Известны способы применяемые is прокатно-вол;)чнльном производстве, когда правка изделий осуш,ествляется путем гибки (И растяжения их на правильных и растяжных машинах. Однако эти способы не обеспечив-ают необходимой производительности и высокого качества правки профиле.
Отличительная особенность предлагаемого способа правки состоит в том, что в целях обеспечения более производительной i качественной правки профилей постоянного а переме пюго сечении, ее пр0 1зводят непосредственно на волочильных станках с применер ем правильного ролика, передающего на выпрял ляемы ;1 профиль усилие, соответствующее размеру и форме выпрямляемого профиля. Ролик располагается между матрипей 1или валками и кареткой волочильного стана, или др гим натяжным ;механизмом и снабжен мexaн змo нодъема и опускания его.
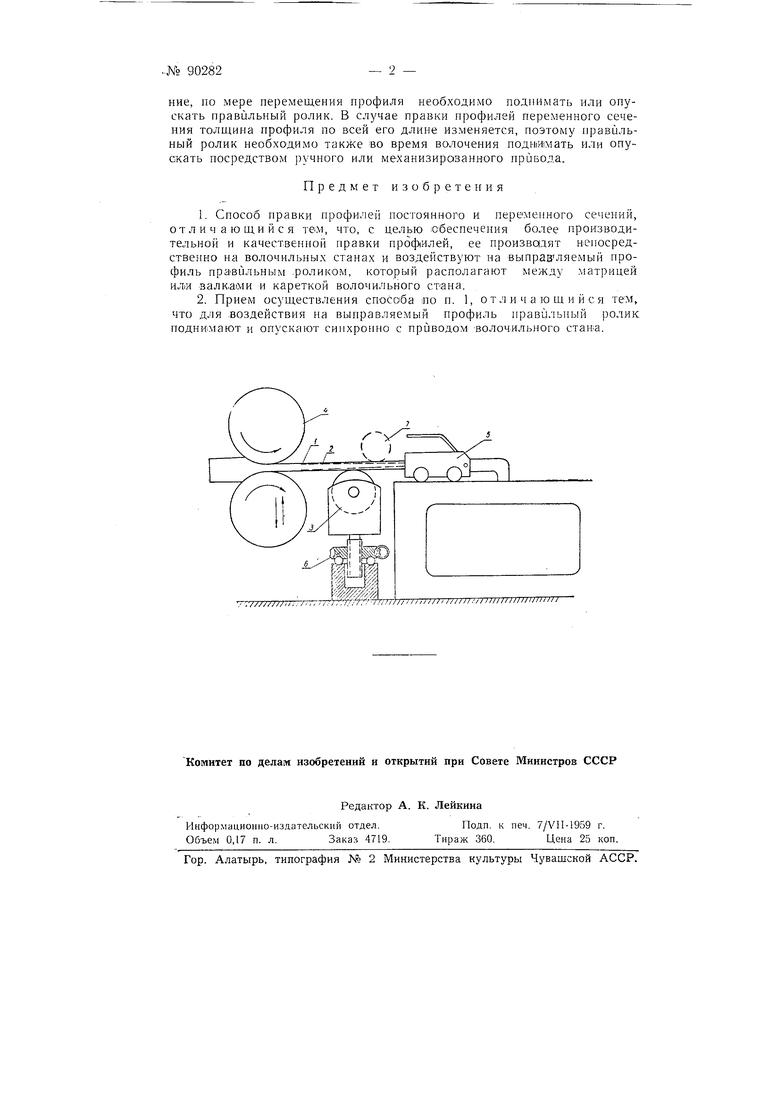
На чертеже изо-бражено устройство, с помощью которого осуществляется способ правки профилей. На выпрямляемый профиль постоянного или переменного сечения 1 и 2 воздействуют пра шльнь м роликом 3, который располагается между матрицей 4 или валками и кареткой 5 волочильного стана, что обеспечивает более производ 1тельную и качественную правку профилей. Пр1авйль 1Ы ролик 5 поднимается и опускается s процессе правки синхронно с приводом б волочильпого стана, обеспечивая образом воздействие на выправляемый профиль, передавая необходимое усилие на данное сечение профиля. Над основным правильным роликом 3 установлю до1юл тельньп 1 ролик 7.
В случ1ае правки профилей постоянного сечения расстояние между правильным роликом и кареткой во время волочения изменяется, поэтому изменяется и величина пластического изгиба, в этом случае профиль не по всей длине получается прямым. Чтобы устран/ить это явление, по мере перемещения профиля необходимо поднимать или опускать правильный ролик. В случае правки профилей переменного сечения толщина профиля по всей его длине изменяется, поэтому правильный ролик необходимо также во время волочения поднимать нлн опускать посредством ручного или механизированного привода.
Предмет изобретения
1.Способ правки профилей постоянного и переменного сечений, отличающийся тем, что, с целью 1абеспечепия более производительной и качественной правки проф|илей, ее производят непосредственно на волочильных станах и воздействуют на выпразляемый профиль пра-вйльным роликом, который располагают между матрицей ИЛ1И валками и кареткой волочильного срана.
2.Прием осуществления способа по п. 1, отличающийся тем, что для .воздействия на выправляемьн профиль правильный ролик подни мают и опускают синхронно с приводом волоч:Ильного стан1а.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| Поточная линия изготовления изделий | 1989 |
|
SU1785454A3 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Устройство для упаковки пакетов штрипсов | 1959 |
|
SU130833A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
