Известны сборные коленчатые валы, составленные из отдельных частей, соединяемых сваркой или пайкой.
Предложенная конструкция сборных коленчатых валов имеет гу особенность, что коленчатые валы составляются из одинаковых колен, имеющих с одного конца конус, а с другого - конусную полость. После их соединения коленчатые валы подвергаются капиллярной пайке токами высокой частоты в последовательном порядке. Термообработка коленчатых валов осуществляется также токами высокой частоты.
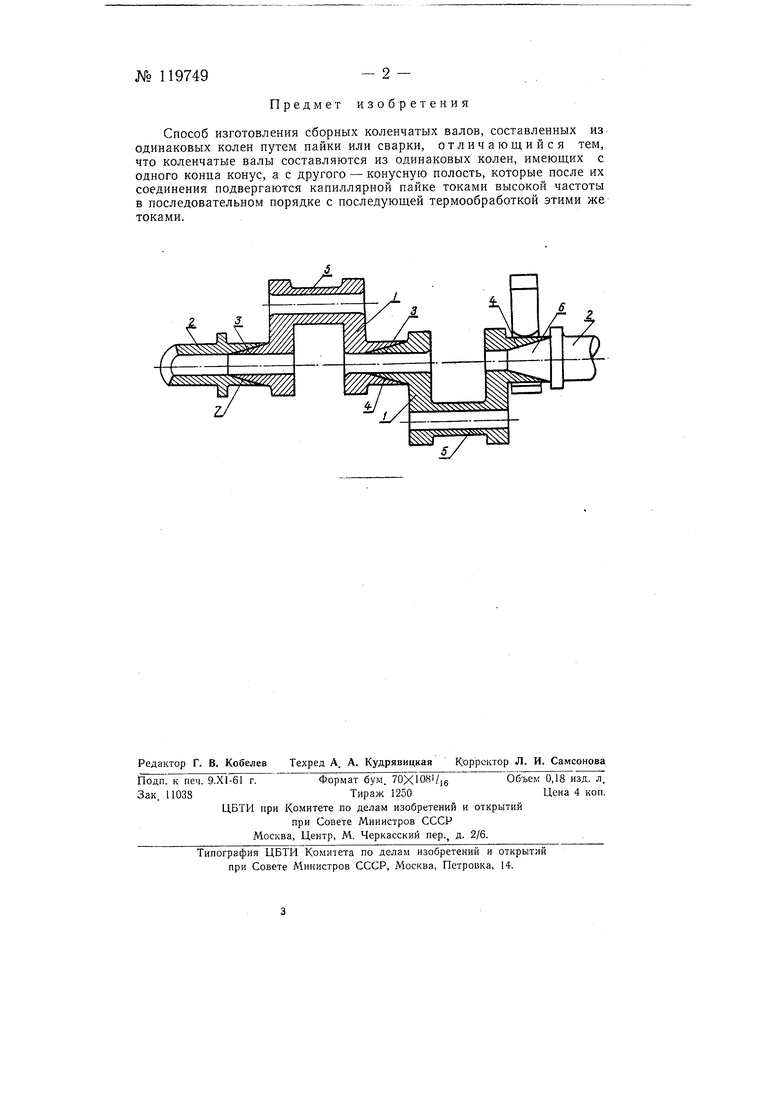
На чертеже изображен сборный коленчатый вал в разрезе.
Коленчатый вал состоит из отдельных одинаковых колен 1 и двух осей 2. Количество колен 7 может быть различным, в зависимости от количества цилиндров в двигателе. Каждое колено выполнено совершенно одинаково и имеет с одного конца конус 5, а с другого конца конусную полость 4. Кривошипные шейки 5 располагаются под необходимыми углами, в зависимости от конструкции и расположения цилиндров двигателя. Одна из осей коленчатого вала имеет конус 6, а другая- конусную полость 7. При этом все конусы и конусные полости изготовляются точно под одним и тем же углом, обеспечивая взаимозаменяемость. Спайка колен между собой и с осями коленчатого вала осуществляется токами высокой частоты (ТВЧ) капиллярной пайкой медью (биезинг-процесс), так как медь при температуре 1100° принимает жидкотекучесть, а сталь при этой температуре насыщается медью (в виде твердого раствора) до 3%. Эти качества при капиллярной пайке создают прочность, равную сплошному металлу, а также обеспечивают больщую прочность на усталость.
Этими же токами высокой частоты обеспечивается поверхностная закалка в ближайщих к спайке зонах. Собранный таким путем коленчатый вал закаливается по щейкам токами высокой частоты и проходит окончательную щлифовку.
Предмет изобретения
Способ изготовления сборных коленчатых валов, составленных из одинаковых колен путем пайки или сварки, отличающийся тем, что коленчатые валы составляются из одинаковых колен, имеющих с одного конца конус, а с другого - конусную полость, которые после их соединения подвергаются капиллярной пайке токами высокой частоты в последовательном порядке с последующей термообработкой этими же токами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной сварки и устройство для осуществления способа | 1948 |
|
SU75750A1 |
| Устройство для закалки стальных игл токами высокой частоты | 1950 |
|
SU90160A1 |
| Электромагнитная муфта | 1950 |
|
SU92786A1 |
| Способ изотермической обработки стальных изделий и устройство для осуществления способа | 1949 |
|
SU86994A1 |
| Индукционная центробежная печь без сердечника для плавки и точного литья зубных протезов | 1960 |
|
SU133136A1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| СБОРНЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1989 |
|
RU2011899C1 |
| БЕСКРИВОШИПНЫЙ ДВУХТАКТНЫЙ ДИЗЕЛЬ | 1997 |
|
RU2128774C1 |
| Тепловой двигатель с жидким или газообразным рабочим веществом | 1934 |
|
SU49655A1 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
