Изобретение может быть применено для сборки пакетов пластинчатых фильтров, применяемых, например, в гидросистемах.
Известные автоматы для штамповки и сборки комплектов пластин бензофильтров и аналогичных наборных систем содержат пресс с прогрессивным штампом и автоматической нодачей ленты и многопозиционный стол с поворотным приспособлением для набора в позиции штамповки одной вырубаемой пластины на два стержня в двух положениях. Однако такие автоматы не позволяют набирать три разных пластины с ориентацией по форме их отверстий на два стержня при штамповке, а также поштучно выдавать три разных пластины с ориентацией по форме их отверстий на сборку вне штамповки. Кроме того, в них не предусмотрены захват и ориентация пластин но форме отверстий на сборке, самоцентрируемая насадка их на стержни, имеюшие отклонение от установочных осей, а также совмещение насадки основной пластины с насадкой скребка и звездочки.
Предлагаемый автомат по сравнению с известными имеет ряд преимушеств: он позволяет собирать пакеты пластинчатых фильтров вне штамповки, имеет простую переналадку на сборку пакетов ряда типоразмеров пластинчатых фильтров и поштучную ориентированную выдачу трех разных пластин на позиции сборки в двух комбинациях, дает возможность производить ориентацию трех разных пластин по форме их отверстий, самоцентрируемый набор комплектов из трех ориентированных пластин в двух комбинациях на стержни двух одновременно собираемых крышек фильтров и совмешенный набор основной пластины с набором скребка и звездочки на два стерл ня каждой собираемой крышки
фильтров.
С целью ускорения сборки пакетов пластинчатых фильтров, механизм насадки автомата снабжен электромагнитными насадочными головками, имеющими самоустанавливающиеся
стерл ни с наружными заборными и внутренними центрирующими конусами, концы которых имеют сечение по форме отверстий, а позиционный стол автомата смонтирован между плитой пресса и станиной механизма поштучной выдачи основных пластин.
Кроме того, механизмы поштучной выдачи скребка и звездочки снабжены стержневыми съемниками, проходящими к пуансонам штампов через отверстия в транспортных линейках
и имеющими сечения заборных частей по форме отверстий скребка и звездочки, магазины механизмов поштучной выдачи основных пластин снабжены составленными из двух частей стержнями, имеющими сечение но форме отнейки указанных механизмов - электромагнитами.
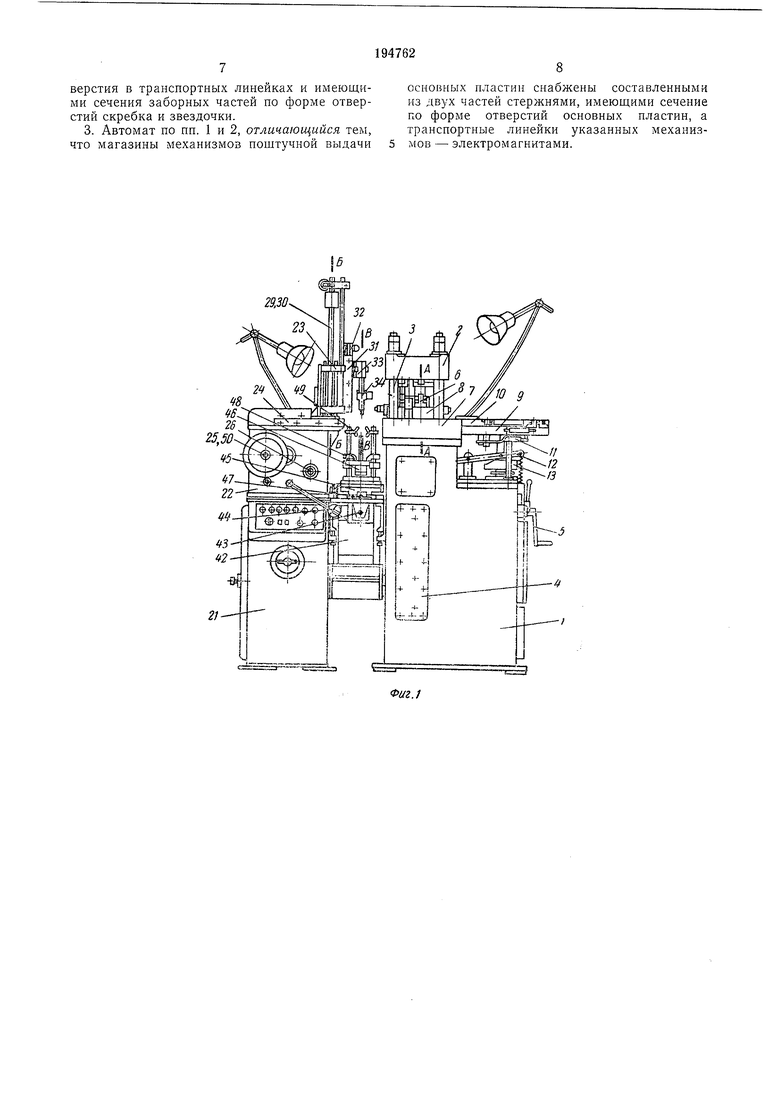
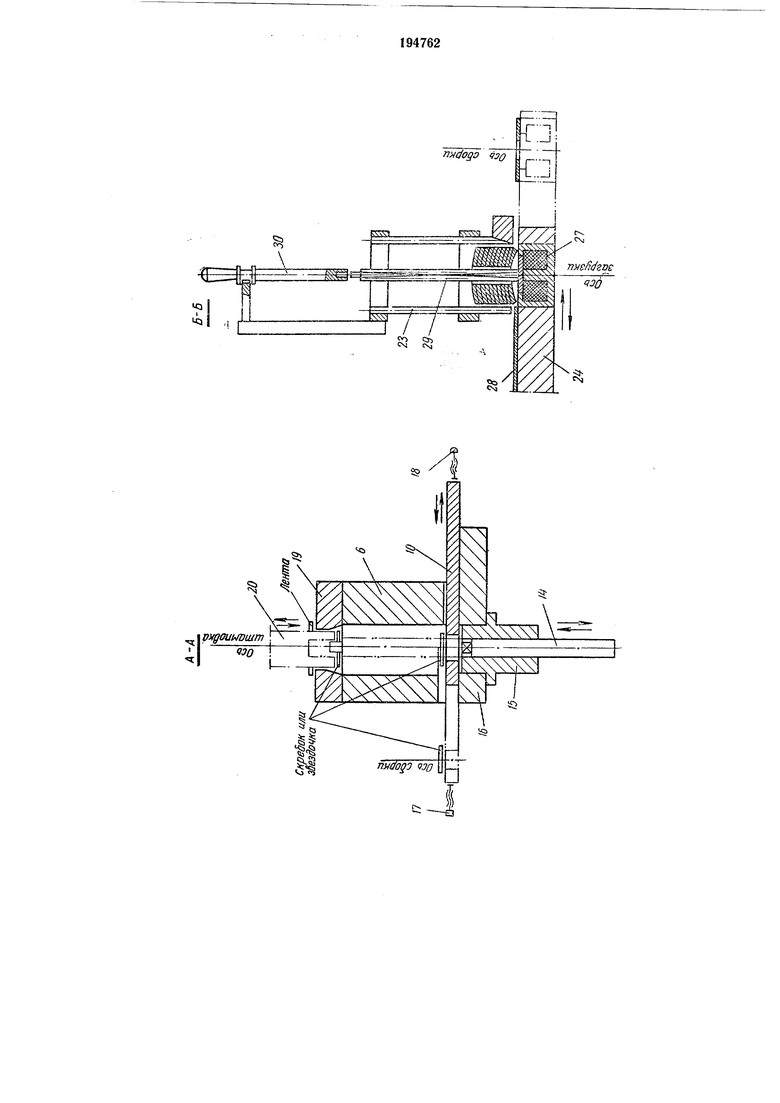
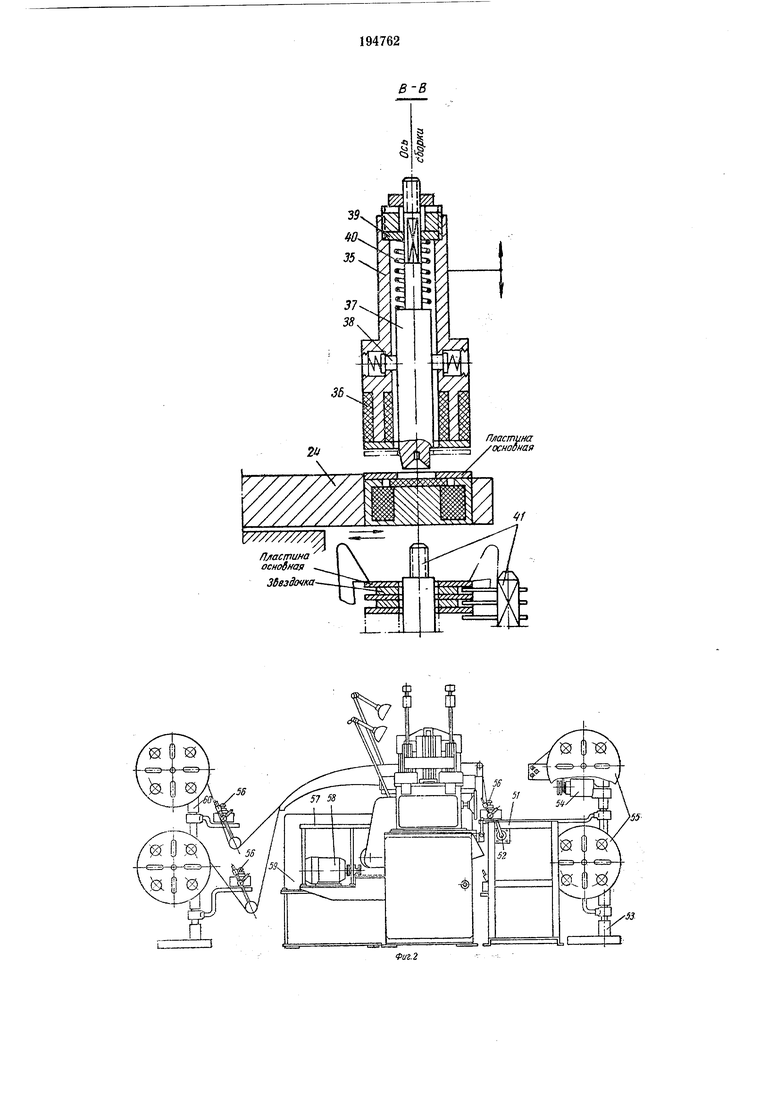
На фиг. I изображен описываемый автомат, вид спереди с сечениями по А-А, Б-Б и В-В; на фиг. 2 - то же, вид сбоку.
На подвижном корпусе пресса / укреплена верхняя плита 2 при помощи четырех колонок 3. Корпус смонтирован на шариковых направляющих 4, расположенных на стенках станины пресса, двигаясь по которым, корпус вызывает точное перемещение плиты 2. При вращении винтовой пары рукояткой 5 корпус и плита перемещаются и тем самым рег)лируют величину углубления пуансонов в матрицы на щтампах 6.
На нижней плите 7 пресса укреплен блок 8 штампов с двумя клещевыми подачами двух лент на штамповку скребка и звездочки. На блоке смонтировано два сменных пакета штампов 6, пуансоны которых находятся на верхней плите 2. Под блоком расположен механизм 9 поштучной выдачи скребка и звездочки с двумя транспортными лииейками JO и кулачковым приводом //, а также рычаг 12 с кулачковым приводом 13, на втором коппе которого щарнирно закреплены два сменных стержневых съе.мника 14 для скребка и звездочки. Съемники заключены в скользящие направляющие двух втулок 15, неподвижно насаженных по осям штамповки скребка и звездочки. Верхние концы втулок служат осями поворота двух направляющих 16 с транспортными линейками 10, при повороте которых устанавливается и регулируется межосевое расстояние осей скребка и звездочки, выданных на сборку, по осям наборных стержней разных типоразмеров крышек фильтров. Два винтовых упора 17 служат для ограничення хода двух линеек 10 на познцню сборки и регулирования осей скребка и звездочки по оси сборки, а два винтовых упора 18 - для ограничения хода линеек JO назад и регулирования осей отверстий, имеющихся на концах линеек, по осям штамповки скребка и звездочки.
Стержневые съемники 14 при помощи кулачкового привода 13 проходят через отверстия в линейках 10, блок 6 и .матрицы 19 к пуансонам 20, забирают при этом вырубленные на проход скребок и звездочку и ориентированно укладывают их на линейки 10, которые передают скребок и звездочку со штамповки на сборку.
На станине 21 укреплен механизм поштучной выдачн основных пластин 22. Он нмеет два сменных магазина 23 и две транспортные линейки 24. Привод последних осуществляется одновременно двумя кулачковыми механизмами (не показаны на чертеже) от главного распределительного вала 25. Поочередный рабочий ход линеек в нечетном цикле на первую, а в четном цикле на третью позиции сборки осуществляется при помощи вспомогательного распределительного вала 26, имеющего скорость вращения в два раза меньшую, чем
скорость вращения главного распределительного вала 25.
Транспортные линейки 24 снабл :ены электромагнитами 27 и зубьями 28 для захвата и распрямления пижних ориентированных пластин из магазинов, а также для поштучного отсекания и ориентированной выдачи их на сборку, а два магазина 23 - составленными из двух частей стержнями 29 и 30, имеющими
сечения но форме отверстия основных пластин. Нижние стержни 29 предназначены для ориентации основных пластин в магазинах, верхние сменные 30 - для ориентированного набора основных пластин на штамповке вне
автомата, а также для ориентированной загрузки магазинов пластинами в процессе работы автомата и фиксации ориентированного положения нижних стержней 29. На корпусе механизма поштучной выдачи
основных пластин 22 укреплен механизм 31 насадки с ползуном 32, траверсой 33 и кулачковым приводом (не ноказан на чертеже) от главного вала 25. На траверсе имеются четыре смежные магнитные головки 34, из которых две крайние, расположенные по осям первой и третьей позиций сборки, предназначены для основных пластин, а средняя, сдвоенная, расноложеппая по осям второй позиции сборки- для скребка и звездочки.
Каждая из четырех сменных магнитных головок имеет корпус 35 с электромагнитами 36 и насадочные стержни 37, свободно размещенные в отверстиях корпусов. Нижние концы стержней 37 самоцентрируются тремя сухарями 38, поджатыми до упора буртиков в корпусе 35 своими пружинами, а верхние концы, с двумя лысками, направляются шайбами 39, зажатыми на корпусах 35. Пружина 40 выдвигает нижние концы стержней 37 из корпуса
35 до упора, регулируемого верхней гайкой. Нижние концы стержней имеют, во-первых, наружные конусы и сечения по форме отверстий пластин для захвата и ориентации этих пластин и, во-вторых, внутренний конус для
самоцентрирования стержней и ориентированных ими пластин на верщины наборных стержней крышек фильтров. Поворотом шайбы 39 регулируется угловое положение нижннх концов насадочных стержней.
Ползун 32 при помощи кулачкового привода (не показан на чертеже) опускает четыре магнитных головки на линейки 10 и 24, выдавшие па сборку комплект из трех пластин первой или второй комбинации, уточняет ориентацию нластин нижними концами стержней 37, забирает комплект нластин электромагнитами 36, поднимает их вверх, а затем опускает магнитные головки вниз, самоцентрируя стержни 37 внутренни.ми конусами на вершины наборных стержней 41 дв)х собираемых крышек фильтров. При этом стержни 41 утапливают стержни 37 в корпусы 35 головок, а ориентированные пластины, удерживаемые электромагнитами .б , насаживаются на
ползун поднимает магнитные головки в исходное положение.
Между прессом 1 и станиной 2} укреплен двухпозиционный стол 42, который имеет цилипдр гидропривода 43, быстродействующий зажим 44 для крепления и фиксации положения смеиных приспособлений 45 с двумя крышками 46 фильтров и два винтовых упора 47 для регулирования конечных ходов стола с шагом, равным межосевому расстоянию двух собираемых крышек фильтров, с целью образования ими трех позиций сборки. Сменные приспособления снабжены быстродействующими зажимами 48 двух крышек фильтров и крючками 49 для удержания основных пластин. Главный вал 25 имеет маховичок 50 ручного привода автомата при наладке.
Спереди автомата размещены стол 51 для установки приспособления и загрузки его на двухпозиционный стол автомата, крап 52 ручного управления двухпозиционным столом и механизм 53 разматывания двух лент с двумя электродвигателями 54, двумя бухтами 55 лент и двумя механизмами 56, следящий за равномерным натяжением лент, подаваемых на щтамповку скребка и звездочки.
Сзади автомата расположены стол 57 для разгрузки приспособлений с собранными пакетами фильтров, электропривод 58 главного распределительного вала, насосная станция 59 гидропривода и механизм 60 наматывания отходов двух лент аналогичной конструкции с механизмом разматывания.
За одип оборот главного распределительного вала осуществляется один цикл и укладывается один комплект из трех пластин на стержни двух одновременно собираемых крышек фильтров. Сборка пакетов начинается и заканчивается основной пластиной, поэтому в первом, нечетном, цикле на первую, а в последнем, четном, цикле на вторую крышки фильтров укладывается только по одной основной пластине. Цикл начинается с нулевого положения распределительного вала в следующем порядке. Пресс 1 штампует на проход скребок и звездочку в каждом цикле, кроме первого и последнего, и подает две ленты на щтамповку. Два стержневых съемника 14, поднимаясь вверх, забирают с пуансонов 20 скребок и звездочку и при опускании вниз ориентированно укладывают их на две транспортные линейки 10, которые совершают ход вперед и выдают скребок и звездочку на вторую (среднюю) позицию сборки в каждом цикле, кроме первого и последнего. Одновременно две транспортные линейки 24 механизма пощтучной выдачи основных пластин захватывают и распрямляют электромагнитами 27 нижние основные пластины. В нечетном цикле первая линейка 24 соверщает ход вперед, отсекает одну основную пластину из магазина 23 и ориентированно выдает ее на первую позицию сборки. В четном цикле вторая линейка 24 отсекает из магазина 23 одну основную пластину и ориентированно выдает ее
на третью позицию сборки, образуя со скребком и звездочкой две комбинации комплектов из трех пластии. Механизм 31 насадки опускает четыре магнитных головки 34 на транспортпые линейки 10 и 24, забирает при этом комплект из трех пластин в нечетном цикле первой, а в четном цикле второй комбинации, уточняет ориентацию пластин по форме отверстий, поднимает вверх и проверяет электроконтактным способом правильность взятого комплекта. В это время транспортные линейки 10 и 24 отходят обратно, двухпозиционный стол 42 перемещает две крышки 46 на первую и вторую позиции сборки. Магнитные
головки 34 совершают ход вниз и своими насадочными стержнями 37 самоцентрпруют и насаживают комплект из трех пластин на стержни 41 двух собираемых крышек фильтров, причем в нечетном цикле - основную
пластину на первую, а скребок и звездочку - на вторую крышки фильтров, в четном цикле - основную пластину на вторую, а скребок и звездочку - на первую крышку фильтра и образует при этом совмещенную насадку основной пластины между скребком и звездочкой на два стерл ня каждой собираемой крыщки фильтров, т. е. комплект из трех пластин на два стержня крышки фильтра. После насадки пластин магнитные головки поднимаются вверх и реле счета импульсов считает законченный нечетный цикл.
Четный цикл протекает в той же последовательпости, что и нечетный, только двухпозиционный стол перемещает две крыщки на
вторую и третью, а основная пластина выдается на третью позиции сборки.
Предмет изобретения
1.Автомат для сборки пакетов пластинчатых фильтров, содержащий пресс с установленными на его нижней плите универсальным блоком штампов с механизмом подачи лент к
штампу и механизмом поштучной выдачи скребка и звездочки с двумя транспортными линейками, механизм поштучной выдачи основных пластип, механизм насадки, а также позиционный стол со сменными приспособлениями для закрепления крыщек фильтров, отличающийся тем, что, с целью ускорения сборки пакетов пластинчатых фильтров, механизм насадки автомата снабжен электромагнитными иасадочными головками, имеющими
самоустанавливающиеся стержни с наружными заборными и внутренними центрирующими конусами, концы которых имеют сечение но форме отверстий, а позиционный стол автомата смонтирован между плитой пресса и
станиной механизма поштучной выдачи основных пластин.
2.Автомат по п. 1, отличающийся тем, что механизмы поштучной выдачи скребка и звездочки снабжены стержневыми съемниками,
верстия в транспортных линейках и имеющими сечения заборных частей по форме отверстий скребка и звездочки.
3. Автомат по пп. 1 и 2, отличающийся тем, что магазины механизмов поштучной выдачи
основных пластин снаожены составленными из двух частей стержнями, имеющими сечение по форме отверстий основных пластин, а транспортные линейки указанных Л1еханизмов - электромагнитами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| АВТОМАТ ДЛЯ РАСФАСОВКИ И УПАКОВКИ В ТАРУ СЫПУЧИХ МАТЕРИАЛОВ | 1971 |
|
SU315652A1 |
| Способ сборки и упорядоченной укладки изделий в пакет и устройство для его осуществления | 1983 |
|
SU1242323A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
рядоимзшт I ;
