Изобретение относится к станкостроению, в частности к устройству для автоматической смены станочного инструмента в шпинделе станка.
Известно устройство для автоматической смены инструментов в металлорежущем станке, содержащее-магазин инструментов, оси хвостовиков которых перпендикулярно расположены отношению к оси шпинделя металлорежущего станка, и средства фиксации магазина инструментов и передачи последних из магазина инструментов в шпиндель металлорежущего станка 1 .
К недостаткам известного устройства следует отнести сложность его конструкции, так как для смены инструмек тов в нем необходимо наличие двухзахватной механической руки, требующей приводных и управляющих механизмов, обеспеч1:1вающих сложный цикл ее работы.
Цель изобретения - упрощение конструкции устройства.
Указанная цель достигается тем, что в устройстве для автоматической смены инструментов средство передачи инструментов из магазина инструментов в шпиндель металлорежущего станка выполнено в виде рычагов, каждый из которых шарнирно установлен в магазине металлорежущего станка и снабжен механизмом его поворота, и толкателя, установленного в позиции сме ны инструмента на неподвижном основании магазина с возможностью взаимодейт ствия с механизмами поворота рычагов, причем количество упомянутых рычагов
15 равно числу позиций инструментов в магазине.
На фиг. 1 показан станок, смонтированный на вертикальном обрабатывающем центре; на фиг. 2 - то же, вид
20 сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - то же, в положении передачи инструмента, рид спереди; на фиг. 5 - магазин для смены инструмента, частичный вертикальный разрез; на
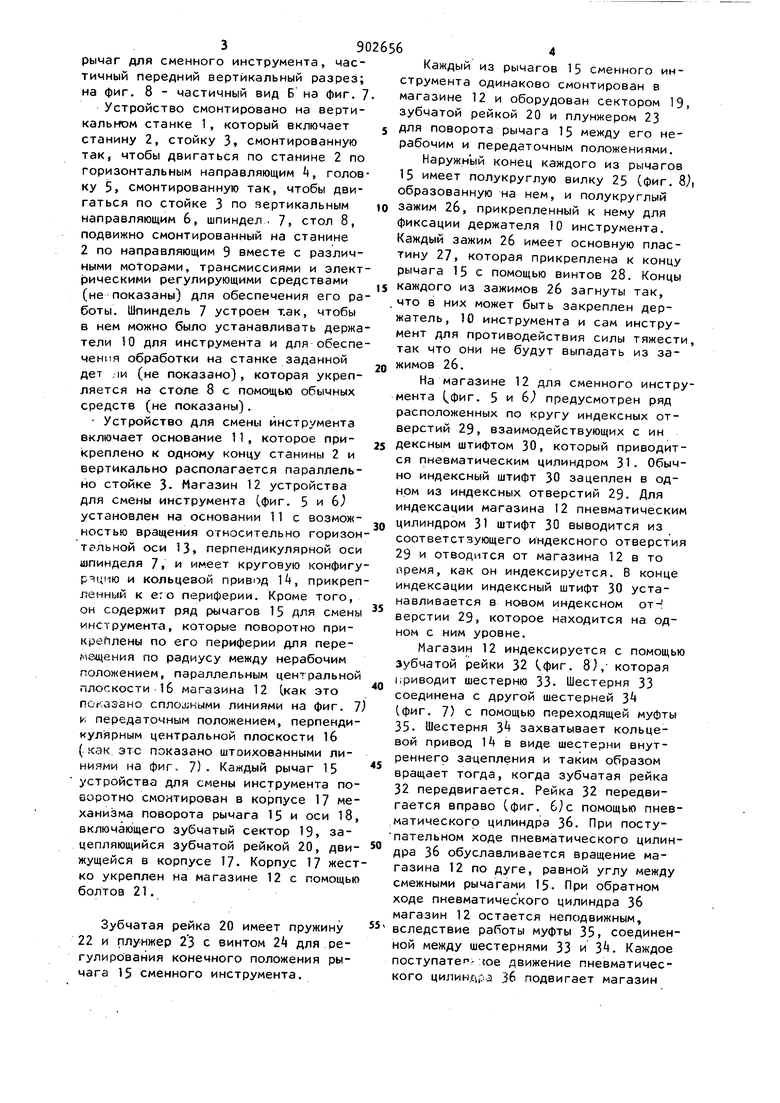
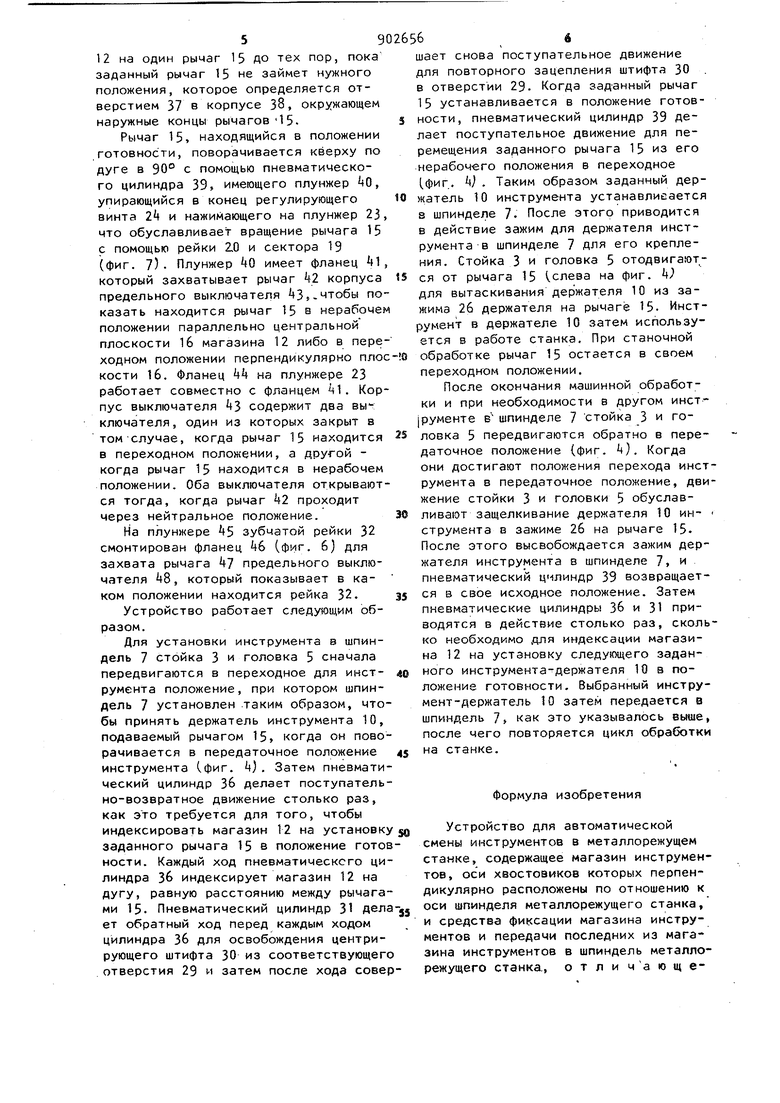
25 фиг. 6 - вид А на фиг. 5; на фиг. 7 рычаг для сменного инструмента, частичный передний вертикальный разрез; на фиг. 8 - частичный вид Б на фиг. 7
Устройство смонтировано на вертикальном станке 1, который включает станину 2, стойку 3, смонтированную так, чтобы двигаться по станине 2 по горизонтальным направляющим , головку 5, смонтированную так, чтобы двигаться по стойке 3 по вертикальным направляющим 6, шпиндел . 7, стол 8, подвижно смонтированный на станине 2 по направляющим 9 вместе с различными мotop.aми, трансмиссиями и элект(эическими регулирующими средствами
(не показаны) для обеспечения его работы. Шпиндель 7 устроен так, чтобы в нем можно было устанавливать держатели 10 для инструмента и для обеспечения обработки на станке заданной дет .1и (не показано) , которая укрепляется на столе 8 с помощью обычных средств (не показаны).
Устройство для смены инструмента включает основание 11, которое прикреплено к одному концу станины 2 и вертикально располагается параллельно стойке 3. Магазин 12 устройства для смены инструмента (.фиг. 5 и 6J установлен на основании 11 с возможностью вращения относительно горизонтальной оси 13, перпендикулярной оси шпинделя 7 и имеет круговую конфигурацию и кольцевой привод 1, прикрепленный к его периферии. Кроме того, он содержит ряд рычагов 15 для смены инструмента, которые поворотно прикреплены по его периферии для переме4цения по радиусу между нерабочим положением, параллельным центральной плоскости-16 магазина 12 (как это показано cплoJJиыми линиями на фиг. 1) и передаточным положением, перпендикулярным центральной плоскости 16 ( как это показано штоихованными линиями на фиг, 7). Каждый рычаг 15 устройства для смены инструмента поворотно смонтирован в корпусе 17 механизма поворота рычага 15 и оси 18, включающего зубчатый сектор 19, зацепляющийся зубчатой рейкой 20, движущейся в корпусе 17. Корпус 17 жестко укреплен на магазине 12 с помощью болтов 21.
Зубчатая рейка 20 имеет пружину 22 и плунжер 23 с винтом 2k для регyлиpoiвaния конечного положения рычага 15 сменного инструмента.
Каждый из рычагов 15 сменного инструмента одинаково смонтирован в магазине 12 и оборудован сектором 19, зубчатой рейкой 20 и плунжером 23 для поворота рычага 15 между его нерабочим и передаточным положениями.
Наружный конец каждого из рычагов 15 имеет полукруглую вилку 25 (фиг. ЗЛ образованную на нем, и полукруглый зажим 26, прикрепленный к нему для фиксации держателя 10 инструмента. Каждый зажим 26 имеет основную пластину 27, которая прикреплена к концу рычага 15 с помощью винтов 28. Концы 5 каждого из зажимов 26 загнуты так, .что в них может быть закреплен держатель, 10 инструмента и сам инструмент для противодействия силы тяжести, так что они не будут выпадать из зажимов 2б.
На магазине 12 для сменного инструмента (фиг. 5 и 6 предусмотрен ряд расположенных по кругу индексных отверстий 29, взаимодействующих с ин дексным штифтом 30, который приводится пневматическим цилиндром 31. Обычно индексный штифт 30 зацеплен в одном из индексных отверстий 29. Для индексации магазина 12 пневматическим 0 цилиндром 31 штифт 30 выводится из соответствующего индексного отверстия 29 и отводится от магазина 12 в то время, как он индексируется. В конце индексации индексный штифт 30 устанавливается в новом индексном отН верстии 29, которое находится на одном с ним уровне.
Магазин 12 индексируется с помощью зубчатой рейки 32 . 8), которая приводит шестерню 33- Шестерня 33 соединена с другой шестерней З (фиг. 7) с помощью переходящей муфты 35. Шестерня З захватывает кольцевой привод 1t в виде шестерни внутреннего за-цепления и таким образом вращает тогда, когда зубчатая рейка 32 передвигается. Рейка 32 передвигается вправо (фиг. 6JC помощью пневматического цилиндра Зб. При поступательном ходе пневматического цилиндра 36 обуславливается вращение магазина 12 по дуге, равной углу между смежными рычагами 15. При обратном ходе пневматического цилиндра 36 магазин 12 остается неподвижным, 5 вследствие работы муфты 35, соединенной между шестернями 33 и Jik. Каждое поступатегг юе движение пневматического цилиндра 36 подвигает магазин
12 на один рычаг 15 до тех пор, пока заданный рычаг 15 не займет нужного положения, которое определяется отверстием 37 в корпусе 38, окружающем наружные концы рычагов 15.
Рычаг 15, находящийся в положении готовности, поворачивается кверху по дуге в 90° с помощью пневматического цилиндра 39, имеющего плунжер 0, упирающийся в конец регулирующего винта 2k и нажимающего на плунжер 23, что обуславливает вращение рычага 15 с помощью рейки ZO и сектора 19 (фиг. 7). Плунжер tO имеет фланец 1, который захватывает рычаг 42 корпуса предельного выключателя 3 чтобы показать находится рычаг 15 в нерабочем положении параллельно центральной плоскости 16 магазина 12 либо в переходном положении перпендикулярно плос кости 16. Фланец kk на плунжере 23 работает совместно с фланцем 41. Корпус выключателя 3 содержит два ключателя, один из которых закрыт в том случае, когда рычаг 15 находится в переходном положении, а другой когда рычаг 15 находится в нерабочем положении. Оба выключателя открываются тогда, когда рычаг 2 проходит через нейтральное положение.
На плунжере 5 зубчатой рейки 32 смонтирован фланец 6 (фиг. 6) для захвата рычага 17 предельного выключателя 8, который показывает в каком положении находится рейка 32.
Устройство работает следующим образом.
Для установки инструмента в шпиндель 7 стойка 3 и головка 5 сначала передвигаются в переходное для инструмента положение, при котором шпиндель 7 установлен таким образом, чтобы принять держатель инструмента 10, подаваемый рычагом 15 когда он поворачивается в передаточное положение инструмента (фиг. k). Затем пневматический цилиндр 36 делает поступательно-возвратное движение столько раз, как это требуется для того, чтобы индексировать магазин 12 на установку заданного рычага 15 в положение готовности. Каждый ход пневматического цилиндра Зб индексирует магазин 12 на дугу, равную расстоянию между рычагами 15. Пневматический цилиндр 31 дела ет обратный ход перед каждым ходом цилиндра Зб для освобождения центрирующего штифта 30 из соответствующего отверстия 29 и затем после хода совершает снова поступательное движение для повторного зацепления штифта 30 в отверстии 29. Когда заданный рычаг 15 устанавливается в положение готовности, пневматический цилиндр 39 делает поступательное движение для перемещения заданного рычага 15 из его нерабочего положения в переходное (.фиг,. А) . Таким образом заданный держатель 10 инструмента устанавлисается 3 шпинделе 7. После этого приводится в действие зажим для держателя инструмента в шпинделе 7 для его крепления. Стойка 3 и головка 5 отодвигают,ся от рычага 15 ,слева на фиг. k) для вытаскивания держателя 10 из зажима 26 держателя на рычаге 15. Инструмент в держателе 10 затем используется в работе станка. При станочной обработке рычаг 15 остается в своем переходном положении.
После окончания машинной обработки и при необходимости в другом инструменте Б шпинделе 7 стойка 3 и головка 5 передвигаются обратно в передаточное положение (фиг. k). Когда они достигают положения перехода инструмента в передаточное положение, движение стойки 3 и головки 5 обуславливают защелкивание держателя 10 инструмента в зажиме 26 на рычаге 15После этого высвобождается зажим держателя инструмента в шпинделе 7, и пневматический цилиндр 39 возвращается в свое исходное положение. Затем пневматические цилиндры 36 и 31 приводятся в действие столько раз, сколько необходимо для индексации магазина 12 на установку следующего заданного инструмента-держателя 10 в положение готовности. Выбранный инструмент-держатель 10 затем передается в шпиндель 7 как это указывалось выше, после чего повторяется цикл обработки на станке.
Формула изобретения
Устройство для автоматической смены инструментов в металлорежущем станке, содержащее магазин инструментов, оси хвостовиков которых перпендикулярно расположены по отношению к оси шпинделя металлорежущего станка, и средства фиксации магазина инструментов и передачи последних из магазина инструментов в шпиндель металлорежущего станка,, отличающее с я тем, что, с целью упрощения конструцкии устройства, средство передачи инструментов из магазина в шпиндель металлорежущего станка выполнено в виде рычагов, каждый из которых шарнирно установлен в магазине инструментов с возможностью поворота в направлении шпинделя металлорежущего станка и снабжен механизмом его поворота, и толкателя, установленного в позиции инструмен 9 6 та на неподвижном основании млгч-зинл с возможностью взаимодействия с механизмами поворота рычагов, причем количество упомянутых рычагов равно числу позиций инструментов в магазине. Источники информации, принятые во внимание при экспертизе 1. Патент США № Зб91б2б, кл. 29-568, опублик. 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| СТАНОК ДЛЯ УСТАНОВКИ ИНСТРУМЕНТА ОТНОСИТЕЛЬНО ЗАГОТОВКИ | 1990 |
|
RU2076020C1 |
| Станок с автоматической сменой инструмента | 1971 |
|
SU442589A1 |
| Шпиндельный щуп | 1978 |
|
SU784745A3 |
| Устройство для автоматической смены инструмента | 1974 |
|
SU500009A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1976 |
|
SU657953A1 |
| Самонаводящееся устройство для обрабатывающих станков | 1976 |
|
SU878184A3 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |



г- 3
/ /
JJ
J/
Фиг.б
902656
BifdA
n /- «
