеличении конусности свыше 12%.
Увеличение h/dcp 1,49 и уменьшение конусности ниже 9% приводит к уменьшению плотности и увеличению макронеоднородности осевой зоны слитка и вокруг нее, что, в свою очередь, приводит к увеличению брака и разрушению бочек валков при нагреве ТПЧ под закалку.
Отливают слитки из стали 9Х2МФ, содержащей 0,85-0,95% С; 0,25 - 0,45% SI, 0,20 - 0,35% Мп, 1,7 - 2,1 Сч, 0,20 - 0,30% Мб, 0,10-0,20% V, 0,025% S, 0,025% Р. Сталь выплавляют в 95-тонной кислой мартеновской печи. Слитки отливают сверху через промежуточные воронки. Конфигурация и масса тела слитков приведена в табл. 1, Слитки куют на прессе усилием 40МН - биллетируют, затем осаживают и подвергают вытяжке. Процесс ковки включает две
осадки. Бочки валков закаливают ТПЧ до твердости 93 - 102 HS. Валки исследуют ультразвуковым контролем на макродефекты внутренней зоны, при этом по количеству макродефектов (несплошности, трещины)
судят о плотности и макронеоднородности осевой зоны слитка и вокруг нее. Браковочными признаками считают трещины длиной свыше 50 мм и несплошности более 1 мм, выявленные УЗК. Всего отлили 600 слитков
различной конфигурации. Данные по качеству слитков приведены в табл 2.
Как видно из табл. 2, количество брака слитков предлагаемой конфигурации снизилось в 4-5 раз, количество макродефектов
- в 2-5 раз, случаи разрушения бочек валков полностью исключались. Отклонение от заявляемых пределов приводит к увеличению макродефектов и брака (пп. 5,6).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева под ковку крупныхСлиТКОВ из зАэВТЕКТОидНыХСТАлЕй | 1977 |
|
SU799884A1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ изготовления поковок | 1980 |
|
SU854534A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1489910A1 |
| Способ прокатки слитков из высоколегированных сталей на обжимных станах | 1988 |
|
SU1636075A1 |
| Способ изготовления прокатных валков | 1980 |
|
SU876222A1 |
Изобретение относится к металлургическому производству, а именно к обработке металлов давлением. Цель изобретения - снижение брака при ковке валков и уменьшение разрушения бочек валков при нагреве за счет повышения плотности и снижения макронеоднородности осевой зоны слитка из высокоуглеродистой стали. Кузнечный слиток содержит прибыльную и донную части и тело слитка в виде правильного многогранника, расширенного кверху с конусностью граней тела слитка 9...12%, а отношение высоты тела слитка к его среднему диаметру равно 1,35...1,49. 2 ил.
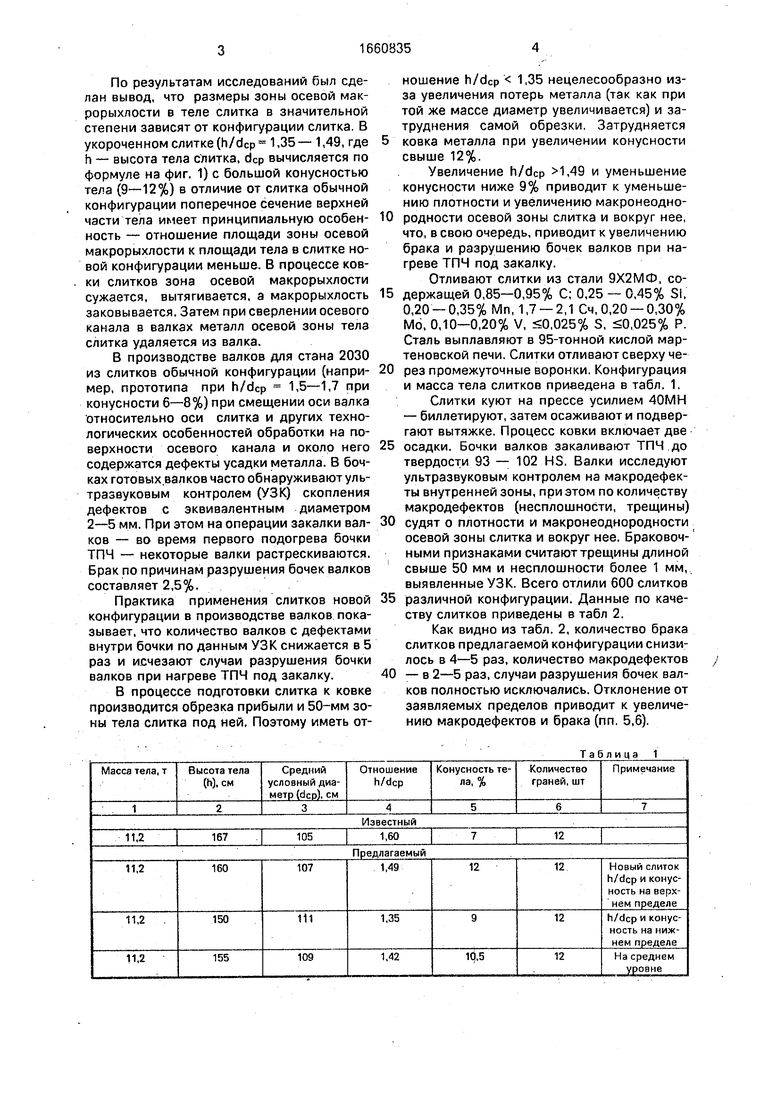
Таблица 1
Формула изобретения
Кузнечный слиток, содержащий прибыльную, донную части и тело слитка в виде правильного многогранника, расширенного кверху, отличающийся тем, что, с целью снижения брака при ковке валков
г&$щ
Продолжение табл,1
и уменьшения разрушения бочек валков при нагреве за счет повышения плотности и снижения макронеоднородности осевой зоны слитка из высокоуглеродистой стали, конусность граней тела слитка составляет 9...12%, а отношение высоты тела слитка к его среднему диаметру равно 1,35...1,49.
Фиг. 2
| Изложница для слитков | 1979 |
|
SU900947A1 |
