Известные устр.ойсгва для упаков-ки пакетс-в штрилсов выполнены в Виде самостоятельных механизмов, устанавливаемых на станах три помощи отдельных электронрИводо в, в том числе для механизма, закручивающего провюяоку.
В предлагаемом устройстве д.1я упаковки пакето в штрипсоз в качестве привода используется движение реек клинкеншлеппера, а для скрепления увязочных концов - контактная сварка концов проволок1. Устройство механизирует увязку пакетов на холодильнике стана «ЗОО-,
Вязальное устройст1во состоит Из механизмов: подачИ, правки н рубки Вязальной катанки; ф01рмоВКИ скрепки из отрубленного куска катанки; передачи движения от рейки к-чинкеншлеппера к механизму подачи, рубки, формовки и сварки скрепки из катанки; сварки концов скрепки из катанки на пакете штрИ1Псо1В.
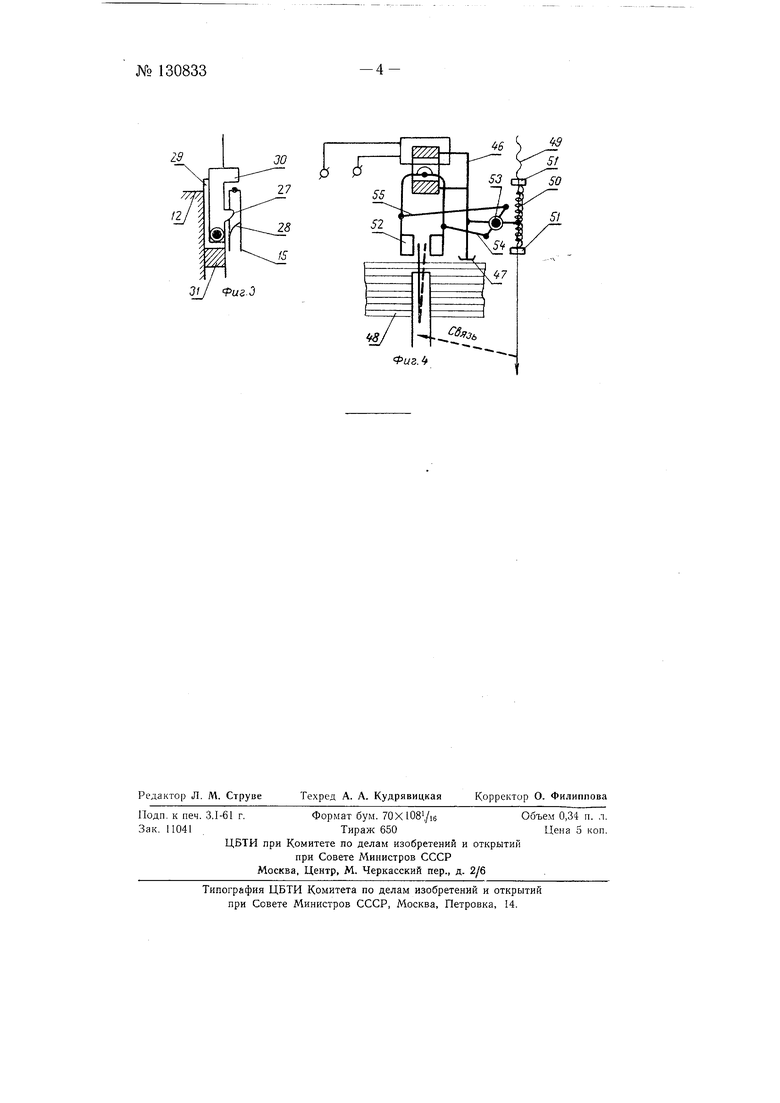
На фиг. 1 показана кинематическая схема механизмов подачи, правки и рзбки вязалБной катанки и передачи движения к нему от рейки клдаикеншлеппера; на фиг. 2 и 3 - кинематические схемы механизма формовки скрепки из отрублениого куска катанки; на фиг. 4 - с.хема сварки концов скрепки из катанки на пакете штриис0 в.
Механизм подачи, правки и рубкн катанки на мерные длины состоит из каретки-лолзуна /, направляющих 2, поворотного стакана 3 с каналом для катанки А, одноплечего рычага 4, тяги 5, ножниц 6, коленчатого рычага 7, упора 8, винтов 9, правильных роликов 10, ipa-мы 11.
Механизм фо|р1мовки скрепки состоит из корпуса 12, неподвижного пуансона 13 с выступами 14, матрицы /5, гибочных губок 16 и 17, поров 18 и 19, ограничителей 20 и 21, выступов 22, пружин 23, Направл ЯЮщих линеек 24 и 55, канавок 26, кулачков 27, детал1И 28 со скосом. В верхней части решетки под пакетом штрипсов установлен второй гибочный подвижной пуаисон 29, губки 30 которого шарнирно укреплены на ползуне 31. Ползун 31 и матрица 15 связаны между собой канатико.м, перекинутым через блок. Ползун получает движение через палец 32, тягу 33 и шарнир 34 от рычага 35, щарнирно укрепленного на опоре 36 в передней стенке фундамента клинкеншлеппера. Рычаг 55 приводит в движение пуансоны через тягу 57, 5с и коленчатый рычаг 7, закреп№ 130833-2ленный в СТОйке 39, устайозленной на фундаменте клинкеншлегшеров. На рычате 7 укреплена траверса 40, через отверстие в которой проходит тяга 41 1C гайками 42. Другим концом тяга 4} через 43 и стойку 44 связана с подвижной рейкой 45 клиикеншлеппера, от которой и получает ДВиженне и хсилие, необходимое для работы вязального устройст1ва.
Механизм сварки концов скрепок состоит из сва:роч«сго трансформатора, укрепленного на каркасе 46, который леремешается вертикально и садится башмаком 47 на пакет штрипсов 48. Тяга 49, пружина 50, гайки 5/, связанные с ползуном 31, обеспечивают движение трансфорMHTOipa к пакету штрИпсов. Закрытие и сжатие сварочных губок 52 осуществляется также через тягу 49, пружину 50, рычаг 55 и тяги 54 я 55 губокПри сталкивании пакета штрипсов с рольганга на решетку рейка 45 тминкеншлеппера увлекает в напра1влепии стрелки Т тягу 41 При этом упорная тайка перемещает траверсу 40, которая и новорачивает коленчатый )ычаг 7. Рычаг 7 через шарнир 56, тягу 5 и рычаг 4 приводит во вращение стакан 3 с губкой ножниц б , защемляет и прижимает катанку к неподвижному ножу ножниц в канале Р ползуна каретки / и перемещает ее вместе с защемленной катан«ой по нанравляющ,ей 2.
Перемещение катанки и каретки 1 происходит до тех пор, пока каретка не вс1ретит на своем пути упор t. Поступательное движение каретки .прекращается и тяга приводит рычаг и стакан с ножницами во вращательное движение, перерезая этим катанку, после чего рычаг 7 достигает вместе с рейкой 45 своего крайнего правого положения. При обратном движении рейки 45 рычаг 7 также соверщает обратный путь. При это.м конец выправленной катанки проходит между ножами ножниц 6 на длину, необходимую для изготовления скренки для пакета щтрипсов. Длина регулируется положением гаек 42 на тяге 41 н положением упора 8 на винтах направляющей 2.
При формовке скрепки для пакета штрипсов отрубленный кусок катанки А под действием силы своего веса попадает на губки упоров IS и 19, располагаясь в канавке 26. В это время ползуп 31 с выступами 14 находится в крайнем верхнем положении, а матрица 15-в крайнем нижнем положении, что соответствует крайнему левому положению рейки 45 клинкеншлеппера. При рабочем ходе рейки 45 и движении коленчатого рычага 7 второе его плечо шарниром 38 и тягой 37 передает гайками 57 движение на траверсу 58, которая перемещает рычаг 35. Рычаг 55, поворачиваясь на шарнире 34 опоры 36, тягой 55 сообщает через палец 52 поступательное движеиие ползуну 31 и выступам 14 пуансона 13. Ползун 31 посредством капата, перекинутого через блок для перемены направления движения, передает движение матрице 15.
При движении вниз выступы 14 нажимают на катанку А, лежащую в канавках 26, и сгибают ее. При дальнейщем движении выступы 14 нажимая через катанку на упоры 18 и /,. сжимают пружину 23. При этом матрица 15 деталью 28 со скосом встречает кулачок 27 и отклоняет выступы 14, освобождая проволоку для движения вверх по паправляющим 24 и 25. Упоры 18 и 19 при этом возвращаются пружинами 23 вверх до ограничителей 20 и 21. Достигнув губок 30 пуансона 29, матрицы 15 сгибают скобку (как показано жирными линиями на фиг. 2). При дальнейшем движении скос детали 28 матрицы 15 встречает кулачок 27 и отводит тубки 30 в сторону, при этом скоба перемещается вверх до встречи с низом пакета щтрипсов 48. После этого плоскостями губок 17 скобка огибает пакет и приобретает законченную форму «С. При этом перемещении тяга 49, связанная с ползуном 5/ канатом, опускает сварочный трансформатор на пакет щтрипсов и сжимает его бащмаком 47. После этого тяга 49, сжимая пружипы 50, гайками 51 поворачивает трехплечий рычаг 55. Рычаг тягами 54 и 55 сжимает губки 52 сварочного трансформатора. При достил ении определенной силы сжатия сварочными губками концов катанки скреики в месте сваривания замыкается контакт на пружинах 50, который и дает импульс на реле времени для включения тока в первичную цепь трансформатора для сварки. По истечении 1-3 сек. реле времени отключает цепь катушки управления контактором, подающим ток на трансформатор.
Механизм формовки и сварочный трансформатор при повторном рабочем ходе рейки 45 (в крайнее ее.правое положение) возвращаются в исходное положение. Формовка и сварка скрепок на пакете осуществляются при обратном ходе рейки 45 в крайнее ее левое положение и к момент ее покоя.
Предмет изобретения
Устройство для упаковки пакетов штрипсов, отличающееся |ем, что, с целью механизации увязки пакетов на холодильнике, применен механизм передачи движения от рейки клинкеншлеппера к механизмам подачи, рубки, формовки и сварки скрепки из катанки на пакете штрипсов.


| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания контейнеров из рукавного термопластичного материала | 1973 |
|
SU473644A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Устройство для формирования и упаковки в эластичную пленку пакета предметов | 1982 |
|
SU1041422A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |