Предлагается автомат для сборки коллекторов электрических машин небольшой мош,ности, з частности, для машин автотракторного электрооборудования.
Применение предлагаемого автомата позволяет автоматизировать процесс сборки малых коллекторов, производимый в настоящее время вручную, и значительно снизить благодаря этому трудоемкость изготовления коллектора. Отличительной особенностью предлагаемого автомата является выполнггше его основного узла из механизма для захвата комплекта коллекторны.х пластин и миканитовых прокладок, подаваемых из магазинов, и из двух лент для приема комплекта, передвигаюш,ихся ло криволинейны.м направляюшим для придания комплекту цилиндрической формы. Для механизации процесса сортировки и загрузки магазинов коллекторными пластинами предусматривается применение наклонного желоба и поворотного лотка, управляемого фотореле.
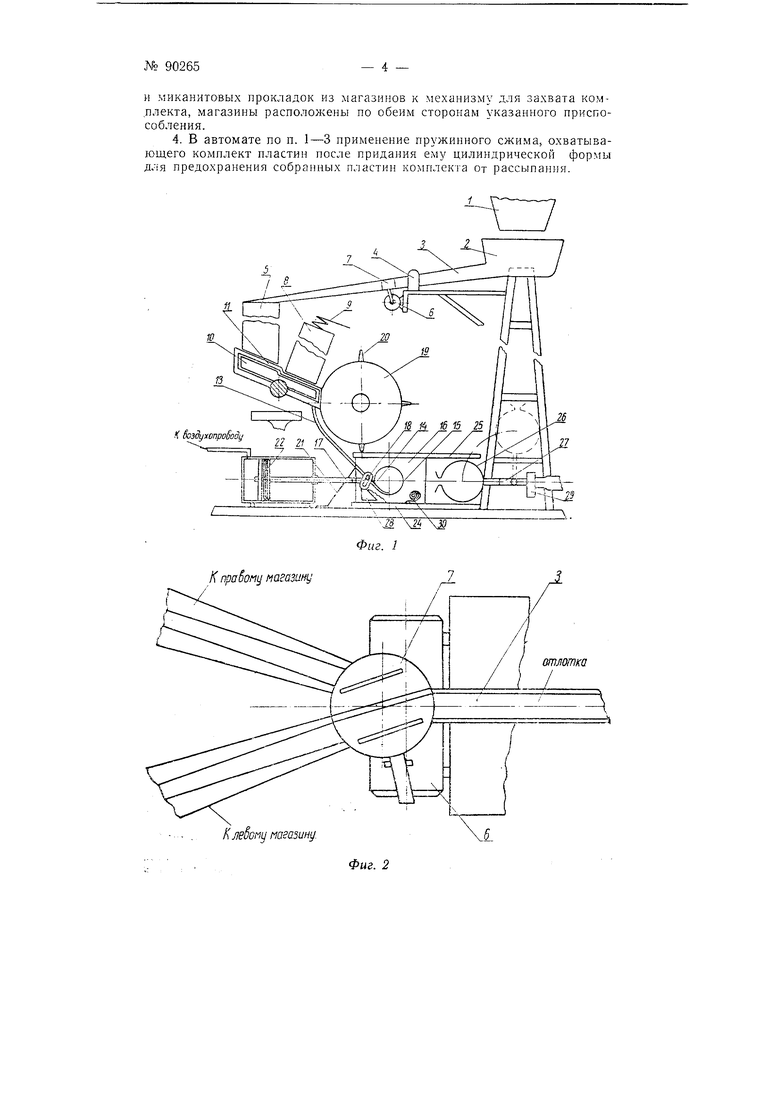
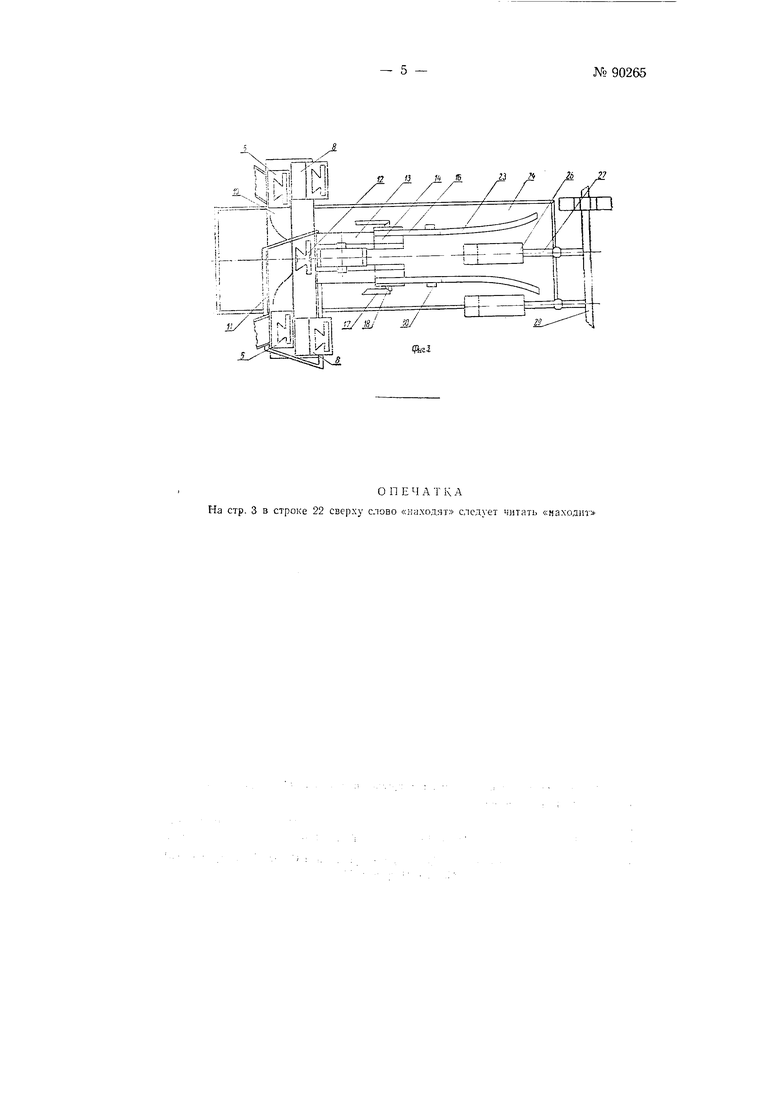
На фиг. 1 изображена общая схема автомата; на фиг. 2 и 3 - эскизы отдельных его узлов.
Л1едиые коллекторные пластины навалом насыпаются в бункер 1 (фиг. 1), который имеет в нижней части отверстие. Благодаря то.му, что бункер все время покачивается, пластины по одной проскакивают в отверстие и падают в приемник 2. Последний представляет собой конус, стенки которого сходятся книзу. Ширина нижней части конуса равна ширине пластины. Эта часть имеет наклон и пластины попадают из нее в наклонный желоб 3, по которому они скользят к фотореле 4.
Здесь пластины, в зависимости от того каким концом они идут вперед, направляются в левый или правый к агазины 5. Для сортировки пластин используется то обстоятельство, что большинство коллекторных пластин имеет несимметрично расположенные «ласточкины хвосты.
Луч света фотореле при одном расположении пластины прерывается, ток в фотоэлементе прекращается, и электромагнит 6 притягивает
поворотный лоток 7 {фиг, 2) з одну сторону, в том случае, если свет не перекрывается пластиной, ток з. электромагнит не идет, и лоток 7 отводит пластину 3 другую сторону.
Автомат имеет четьфе магазина; два для медных пластин и два для миканитовых пластин. Положение пластин в магазинах фиксируется выступами, исключающими перекось, заклинивания и т. п. Пластины ложатся одна на другую и по мере расходования опускаются вниз.
Магазин 8 (фиг. 1) для миканитовых пластин загружается вручную. Так как миканитовые пластины тоньше медных, а магазин для них делается больше, загрузка их производится 3-4 раза в смену рабочим, который одновременно наблюдает за работой автомата. Пластины прижимаются вниз пружиной 9.
Поочередная нодача на сборку пластик меди и миканита, как это требуется для изготовления коллектора, производится на сортировочном столе 10 (фиг, I и 3). Стол имеет наклон 40-25°. По его поверхности ходят ;1апраз.ляю1цне пальцы //, которые могут захватывать одну медную и одну миканнтовую пластину. Промежуток между столом н магазнном как раз равняется толщине плаетины, поэтому пальцы могут захватить только по одной пластине из каждого магазина. Пальцы, захватив пластины, выводят их из-под магазинов, и медная пластина иод действием силы тяжести находит на миканитовую пластину. Это облегчается наличнем выступа одной части стола над другой. Б таком положении пластины попадают в приемник 12, а затем на неподвижную ленту /3.
Когда пальцы // двигаются вдоль стола 10, транспортируя и сортируя пластины, п.ластинь не падают из магазина на стол, так как им мешает спинка пальцев. Только когда пальцы установятся в заднее положение, пластины смогут упасть на стол и при движении пальцев вперед будут ими захвачены.
Наличие двух пар магазинов, расположенных по обеим сторонам приспособления для подачи заготовок, увеличивает производительность сортировки в два раза вследствие устранения холостого хода пальцев в обратную сторону. Из одной пары ; 1агазииов пластины захватываются одними пальцами, а из другой - другими. Они подводят пластины к приемнику с разных сторон.
Приемник 12 выполнен в виде отверстия, имеющего форуму пластины. Это отверстие прикрывается отсечками, не позволяющими пластинам проваливаться. Когда пластины находятся над отверстием, сверху по ним ударяет ударник, движение которому передается через коромысло от направляющих пальцев.
За отсечками расположена неподвижная лента /5 с выступами, имеющими форму выемки «ласточкина хвоста. По этим выступам пластины под действием тяжести перемещаются к подвижной ленте 14.
Подвижная лента„имеет такие же выступы, как и неподвижная, может легко гнуться и перемещаться по криволинейным направляющим пазам 15 в щеках 16, принимая нужную форму. Лента перемещается в направляющих толкателем 17, который упирается в выступ 18, расположенный на ленте. Чтобы пластины не соскочили с ленты, величина свободного пробега делается минимальной, пластины двигаются, плотно прижимаясь друг к другу, и крайняя фиксируетея зубом разъединительного колеса 19.
Ось разъединительного колеса 19 находится в центре окружности, которая образует участок неподвижной ленты, где происходит накапливание прошедших сортировку пластин. Разъединительное колесо имеет несколько зубьев 20, которые входят :лежду пластинами и отделяют нужное на один коллектор количество пластин. Вращение этого колеса стро 2
го связано с движением механизма, производящего сортировку. На колесе имеются выступы, включающие привод механизма, свертывающего подвижную ленту.
После того, как зуб 20 разъединительного колеса освободил пластины, т. е. выщел из зацепления, они под действием силы тяжести устремляются на подвижную ленту 14. При движении положение пластин фиксируется пальцем 21. Палец 21 выполнен в виде пластины, которая под действием веса коллекторных пластин сжимается, а когда они дойдут до конца - выходит из соприкосновения с ними и возвращается в прежнее положение после начала изгиба ленты 14.
Когда пластины попадут на подвилсную ленту, начинает двигаться поршень 22 пневматического привода, который толкает ленту по криволинейным направляющим 15 и изгибает ее в окружность, плотно сжимая пластины, которые образуют цилиндр.
Направляющие 15 находятся в щеках 16, которые перемещаются в направляющих пазах 23 основания 24 и верхней направляющей планки
25.Вначале щеки 16 совместно с лентой 14 двигаются по прямолинейной части паза 23, а затем переходят в криволинейные части и лента выходит из зацепления с пластинами коллектора.
После того как концы ленты 14 сойдутся, движение от порщня будет передаваться щекам 16. Когда последние двигаются по криволинейной части паза 23, на собранные в круг пластины находят пружинный сжим
26,который стягивает пластины, не давая им рассыпаться после того, как лента 14 выйдет из зацепления с ними.
Пружинный сжим 26 имеет форму окружности. Его ножка 27 при помощи выступа 28, расположенного на щеке 16, перегибаться, и одна ее часть становится под прямым углом к другой (пунктир на фиг. 1).
Собранный коллектор вместе с захватом движется по транспортирующему устройству 29 к прессу, где производятся дальнейшие операции.
При движении частей назад новых операций автомат не производит. Щеки 16 двигаются по пазам; разлсимается пружина 30, которая удерживала щеки, когда сжималась лента 14. Подвижная лента 14 соединяется с неподвижной 13, и, если на ней имеется необходимое количество пластин, процесс сборки коллектора начинается сначала.
Привод авто.мата пневматический. Сортировка приводится в движение электродвигателем, работа которого связана с работой основного узла (сортировка прекращается, если части не успели встать в исходное положение, а на неподвилсной ленте уже имеется необходимое количество пластин).
Предмет изобретения
1.Автомат для сборки коллекторов электрических мащин, отли1 ающийся тем, что основной его узел состоит из механизма для захвата комплекта коллекторных пластин и миканитовых прокладок, подаваемых из магазинов, и двух лент для приема комплекта, передвигающихся по криволинейным направляющим для придания комплекту цилиндрической формы.
2.Автомат по п. 1, отличающийся тем, что, с целью механизации процесса сортировки и загрузки магазинов коллекторными пластинами, для подачи последних применены наклонный желоб с поворотным лотком и фотореле, подающие пластины в соответствующие магазины.
3.Автомат по пп. 1, 2, отличающийся тем, что, с целью устраненения холостого хода приспособления для подачи коллекторных пластин
Л« 90265
и миканитовых прокладок из магазинов к механизму для захвата комплекта, магазины расположены по обеим сторонам указанного приспособления.
4. В автомате по п. 1-3 применение пружинного сжима, охватывающего комплект пластин после придания ему цилиндрической формы для предохранения собранных пластин комплекта от рассыпания.
Клеёспу тгазинд.
Фиг. 2