Изобретение относится к металлообработке, в частности к нарезанию торцовых зубьев на кулачковых муфтах: установочных и сцепных; храповиках; режущем инструменте: фрезах, зенкерах, развертках - и может быть использован во всех областях машиностроения при производстве названных деталей. Торцовые зубья этих деталей имеют наряду с симметричным еще и несимметричный поднутренный профиль.
Цель изобретения - расширение технологических возможностей и повышение производительности обработки торцевых зубьев,
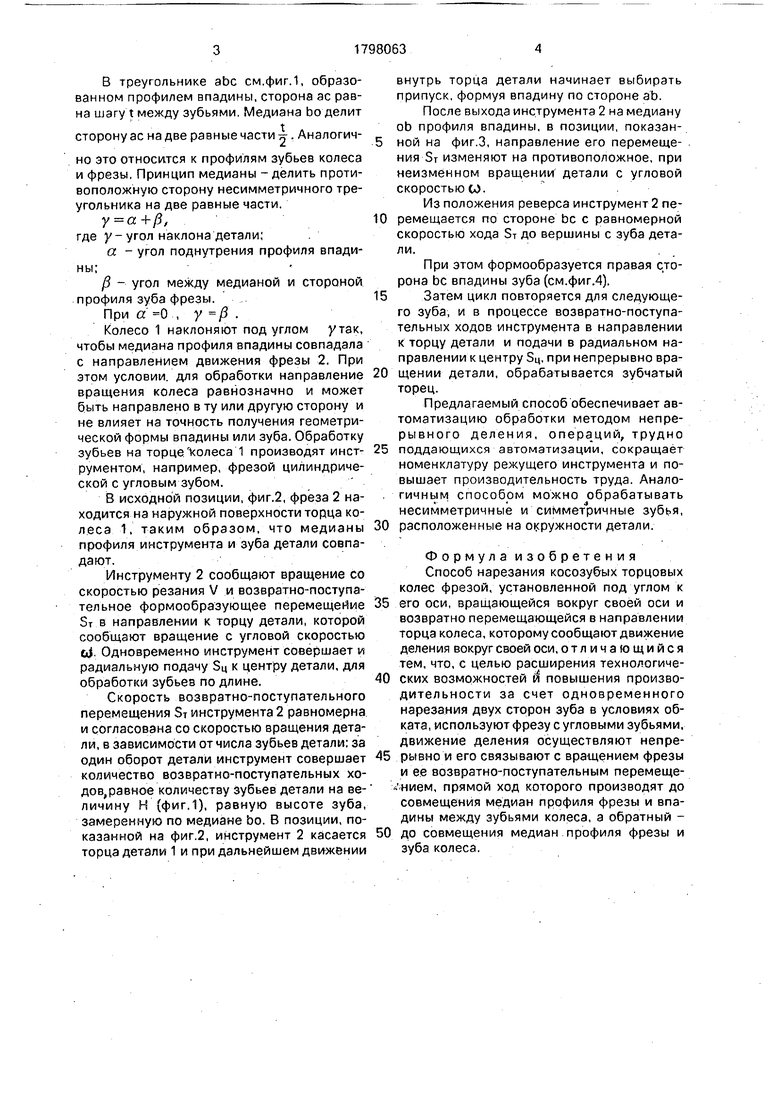
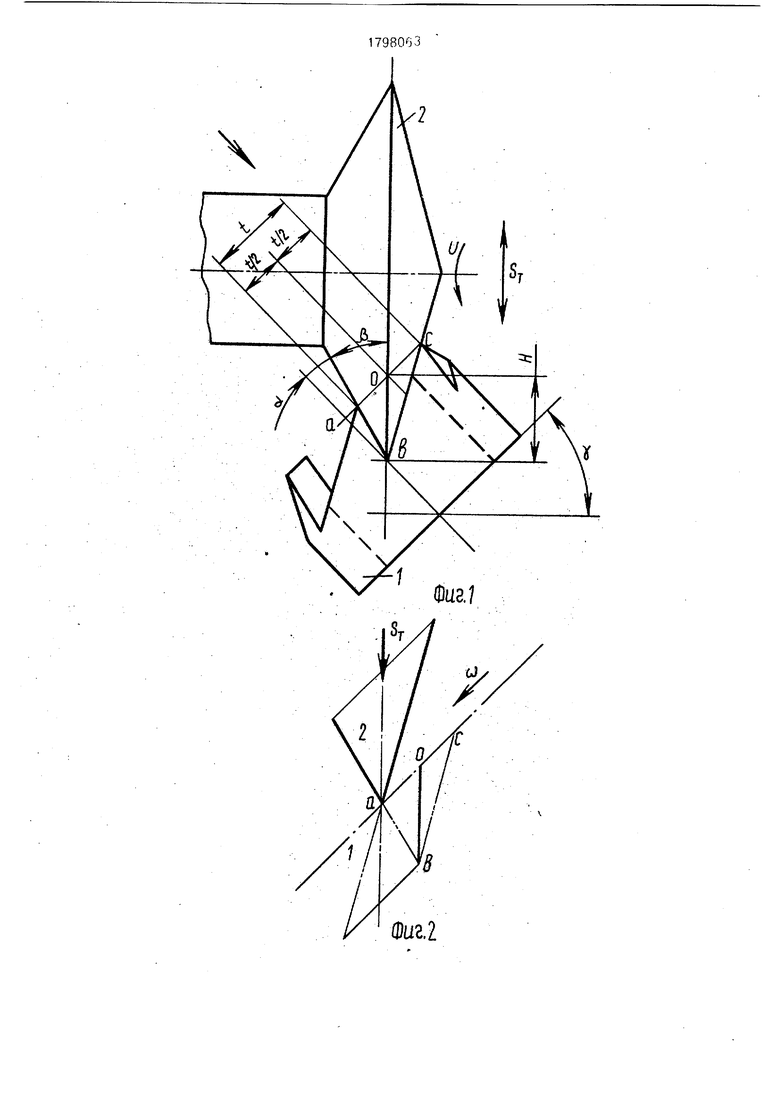
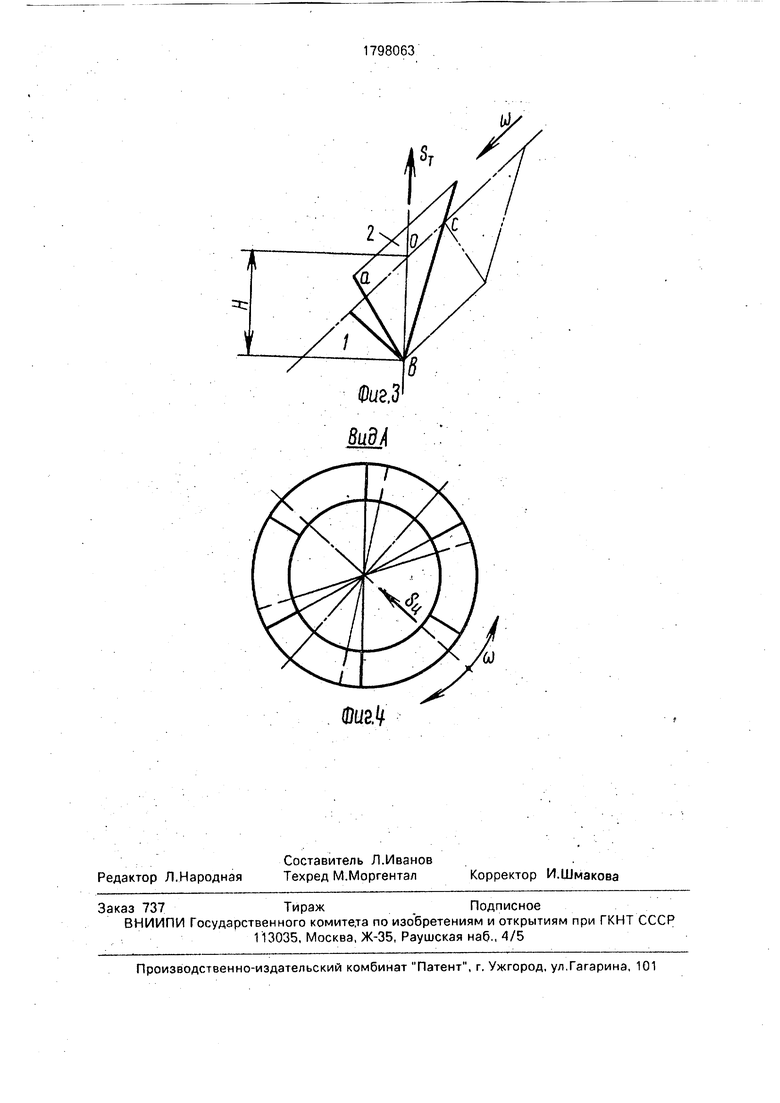
На фиг.1 показана схема установки детали при фрезеровании впадины зуба цилиндрической угловой фрезой; на фиг.2 исходное положение фрезы относительно детали; на фиг.З - конечное положение фрезы; на фиг.4 - вид А на фиг.1.
. .Обработку колеса 1 производят цилиндрическими фрезами 2 с угловым симметричным и несимметричным профилем зуба методом непрерывного деления, при этом фреза 2 совершает, кроме вращательного, еще и формообразующее возвратно-поступательное, согласованное, с вращением колеса 1 движение в направлении к его торцу до совмещения медиан профиля инструмента и впадины между зубьями колеса, э обратный ход от торца до совмещения медиан профиля фрезы и зуба колеса. Одновременно инструмент совершает и радиальную подачу к центру колеса для обработки зубьев по длине.
х|
О 00
о. ы
В треугольнике abc см.фиг. 1, образованном профилем впадины, сторона ас равна шагу t между зубьями, Медиана bo делит
сторону ас на две равные части j. Аналогично это относится к профилям зубьев колеса и фрезы. Принцип медианы -делить противоположную сторону несимметричного треугольника на две равные части.
у а+/, где у-угол наклона детали;
а - угол поднутрения профиля впадины;
/3 - угол между медианой и стороной профиля зуба фрезы.
При а 0 ., у /3 .
Колесо 1 наклоняют под углом у так, чтобы медиана профиля впадины совпадала с направлением движения фрезы 2. При этом условии, для обработки направление вращения колеса равнозначно и может быть направлено в ту или другую сторону и не влияет на точность получения геометрической формы впадины или зуба. Обработку зубьев на торце, колеса 1 производят инструментом, например, фрезой цилиндрической с угловым зубом.
В исходной позиции, фиг.2, фреза 2 находится на наружной поверхности торца колеса 1, таким образом, что медианы профиля инструмента и зуба детали совпадают.
Инструменту 2 сообщают вращение со скоростью резания V и возвратно-поступательное формообразующее перемещение 3т в направлении к торцу детали, которой сообщают вращение с угловой скоростью сЛ. Одновременно инструмент совершает и радиальную подачу 5ц к центру детали, для обработки зубьев по длине.
Скорость возвратно-поступательного перемещения 5т инструмента 2 равномерна и согласована со скоростью вращения детали, в зависимости от числа зубьев детали; за один оборот детали инструмент совершает количество возвратно-поступательных хо- дов,равное количеству зубьев детали на величину Н (фиг.1), равную высоте зуба, замеренную по медиане bo. В позиции, показанной на фиг.2, инструмент 2 касается торца детали 1 и при дальнейшем движении
внутрь торца детали начинает выбирать припуск, формуя впадину по стороне ab.
После выхода инструмента 2 на медиану ob профиля впадины, в позиции, показанной на фиг.З, направление его перемещения ST изменяют на противоположное, при неизменном вращении детали с угловой скоростью W.
Из положения реверса инструмент 2 перемещается по стороне be с равномерной скоростью хода ST до вершины с зуба детали.
При этом формообразуется правая сторона be впадины зуба (см.фиг.4).
Затем цикл повторяется для следующего зуба, и в процессе возвратно-поступательных ходов инструмента в направлении к торцу детали и подачи в радиальном направлении к центру 5ц, при непрерывно вращении детали, обрабатывается зубчатый торец.
Предлагаемый способ обеспечивает автоматизацию обработки методом непрерывного деления, операций, трудно
поддающихся автоматизации, сокращает номенклатуру режущего инструмента и повышает производительность труда. Анало- гичным способом можно обрабатывать несимметричные и симметричные зубья,
расположенные на окружности детали.
Формула изобретения Способ нарезания косозубых торцовых колес фрезой, установленной под углом к
его оси, вращающейся вокруг своей оси и возвратно перемещающейся в направлении торца колеса, которому сообщают движение деления вокруг своей оси, отличающийся тем, что, с целью расширения технологических возможностей И повышения производительности за счет одновременного нарезания двух сторон зуба в условиях обката, используют фрезу с угловыми зубьями, движение деления осуществляют непрерывно и его связывают с вращением фрезы и ее возвратно-поступательным перемещением, прямой ход которого производят до совмещения медиан профиля фрезы и впадины между зубьями колеса, а обратный до совмещения медиан профиля фрезы и зуба колеса.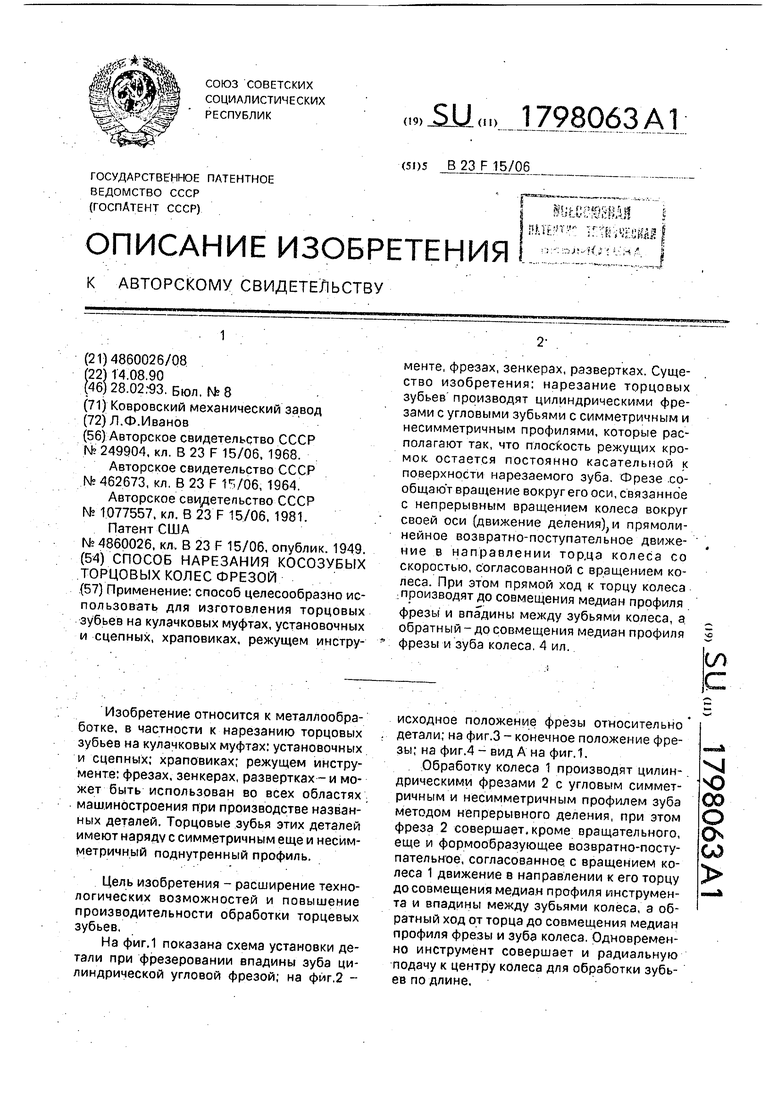
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания зубчатых колес | 1981 |
|
SU998026A1 |
| Способ нарезания зубчатых колес | 1983 |
|
SU1146151A2 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических колес | 1985 |
|
SU1316759A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС (ВАРИАНТЫ) | 2006 |
|
RU2318636C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Способ обработки зубьев цилиндрического колеса | 1985 |
|
SU1320024A1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
Применение: способ целесообразно использовать для изготовления торцовых зубьев на кулачковых муфтах, установочных и сцепных, храповиках, режущем инструменте, фрезах, зенкерах, развертках. Существо изобретения: нарезание торцовых зубьев производят цилиндрическими фрезами с угловыми зубьями с симметричным и несимметричным профилями, которые располагают так, что плоскость режущих кромок, остается постоянно касательной к поверхности нарезаемого зуба. Фрезе .сообщают вращение вокруг его оси,связанное с непрерывным вращением колеса вокруг своей оси (движение делениями прямолинейное возвратно-поступательное движение в направлении торда колеса со скоростью, согласованной с вращением колеса. При этом прямой ход к торцу колеса .производят до совмещения медиан профиля фрезы и впадины между зубьями колеса, а обратный - до совмещения медиан профиля фрезы и зуба колеса. 4 ил. (Л С
| СПОСОБ ОБРАБОТКИ ТОРЦОВЫХ КОНИЧЕСКИХ ЗУБЬЕВ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ | 0 |
|
SU249904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Способ нарезания торцовых зубьев | 1973 |
|
SU462673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления торцового зубчатого венца | 1981 |
|
SU1077557A3 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Патент США №4860026 | |||
| кл, В 23 F 15/06, опублик | |||
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
