Предметом изобретения является устройство для закалки стальных игл токаади высокой частоты. Предлагаемое устройство является более совершенным по сравнению с известными устройствами подобного рода благодаря применению в нем двух бесконечных винтов для непрерывного перемещения игл в иоле индуктора.
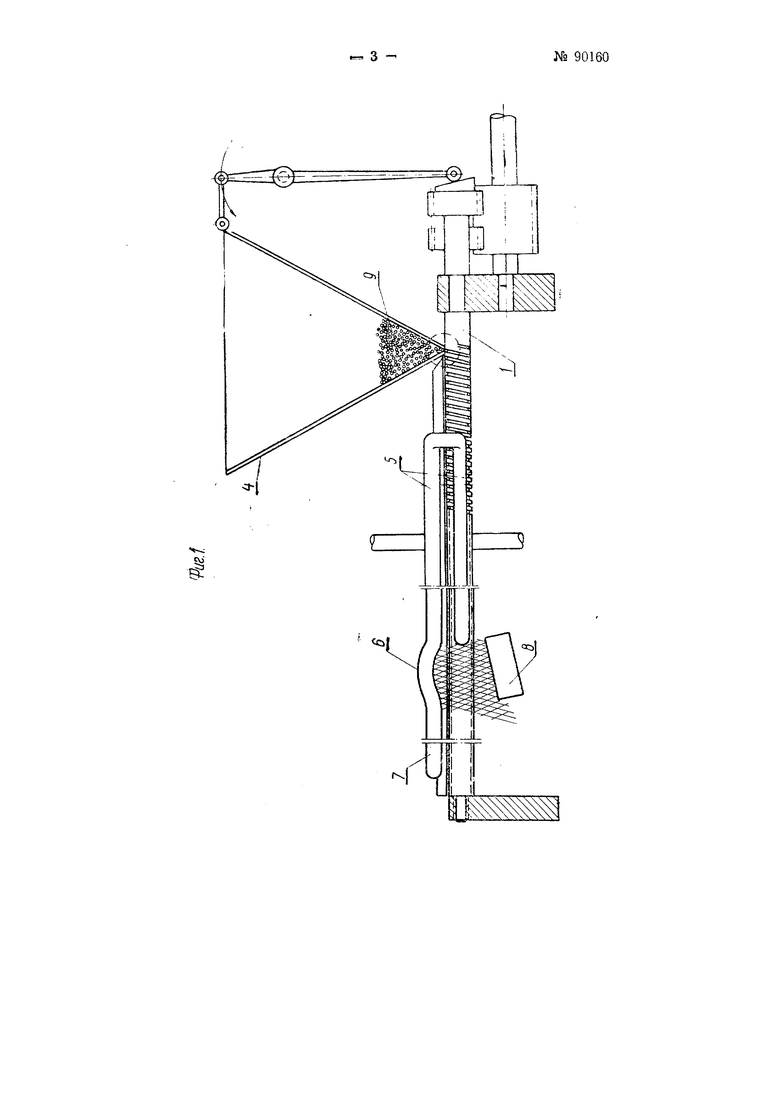
На фиг. 1 и 2 приведены две проекции предлагаемого устройства.
Устройство состоит из двух параллельных винтов 1, синхронно в,ращающихся в одну сторону, вокруг которых располагается ограничитель}1ая планка 2 и две поддерживающие планки 3. Над винтами установлен качающийся бункер 4; ширина его равна закаливаемых 1игл и расположена в соответствии с щагом резьбы винтов.
Для осуществления последовательного нагрева игл в трех зонах нагрева индуктор в первой зоне имеет петлеобразную проходную часть 5 для 1штенсивного нагрева, во второй зоне-несколько удаленную от игл отогнутую часть 6 для незначительного нагрева и в третьей зоне-одностороннюю петлеобразную часть 7, обеспечивающую последовательный нагрев, достаточный для отпуска.
Устройств-о действует следующим образом.
Иглы 9, загруженные в бункере 4, но одной укладываются в резьбы винтов и передвигаются вдоль индуктора, опираясь концом в ограничительную планку 2 и располагаясь благодаря этому в правильHbiif ряд в резьбе ВИнта. При своем движении по резьбе винтов / иглы попадают под поддерживающие планки 3 и удерживаются ими от выпадения до конпа процесса. Иглы, передвигаясь, сначала попадают в поле токов высокой частоты петлеобразной прохаднои части5инауктора. где они нагреваются до температуры закалки, иосле чего попадают под охлаждающий душ 8 в ослабленном поле токов высокой частоты отоглутой части 6 индуктора. При проходе через душ 1иглы закаливаются, за.М 90160
тем попадают в зону части 7 индуктора, где ОНИ высушиваются и нагреваются до температуры отпуска.
П р е д м е т и з о б р е т е н и я
1.Устройство для закалки стальных игл токами высоко/ частоты, отличающееся тем, что, с целью получени:я возможности увеличить лроизводмтельность, в устройстве применены два бесконечных винта, на которые укладываются иглы, непрерывно перемещаемые в по.че индуктора.
2.Форм.а выполнени Я индуктора устройства поп. 1, отличаюн1аяся тем, что, в нелях осуществления возможности носледовательно1-о нагрева игл в трех зонах нагрева, индуктор в первой зоне имеет пет.чсобразную нроходную часть для интеноивпого нагрева, во второй зоне несколько удаленную от игл отогнутую часть для незначите.чьного нагрева и в третьей зоне он представляет co6oii тетлеобразпьп односторонний индуктор, последовательный магрев, достаточны для отпуска
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изотермической обработки стальных изделий и устройство для осуществления способа | 1949 |
|
SU86994A1 |
| Способ изготовления сборных коленчатых валов | 1947 |
|
SU119749A1 |
| Способ индукционной сварки и устройство для осуществления способа | 1948 |
|
SU75750A1 |
| Индукционная центробежная печь без сердечника для плавки и точного литья зубных протезов | 1960 |
|
SU133136A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| Спринклерное устройство | 1927 |
|
SU8604A1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ТОЛСТОСТЕННЫХ ТРУБ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ПРИ СТЫКОВОЙ СВАРКЕ | 1949 |
|
SU87343A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| Способ изготовления болтов | 1986 |
|
SU1407964A1 |