При скоростной автоматическоГ сварке и наплавке цилиЛдпичоских дета; ей небольигого диаметра, менее 400 мм. 1К)зннкак)т трудности с удержанием флюса, необходимого д,1я правильного формирования валик.а. Наиболее расиространенные неиодвнжные флюсо де|1живаюише нриснособ.тения (молки, дерезяипяе peitKii ;i т. д.) непригодны нри этих работах, так как требуется нрсмтуск чтаилаиленного валика нри вран|,ении детали иод край фл1осо держ.1 ваюи.его нриспоссбления.
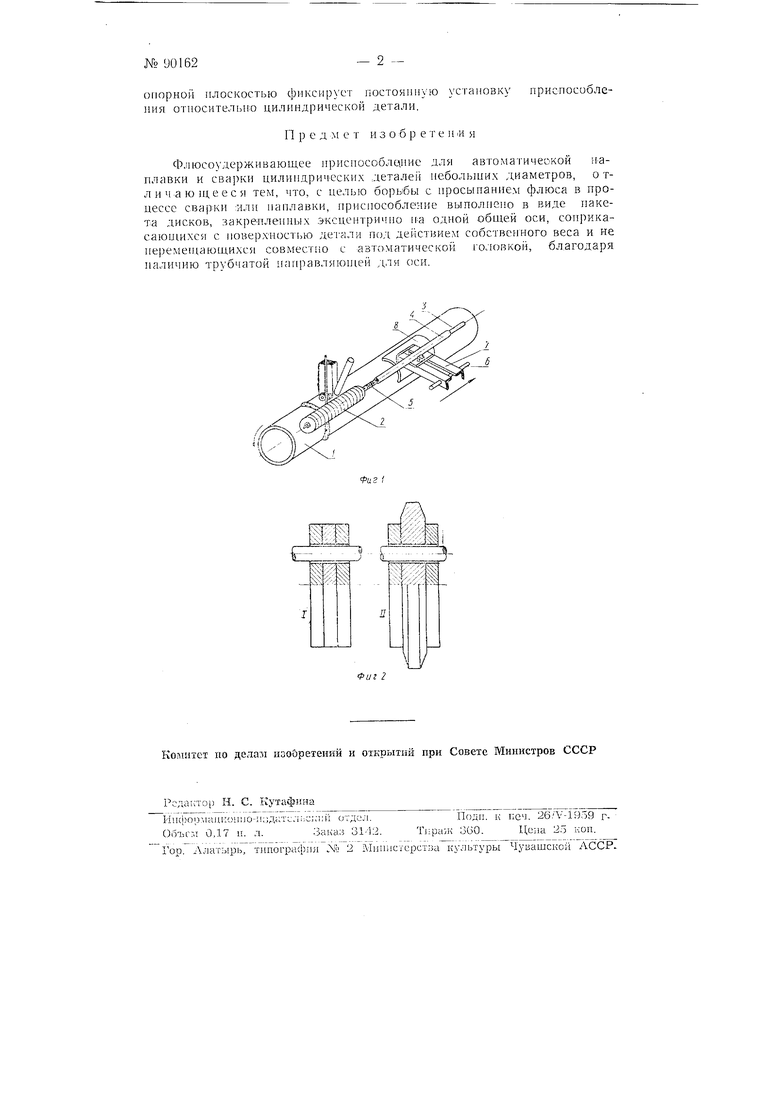
11 зедлагается ирисиособление для удержания флюса. Отлд.чител)ная особенность его з:ак.1ючается в том, что для держ1ания флюса на цилиндрической нонерхности / (фиг. 1) нр именены нлоскио диски 2, эксиеит|)ично расноложенные на оси 3, свободно неремен1аюи1. в трубке 4. Плочное касание дисков достигается пружиио11 Л. Ось 3 с трубкой 4 кренится на Н1арнире 6 кронигге1 п а 7. онираюнигосн на де):ал1 с номощью оиорной поверхности 8. В зависимост1И от диаметра цилиндрической детали трубка с осью может нepeмeи aтJ cя но кронштейну. Профиль дисков и их Н1ирина (фиг. 2) отвечают условиям подготовки для сварки (//) или ширине нанлавочного валика (/).
Под действием собственного веса и эксцентричного расположения н.а оси диски н.тотно прижимаются к детали и удерживдют флюс от нросЕ шания. При нод.коде наплавленного валика в процессе вращения детали к флюсоудерживающвму приспособлению поднимается соответствующий диск и пропускает валик практически без просыпания флюса. В случае н-аплавки цилиндрической поверхности сциральными в.аликами, автоматическая головка перемещается относительно вращающейся детали. Вместе с головкой перемещается и кронщтейи с трубкой, в то время как набор дисков остается па месте. Кронштейн с
опорной плоскостью фиксирует постоянную установку нриспособлення относительно цилиндрической детали.
Пред м е т и з о б р е т е н « я
Флюсоудерживающее нриспособлцние для автоматической наплавки и сварки цилиндрических деталей небольших диаметров, отличающееся тем, что, с целью борьбы с иросынанием флюса в процессе сварки или нанлавки, приспособление выполиено в виде пакета дисков, ; акрелленных эксцентрично одной обшей оси, сонрикасаюншхся с поверхностью детали под действием собственного веса и не неремен1ающихся совместно с автоматической головкой, благодаря наличию трубчатой наиравляюн1ей для оси.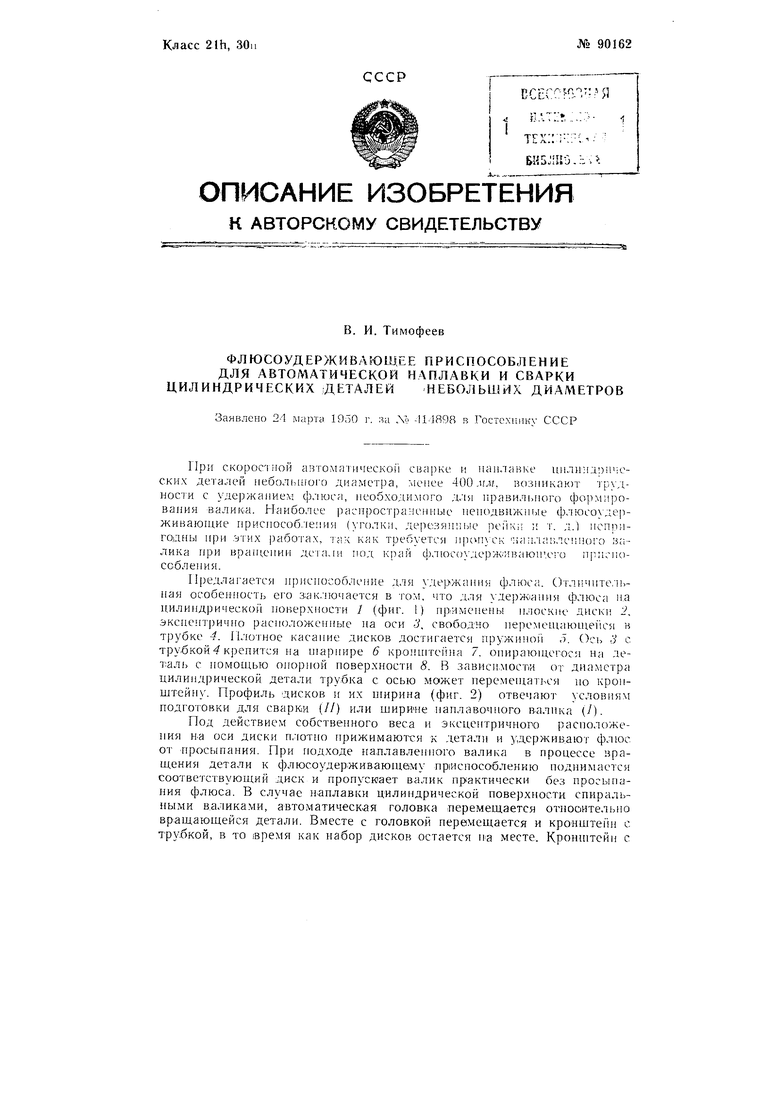
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| Головка для электродуговой наплавки под флюсом | 1975 |
|
SU592541A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| Способ и устройство для обработки цилиндрических медных труб, применяемых для изготовления барабанов сушильных машин и т.п. предметов | 1928 |
|
SU25517A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
| СПОСОБ НАПЛАВКИ | 1996 |
|
RU2112632C1 |
| Способ автоматической сварки под слоем флюса | 1950 |
|
SU90908A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
