(21)-4638452/27
(22) 16.01.89
(46) 30.04.91. Бюл. № 16
(71)Белгородский филиал Всероссийского проектно-конструкторского и техчнологического института Росагрорем- проект
(72)В.А.Шеховцов, Ю.А.Кагнер., В.Н.Хохряков, В.Ио Четверкин
и В.Л.Шевченко (53) 621.791.92 (088.8) (56) Установка МН-1 для наплавки пши- цавых валов, проспект выставки Рем- еталь-в З : Промышленный ремонт и - специальное восстановление деталей тракторов и сельскохозяйственных машин. Русе, НРБ, 1983 г, с. 187-192.
(54) УСТАНОВКА ДЛЯ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ
(57) Изобретение относится к сварке, ч частности к наплавке шлицевых валов при ремонте деталей сельскохозяйственных машин, транспортного и автомобильного парка. Цель изобретения - повышение качества наплавки и упрощение конструкции„ На ьлчндель 14 устанавливают диск с отверстиямиf соот- ветствукяцими числу наплавляемых шлицев, деталь Д закрепляют в центрах передней 1 и задней 7 бабок за счет движения винта 8 н гидроцилиндра 12, а также движением центра 11 от гидропривода 3, размещенного в основании 2. Управление операцией производят от
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1992 |
|
RU2068756C1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| Устройство для наплавки деталей типа тел вращения | 1986 |
|
SU1329931A1 |
| Станок для изготовления изделий типа пробок | 1991 |
|
SU1781038A1 |
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| АВТОМАТИЧЕСКОЕ ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ | 1966 |
|
SU185184A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Делительная головка для обработки прерывистых цилиндрических поверхностей на шлицешлифовальном или подобном станке | 1961 |
|
SU145154A1 |


педали 41 При сварке ридроцилиндр 13 перемещает сварочную головку 10 вдоль изделия по пути 9 на кожухе 5 установки. При помощи системы концевых выключателей и кулачков выполняются переходы от одной позиции наплавки к другой, а также рабочие и холостые ходы сварочной головки 10. Система воздействует через механизм поворота шпинделя 14 на контрольный диск, взаимодействующей с фиксатором детали в очередном рабочем положении наплавки, она также обеспечивает полностью
Изобретение относится к сварке, в частности наплавке шлицевых валов при ремонте деталей сельскохозяйственных машин, тракторного и автомобильного парка.
Цель изобретения - повышение качества наплавки и упрощение конструкции.
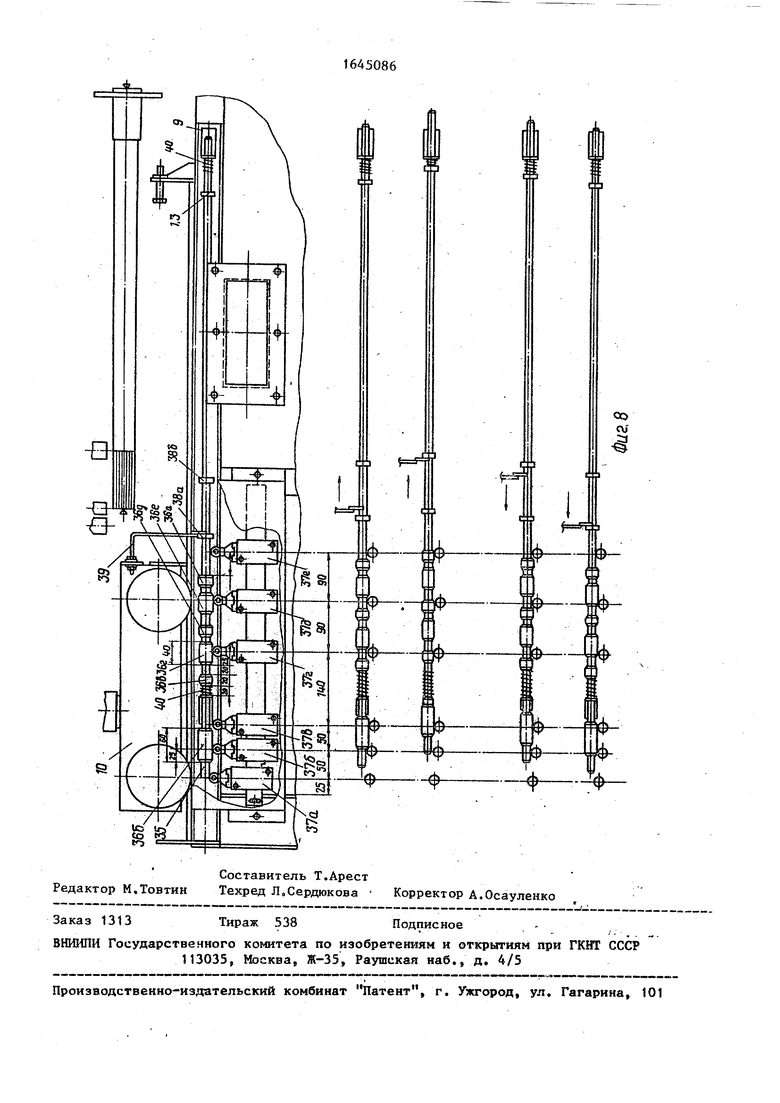
На фиг;1 представлена установка, общий вид; на фиг„2 разрез А-А на фиг„1; на фиг.3 - разрез на фиг.2; на - разрез В-В на /фиг.2; на фиг„5 - разрез на фиг«1 на фиг. 6 - вид Д на фиг. 5j на фиг 17 - гидравлическая схема уста- новки; на фиг.8 - схема работы системы концевых выключателей и кулачков.
Установка состоит из передней бабки 1В закрепленной на основании 2 с расположенным в нем гидроприводом 3. Передняя бабка 1 и опора 4 соединены кожухом 5 и направляющими 6Р на которых установлены задняя бабка 7 с возможностью перемещения от винта 8В а на кожухе 5 размещен путь 9 для перемещения сварочной головки 10.
На задней бабке 7 установлены подвижной центр 11 с гидроцилиндром
12закрепления детали и гидроцилиндр
13привода сварочной головки 10. В передней бабке 1 размещены
шпиндель 14 и механизм 15 поворота и фиксации шпинделя 14, выполненный в виде рычага 16, шарнирно установленного на одной оси 17 со звездочкой 18, связанной посредством цепной передачи 19 со шпинделем 14. На рычаге 16 установлен подпружиненный упор 20, а на шпинделе 14 закреплен коктроль
автоматизированный цикл выполнения наплавки и всех шлицев детали. Установка может быть также использована для наплавки поверхностей обвитых цилиндрических вапов за счет плавного регулирования оборотов шпинделя от привода его вращения. Установка обеспечивает получение качественной наплавки путем использования упрощения конструкции с одним электроприводом и простой электрической схемой управления, 1 з.п, ф-лы, 8 ил.
л 5
п
5
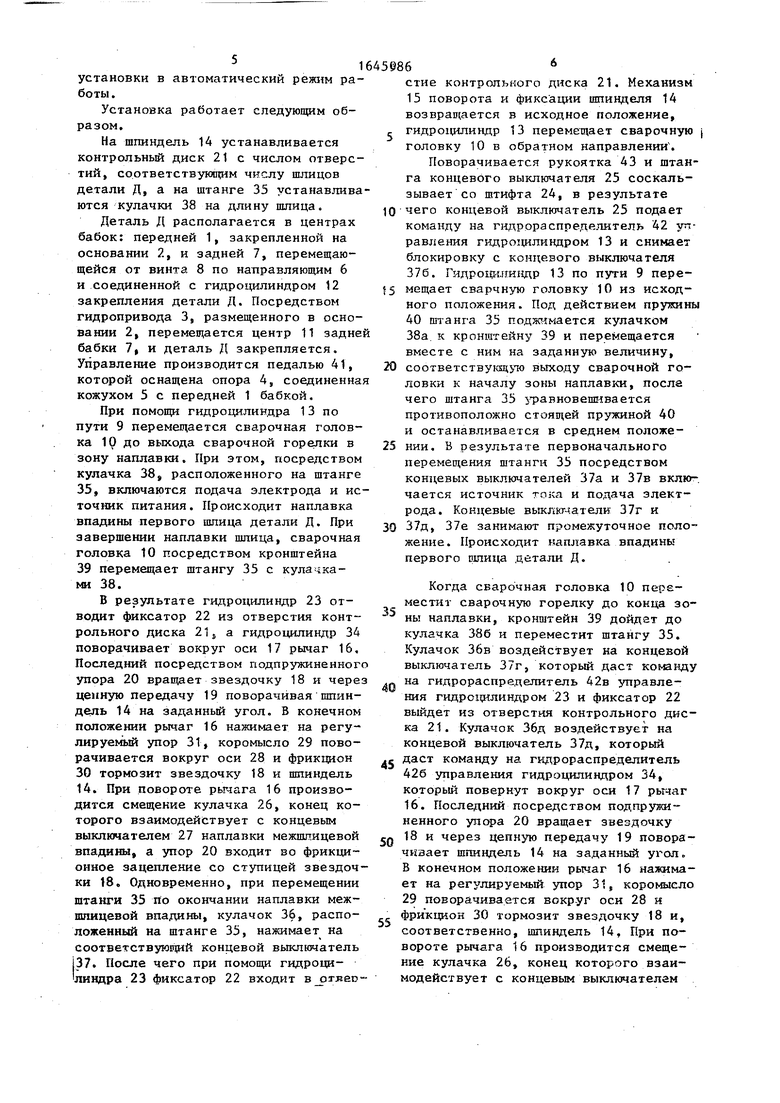
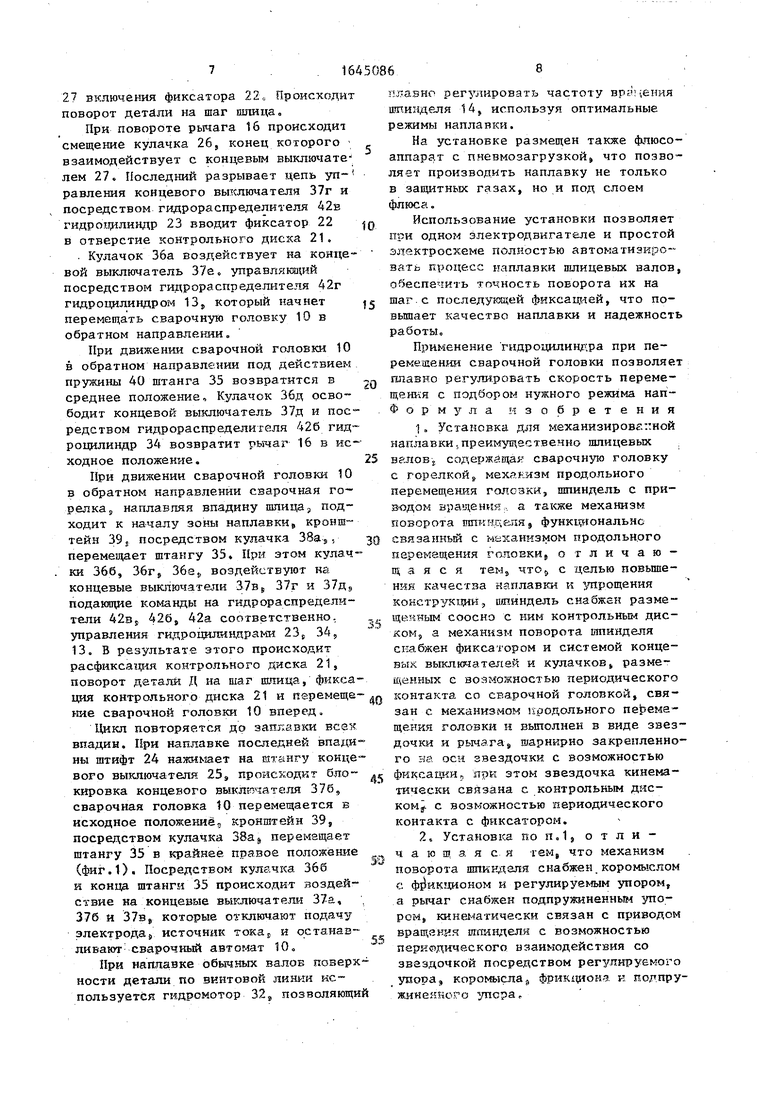
ный диск 21 с числом отверстий, разным числу шлицов направляемой детали, взаимодействующий с фиксатором 22. Фиксатор 22 снабжен гидроцилиндром 23. На контрольном диске 21 установлен штифт 24, периодически контактирующий с концевым выключателем 25„ На рычаге 16 с возможностью регулировки установлен кулачок 26, периодически контактирующий с концевым выключателем 27. На оси 28 установлено коромысло 29в на одном конце которого закреплен фрикцион 30S контактирующий со звездочкой 18, а иа другом - регулируемый упор 31 периодически контактирующий с рычагом 16. Кроме того, шпиндель 14 связан цепной передачей с гидромотором 32, а звездочка 33 на шпинделе 14 установлена посредством обгонной муфты. Поворот шпинделя на заданный угол осуществляется гидродилиядром 34. На боковой поверхности кожуха 5 закреплена штанга 35 с кулачками 36, контактирующими с концевыми выключателями 37, Посредством кулачков 38 настраивается длина наплавки шлида детали Д. Со штаягой 35 взаимодействует кронштейн 39 установленный на сварочной головке 10,
Штанга 35 удерживается в среднем положении за счет размещения на ней пружин 40. Установка снабжена педалью 41 управления с микропереключателем, с помощью которой осуществляется пе- редача действия от гидропривода 3 на гидроцилиндр 12 гидрораспределителем 42, а также рукояткой 43 включения
установки в автоматический режим работы.
Установка работает следующим образом.
На шпиндель 14 устанавливается контрольный диск 21 с числом отверстий, соответствующим числу шлицов детали Д, а на штанге 35 устанавливаются кулачки 38 на длину шлица.
Деталь Д располагается в центрах бабок: передней 1, закрепленной на основании 2, и задней 7, перемещающейся от винта 8 по направляющим 6 и соединенной с гидроцилиндром 12 закрепления детали Д. Посредством гидропривода 3, размещенного в основании 2, перемещается центр 11 задне бабки 7, и деталь Д закрепляется. Управление производится педалью 41, которой оснащена опора 4, соединенна кожухом 5 с передней 1 бабкой.
При помощи гидроцилиндра 13 по пути 9 перемещается сварочная головка 1Q до выхода сварочной горелки в зону наплавки. При этом, посредством кулачка 38, расположенного на штанге 35, включаются подача электрода и источник питания. Происходит наплавка впадины первого шлица детали Д. При завершении наплавки шлица, сварочная головка 10 посредством кронштейна 39 перемещает штангу 35 с кулачками 38.
В результате гидроцилиндр 23 отводит фиксатор 22 из отверстия контрольного диска 21 s а гидроцилиндр 34 поворачивает вокруг оси 17 рычаг 16, Последний посредством подпружиненног упора 20 вращает звездочку 18 и чере ценную передачу 19 поворачивая шпиндель 14 на заданный угол. В конечном положении рычаг 16 нажимает на регулируемый упор 31, коромысло 29 поворачивается вокруг оси 28 и фрикцион 30 тормозит звездочку 18 и шпиндель 14. При повороте рычага 16 производится смещение кулачка 26, конец которого взаимодействует с концевым выключателем 27 наплавки межшлицевой впадины, а упор 20 входит во фрикционное зацепление со ступицей звездочки 18. Одновременно, при перемещении штанги 35 по окончании наплавки меж- шпицевой впадины, кулачок 36, расположенный на штанге 35, нажимает на соответствующий концевой выключатель 37. После чего при помощи гидроцилиндра 23 фиксатор 22 входит в ртвео0
5
0
5
0
5
5
0
5
стие контрольного диска 21. Механизм 15 поворота и фиксации шпинделя 14 возвращается в исходное положение, гидроцилиндр 13 перемещает сварочную | головку 10 в обратном направлении .
Поворачивается рукоятка 43 и штанга концевого выключателя 25 соскальзывает со штифта 24, в результате чего концевой выключатель 25 подает команду на гндрораспределитель 42 управления гидроцилиндром 13 и снимает блокировку с концевого выключателя 376. Гидроцилиндр 13 по пути 9 перемещает сварчную головку 10 из исходного положения. Под действием пружины 40 штанга 35 поджчмается кулачком 38а к кронштейну 39 и перемещается вместе с ним на заданную величину, соответствующую выходу сварочной головки к началу зоны наплавки, посла чего штанга 35 уравновешивается противоположно стоящей пружиной 40 и останавливается в среднем положении. В результате первоначального перемещения штанги 35 посредством концевых выключателей 37а и 37в включается источник тока и подача электрода. Концевые выключатели 37г и 37д, 37е занимают промежуточное положение. Происходит каплавка впадины первого ылица детали Д.
Когда сварочная головка 10 переместит сварочную горелку до конца зоны наплавки, кронштейн 39 дойдет до кулачка 386 и переместит штангу 35. Кулачок Збв воздействует на концевой выключатель 37г, который даст команду на гидрораспределитель 42в управления гидроцилиндром 23 и фиксатор 22 выйдет из отверстия контрольного диска 21. Кулачок Збд воздействует на концевой выключатель 37д, который даст команду на гидрораспределитель 426 управления гидроцилиндром 34, который повернут вокруг оси 17 рычаг 16. Последний посредством подпружиненного упора 20 вращает звездочку 18 и через цепную передачу 19 поворачивает шпиндель 14 на заданный угол. В конечном положении рычаг 16 нажимает на регулируемый упор 31, коромысло 29 поворачивается вокруг оси 28 и фрикцион 30 тормозит звездочку 18 и, соответственно, шпиндель 14, При повороте рычага 16 производится смещение кулачка 26, конец которого взаимодействует с концевым выключателем
27 включения фиксатора 22t Происходит поворот детали на шаг шлица.
При повороте рычага 16 происходит смещение кулачка 26, конец которого взаимодействует с концевым выключате лем 27. Последний разрывает цепь уп- равления концевого выключателя 37г и посредством гидрораспределителя 42в гидроцилнндр 23 вводит фиксатор 22 в отверстие контрольного диска 21.
Кулачок Зба воздействует на конце- вой выключатель 37е. управляющий посредством гицрораспределитеяя 42г гидроцилиндром 13, который начнет перемещать сварочную головку 10 в обратном направлении.
При движении сварочной головки 10 в обратном направлении под действием пружины 40 штанга 35 возвратится в среднее положение, Кулачок Збд освободит концевой выключатель 37д и посредством гидрораспредели сля 426 гидроцилиндр 34 возвратит рычаг 16 в исходное положение.
При движении сварочной головки 10 в обратном направлении сварочная горелка , наплавляя впадину шлица, подходит к началу зоны наплавки„ кронш теин 39 8 посредством кулачка 38аэ, перемещает штангу 35. При этом кулачки 366, 36rs Зба,, воздействуют не концевые выключатели 37в 37г и 37д9 подающие команды на гидрораспределители 42ss 426, 42а соответственно, управления гидроцилиндрами 23S 34, 13. В результате этого происходит расфиксация контрольного диска 21, поворот детали Д на шаг шпица, фиксация контрольного диска 21 и перемещение сварочной головки 10 вперед.
Цикл повторяется до запг.звки всеу впадин. При наплавке последней впади- ны штифт 24 нажимает на штангу концевого выключателя 259 происходит бло кировка концевого выключателя 376, сварочная головка 10 перемещается Б исходное положение5 кронштейн 39, посредством кулачка 38as перемещает штангу 35 в крайнее правое положение (фиг.1). Посредством кулечка 366 и конца штанги 35 происходит воздействие на концевые выключатели 37а, 376 и 37в, которые отключают подачу электрода источник токаЕ и останавливают сварочный автомат 10.
При наплавке обычных валов поверхности детали по винтовой линии используется: гидромотор 32, позволяющий
5
Q Q
г
5
2
авно регулировать частоту ения шгииделя 14, используя оптимальные режимы наплавки.
На установке размещен также флюсо- аппарат с пчевмозагрузкой, что позволяет производить наплавку не только в защитных газах, но и под слоем флюс..
Использование установки позволяет при одном электродвигателе и простой электросхеме полностью автоматизировать процесс наплавки шлицевых валов, обеспечить точность поворота их на шаг с последующей фиксацией, что повышает качество наплавки и надежность работы.
Применение гицроцилиндра при пе- рекеошнии сварочной головки позволяет плавно регулировать скорость перемещения с подбором нужного режима нап- Формула изобретения
2,Установка по п.1, о т л и - чаюшзяся гем, что механизм поворота шпинделя снабжен,коромыслом с фрикционом и регулируемым упором, а рычаг снабжен подпружиненным упором, кинематически связан с приводом вращения шпинделя с возможностью периодического взаимодействия со звездочкой посредством регулируемого упора, коромыслаs фрикционя v подпру- жинеяко о упсра.
Фиг. 2
д-щф
J-J
Ъ гяф
К
Ј Мф
0-ff
Ы
980SV91
ЬидА
