Изобретение относится к области инструментального производства, в частности к неперетачиваемым сменным режущим пластинам из твердого сплава или сверхтвердых материалов для червячных зуборезных инструментов.
Известны червячные фрезы для нарезания эвольвентных зубчатых колес, у которых углы профиля зубьев выполняют в зависимости от назначения, возможностей изготовления и контроля (Справочник инструментальщика /И.А. Ординарцев, Г. В. Филиппов, А.Н. Шевченко и др. /Под общ. ред. И.А. Ординарцева. - Л.: Машиностроение, 1987, с. 522). Недостатком таких фрез является сложность размещения пластин стандартной формы на зубе, поскольку исходный контур зубьев имеет углы профиля α0 - 20o, а его ширина и высота связаны пропорциями: 2,5/(0,5 π±(0-2,5) tg α0), реализация которых невозможна ни для одной из пластин стандартной формы.
Известны также неперетачиваемые сменные режущие пластины из твердого сплава (см. там же, с. 127-136). Их недостатком является невозможность применения для оснащения зубьев модульных червячных инструментов, что связано с несоответствием конструктивных и геометрических параметров профиля пластин форме и углам профиля зуба червячного зуборезного инструмента.
В предлагаемых изобретениях указанные недостатки устранены путем изменения формы бокового профиля пластин или выполнения на нем дополнительных модифицированных участков.
Краткое описание чертежей и вариантов исполнений изобретения
Описания предлагаемых пластин поясняются на чертежах.
На фиг. 1. а показана 9 гранная пластина, полученная на базе исходного 6-ти гранного профиля aAbBcC, у которого профилирующие боковые стороны, касательные к диаметру db, имеют уменьшенную длину Lb, а у вершин ABC с углами исходного профиля ϕн:
где n - число сторон исходной фигуры (n = 6);
α0 - угол профиля зуба червячного инструмента, чередующихся с вершинами abc, с углами профиля
выполнены лыски длиной Lo, касательные к диаметру do.
На фиг. 1.b приведена 12 гранная пластина, полученная на базе исходного 8-ми гранного профиля aAbBcCdD, у которого касательные к диаметру db профилирующие боковые стороны имеют уменьшенную длину Lb, а у вершин ABCD с углами исходного профиля
чередующихся с углами
где n - число сторон исходной геометрической фигуры (n = 8),
α0 - угол профиля зуба червячного зуборезного инструмента, выполнены лыски длиной Lo, касательные к окружности диаметра do.
На фиг. 1.c приведена 20 гранная пластина, полученная на базе исходного 8-ми гранного профиля aAbBcCdD, у которого касательные к диаметру db профилирующие боковые стороны имеют уменьшенную длину Lb, а у вершин ABCD, на выступах длиной Lf, формирующих фланкирующие участки профиля, выполнены лыски длиной Lo, касательные к окружности диаметра do.
На фиг. 1.d,e,f показаны новые пластины, которые отличаются от предыдущих тем, что на лысках Lo выполнены выемки дуговой, или линейной, или комбинированной линейно-дуговой формы, соответствующей форме контактирующих поверхностей сопрягаемых с ними пластин.
Новая длина Lb режущих кромок и Lo лысок, диаметры окружностей db и do пластин жестко связаны с параметрами профилей их исходных геометрических фигур и профилем зуба червячного зуборезного инструмента, но составляют ноу хау данного изобретения.
На фиг. 2.a приведена 15 гранная пластина, полученная из исходного 10-ти гранного профиля aAbBcCdDeE, у которого касательные к диаметру db профилирующие боковые стороны имеют уменьшенную длину Lb, а у вершин ABCDE с углами исходного профиля
чередующихся с углами
где n - число сторон исходной геометрической фигуры (n = 10),
α0- угол профиля зуба червячного зуборезного инструмента, выполнены лыски длиной Lo, касательные к окружности диаметра do.
На фиг. 2.b приведена 20 гранная пластина, полученная из исходного 10-ти гранного профиля aAbBcCdDeE, у которого касательные к диаметру db профилирующие боковые стороны имеют уменьшенную длину Lb, а у вершин ABCDE выполнены выступы длиной Lf для формирования фланкирующего участка профиля.
На фиг. 2. c приведена 25-ти гранная пластина, полученная из исходного 10-ти гранного профиля aAbBcCdDeE, у которого касательные к диаметру db профилирующие боковые стороны имеют уменьшенную длину Lb, а у вершин ABCDE, на выступах длиной Lf, формирующих фланкирующие участки профиля, выполнены лыски длиной Lo, касательные к окружности диаметра do.
На фиг. 2.d,e,f показаны предыдущие пластины, отличающиеся тем, что на лысках Lo выполнены дуговые или линейные, или комбинированные линейно-дуговые выемки, соответствующие форме сопрягаемых с ними пластин.
Новая длина Lb режущих кромок и Lo лысок, диаметры окружностей db и do пластин жестко связаны с параметрами профиля их исходных геометрических фигур и профилем зуба червячного зуборезного инструмента, но составляют ноу хау данного изобретения.
На фиг. 3.a показана пластина, у которой исходный квадратный профиль abcd, с диаметром вписанной окружности db, имеет стороны Lb, дополненные с двух противоположных вершин выступами для формирования фланкирующего участка профиля, каждый из которых имеет две режущие кромки длиной Lf и углом наклона к исходной стороне квадрата ϕf = αf-α0, где αf - угол профиля фланка.
На фиг. 3. b показано новое исполнение предыдущей пластины, у которой профилирующие боковые стороны, касательные к диаметру db, имеют уменьшенную длину Lb, а на выступах длиной Lf, формирующих фланкирующий участок профиля, у вершин ac выполнены лыски длиной Lo, касательные к окружности диаметра do.
На фиг. 3. c,d показано новое исполнение предыдущих пластин, у которых квадрат заменен ромбом abcd, а фланкирующие выступы могут быть выполнены либо у тупых, либо у острых углов ромба.
На фиг. 4. a показана пластина, имеющая исходный шестиугольный профиль aBcbEf, боковые стороны Lb, диаметр вписанной окружности db и углы профиля α0, у которой на вершинных участках La боковые стороны выполнены сопрягающимися по дуге окружности радиуса ra = La/(2cos α0).
На фиг. 4. b показано новое исполнение предыдущей пластины, у которой вершинный дуговой участок выполнен выступающим от боковых сторон на величину n, равную припуску на чистовую обработку. Сопряжение дугового участка с боковыми режущими кромками может быть выполнено с впадиной 1, или по касательной 2 под углом αa, равным углу профиля выступающего участка на головке зуба чернового червячного зуборезного инструмента.
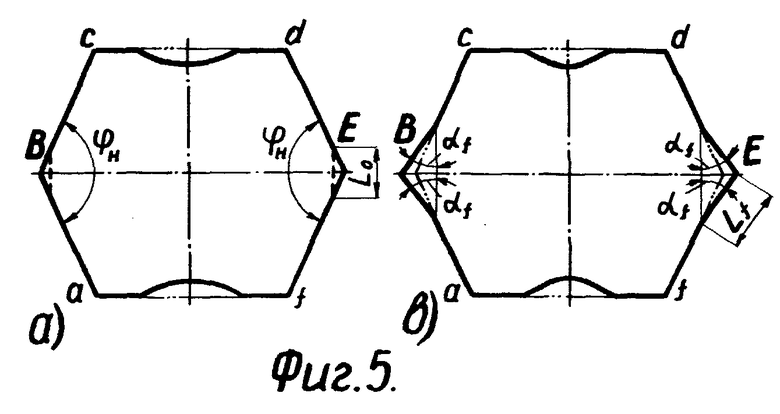
На фиг. 5.a показана шестигранная пластина, у которой на основаниях af и cd выполнены выемки дуговой или линейной или комбинированной линейно-дуговой формы, соответствующей форме контактирующих поверхностей сопрягаемых с ними пластин, а у вершин BE с углами профиля
могут быть выполнены лыски Lo.
На фиг. 5.b показано новое исполнение предыдущей пластины, у которой на вершинах BE боковых сторон выполнены фланкирующие участки длиной Lf, выступающие под углами αf, которые также могут иметь лыски Lo.
Длина Lb режущих кромок, лысок Lo, фланков Lf, радиус ra, диаметры db и do вписанных окружностей жестко связаны с параметрами геометрической фигуры исходного профиля пластин и адекватного ему участка профиля зуба червячного зуборезного инструмента, но составляет ноу хау данного изобретения.
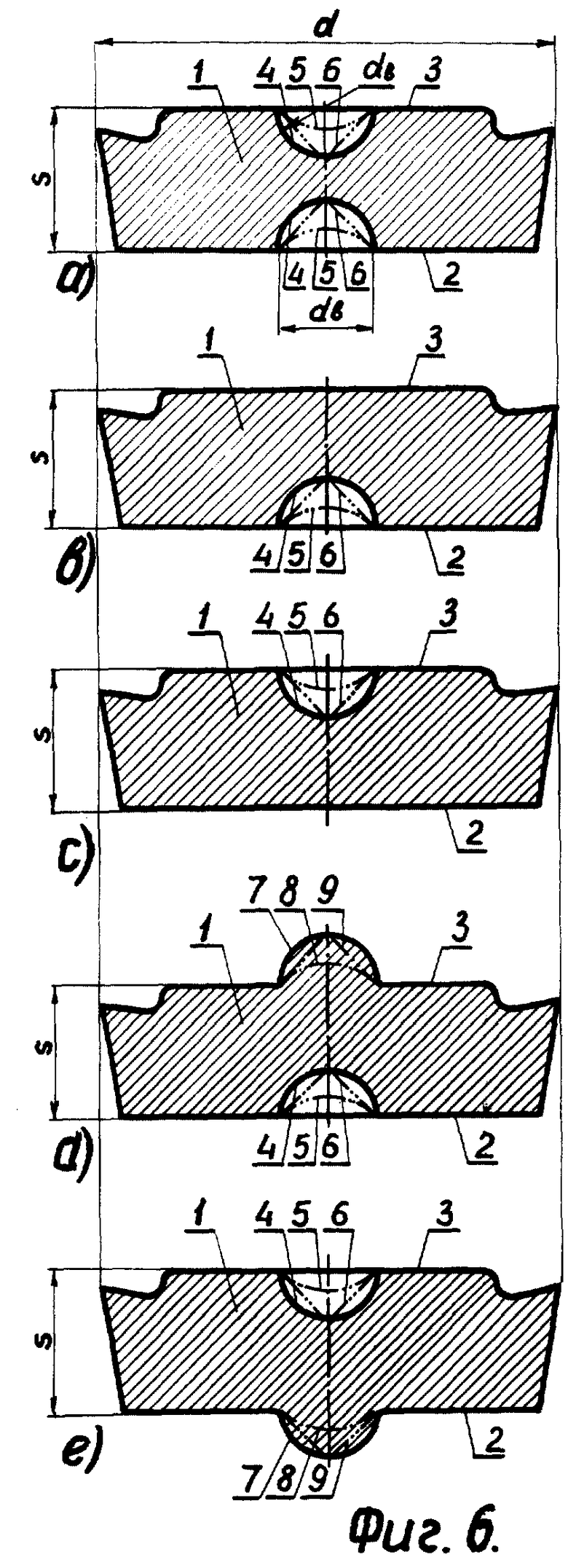
На фиг. 6-7 показаны варианты элементов крепления пластин, выполненные на их основании и на верхней поверхности.
На фиг. 6. a показаны пластина 1 диаметра d и толщины s, у которой на основании 2 и на верхней поверхности 3 выполнены впадины 4, 5, 6, связанные с осью ее вращения, например - геометрической осью профиля пластины в плане. Впадины могут иметь форму сферы или полушарий диаметра db, или овалов, или сегментов, или конусов диаметра db в плане, или пирамиды. Наличие впадин обеспечивает функции базирующего и крепежного элементов, заменяющих отверстия для ввода стержня у известных пластин.
На фиг. 6.b показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что впадины 4-6 выполнены только на основании 2, что упрощает ее конструкцию и технологию изготовления.
На фиг. 6.c показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что впадины 4-6 выполнены только на верхней поверхности 3, что упрощает ее конструкцию и технологию изготовления.
На фиг. 6.d показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что впадины 4-6 выполнены на основании 2, а на верхней поверхности 3 выполнены выступы 7-9 для повышения надежности крепления.
На фиг. 6.e показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что выступы 7-9 выполнены на основании 2, а на верхней поверхности 3 выполнены впадины 4-6 для повышения надежности крепления.
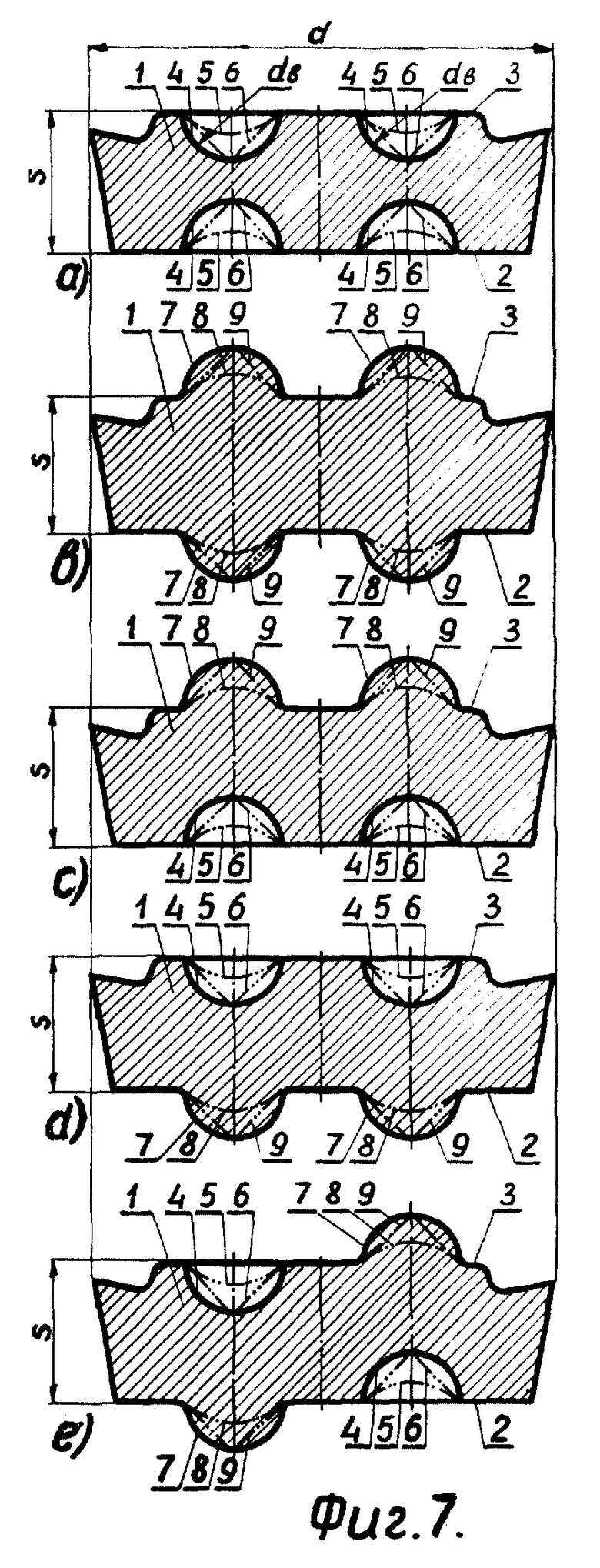
На фиг. 7.a показан новый вариант исполнения пластины 1 диаметра d и толщины s, у которой впадины 4-6 на основании 2 и на верхней поверхности 3 для лучшей полноты базирования и надежности крепления выполнены с двух сторон относительно центральной оси. Для пластин, имеющих возможность более двух переустановок на зубе фрезы, впадины могут быть связаны с ее вершинами либо сторонами, а количество впадин может быть увеличено до количества вершин или сторон.
На фиг. 7.b показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что на основании 2 и на верхней поверхности 3 с двух сторон выполнены выступы 7-9, а их количество может быть увеличено до количества связанных с ними сторон или вершин.
На фиг. 7.c показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что на основании 2 выполнены впадины 4-6, а на верхней поверхности 3 выполнены выступы 7-9.
На фиг. 7.d показан новый вариант исполнения пластины 1 диаметра d и толщины s, отличающийся от предыдущего тем, что на основании 2 выполнены выступы 7-9, а на верхней поверхности 3 выполнены впадины 4-6.
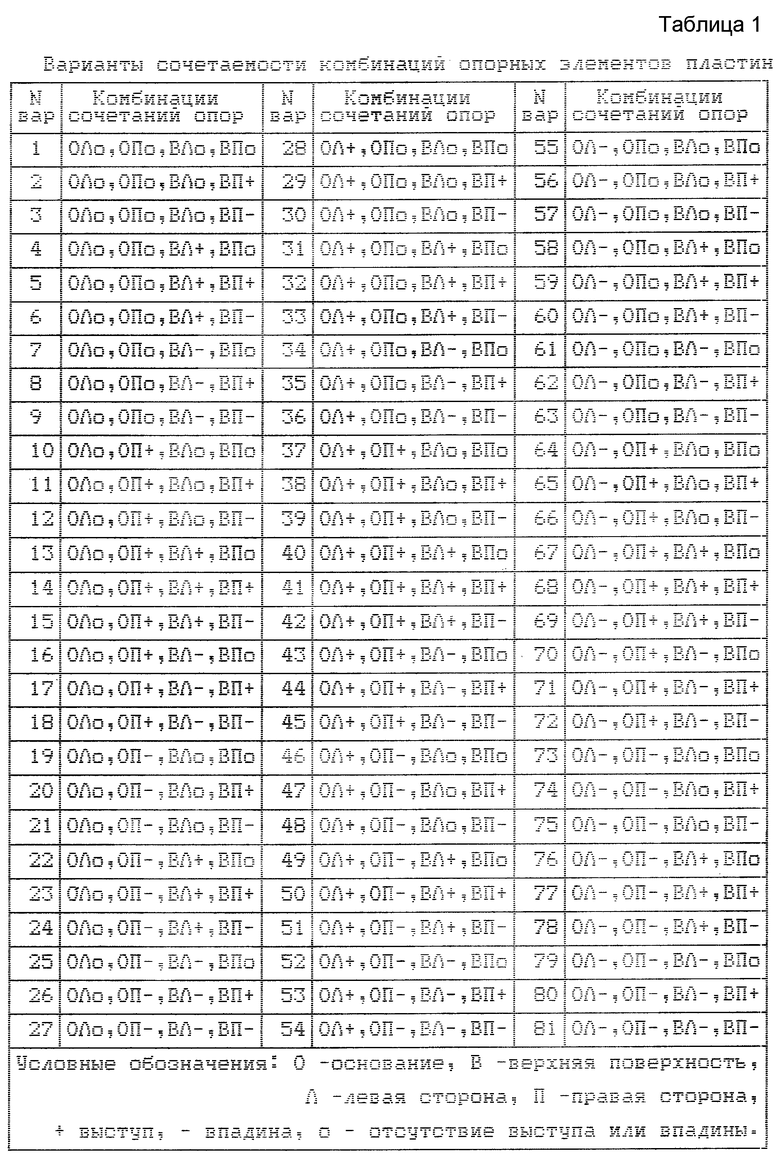
Чередование впадин 4-6 и выступов 7-9 на основании 2 и на верхней поверхности 3 может быть выполнено в шахматном порядке, пример такого исполнения показан на фиг. 7.e. Всего возможны 81 комбинация, приведенные в табл. 1, из них 5 вариантов исполнений NN: 81, 41, 77, 44, 53, соответствуют пластинам, показанным на фиг. 7.a-e.
Пример исполнения по варианту N 53: ОЛ+, ОП-, ВЛ-, ВП+ означает, что на основании пластины - слева выступ, справа впадина, а на верхней стороне - слева впадина, справа выступ (фиг. 7.e). Аналогично раскрываются остальные 80 вариантов исполнений табл. 1.
Лучшие исполнения, раскрывающие данное изобретение
1. Для чистовых фрез, нарезающих зубчатые колеса по предварительно обработанной впадине, модуля m = 5,5 мм, шириной зуба на делительной прямой Sd = 8,81 мм, высотой зуба ho = 11,55 мм, головки haO = 6,05 мм, примеры конкретного исполнения пластин приведены в табл. 2.
2. У фрез с профилем под шевер, нарезающих зубчатые колеса модуля m = 5,5 мм, шириной зуба на делительной прямой Sd = 8,7 мм, высотой зуба ho = 14,3 мм, головки haO = 7,42 мм, высотой подрезания ножки hy = 2,7 мм, головки h1 = 11,7 мм, припуском n = 0,1 мм, примеры конкретного исполнения пластин приведены в табл. 3.
3. Конкретные исполнения выступов разработаны для варианта пластины круглой формы ГОСТ 19072-80, исполнения 12224-4, с наружным диаметром d = 12,700 мм и толщиной s = 3,18 мм, где вместо отверстия диаметра d1 = 5,16 мм выполнены полукруглые впадины на основании и верхней поверхности того же диаметра db = 5,16 мм.
Совокупность приведенных признаков полностью характеризует предложенные элементы профиля и крепления пластин, что соответствует критерию техническое решение. Их исполнение ранее не известно из базового уровня техники, что соответствует критерию новизна, и не вытекает из них автоматически, явным образом, что соответствует критерию неочевидности. Их реализация возможна в современных условиях реального производства, поскольку они отличаются от базовых исполнений лишь формой, расположением и параметрами боковых режущих кромок и элементов крепления пластин, что соответствует критерию промышленной применимости. При этом обеспечивается положительный эффект, заключающийся в возможности оснащения зубьев червячных зуборезных инструментов пластинами с увеличенным количеством режущих кромок, лучшими вариантами базирования и крепления, что увеличивает их долговечность и повышает другие технико-экономические показатели их изготовления и эксплуатации. Следовательно, предлагаемые технические решения обладают всеми признаками изобретений, последовательно развивающих предыдущие варианты.
Экономический эффект от применения предлагаемых пластин заключается в возможности оснащения ими червячных зуборезных инструментов, поэтому возникает за счет повышения стойкости, точности и других технико-экономических характеристик их изготовления и эксплуатации. При этом затраты на изготовление увеличиваются в 2,5-3 раза, однако при повышении стойкость Tн = 4-5Tc, повторном применении корпуса и исключении затрат на переточки, они многократно перекрываются. При средней стоимости базовой фрезы около 500 долларов США, экономический эффект на одну фрезу составит:
Э = С(Тн - 2,5-3Tc) = 500(4-5 - 2,5-3•1) = 500-1250 $.
При годовой потребности страны в подобных фрезах до 2 тыс. штук, экономический эффект составит: 1,0-2,5 млн. $, что подтверждает целесообразность их применения.
Для пластин с предлагаемыми крепежными элементами, выполненными на основании и верхней поверхности, базовые условия изготовления сохраняются, поэтому пресс-формы и себестоимость их производства адекватны базовым, а при оснащении пластинами червячных зуборезных инструментов конструкция элементов крепления упрощается, что обеспечивает положительный экономический эффект около 2-3 $ на штуку. При годовой потребности их в 200 тыс. шт., экономический эффект составит 400...600 тыс.$, что подтверждает целесообразность их применения.
В настоящее время разработаны экспериментальные конструкции пластины, которые будут изготовлены и апробированы в 1998 в институте сверхтвердых материалов НАН Украины и при изготовлении червячных зуборезных инструментов на АО "Херсонские комбайны".
Совокупность приведенных данных подтверждает целесообразность широкого применения предлагаемых пластин.
Пластина предназначена для червячных зуборезных инструментов и выполняется из твердого сплава или сверхтвердых материалов. На боковых сторонах пластины выполнены модифицированные участки, изменяющие геометрический профиль исходной фигуры пластины до профиля зуба червячного инструмента, выбранного на участке, адекватном параметрам пластины. Углы геометрического профиля исходной фигуры для чередующихся вершин пластины выбраны по приведенным формулам. На вершинах пластины через одну выполнены лыски, а боковые стороны геометрического профиля исходной фигуры уменьшены на длину, отсекаемую лысками. Форма пластины позволяет оснастить червячные зуборезные инструменты, повысить их стойкость. 26 з.п. ф-лы, 7 ил.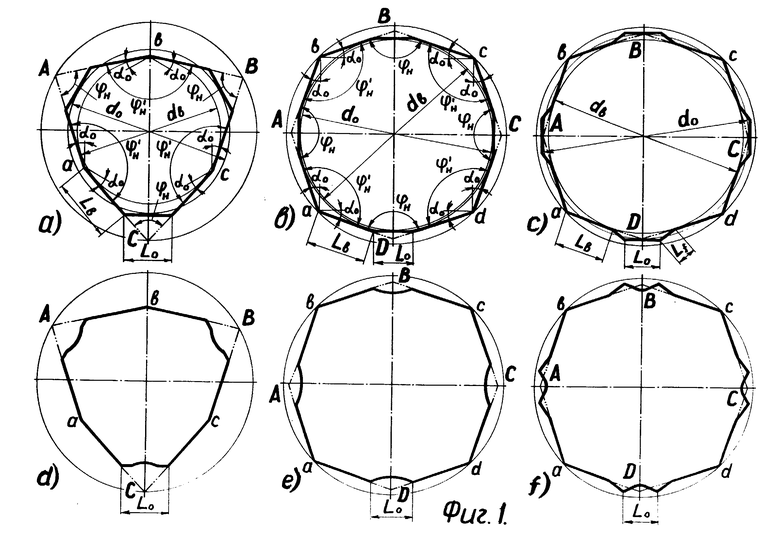
 для чередующихся вершин пластины выбраны по формулам
для чередующихся вершин пластины выбраны по формулам
где n - число сторон геометрического профиля исходной фигуры;
αo - угол профиля зуба червячного зуборезного инструмента,
при этом на вершинах с углами ϕн выполнены лыски, а боковые стороны геометрического профиля исходной фигуры уменьшены на длину, отсекаемую лысками.
| ЗДАНИЕ | 2021 |
|
RU2753286C1 |
| ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ В ПЕРЕМЕННОЕ | 0 |
|
SU191234A1 |
| Сборочная червячная фреза | 1977 |
|
SU629023A1 |
| Червячная сборная фреза | 1983 |
|
SU1106611A1 |
| Червячная фреза | 1976 |
|
SU1134317A1 |
| US 3668368 A, 05.09.72 | |||
| Обмотка ротора короткозамкнутого асинхронного электродвигателя | 1961 |
|
SU147653A1 |
| EP 0431746 A1, 12.06.91 | |||
| Справочник инструментальщика /Под ред | |||
| И.А | |||
| Ординарцева | |||
| Л.: Машиностроение, Ленинградское отделение, 1987, с.547, рис.13.25 | |||
| Сахаров Г.Н | |||
| и др | |||
| Металлорежущие инструменты | |||
| - М.: Машиностроение, 1989, с.227, рис.3.51д | |||
| Пластины сменные многогранные твердосплавные | |||
| Состав для вспышки | 1929 |
|
SU19042A1 |
| - Издательство стандартов, 1986. | |||

