(54) ШТАМП ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПЛОСКОЙ ЗАГОТОВКИ ПУТЕМ БЕЗОТХОДНОЙ РАЗРЕЗКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
1
Изобретение относится к области холодной штамповки листового материала, а именно к безотходной разрезке материала.
Известен штамп, содержащий подвижную и неподвижную плиты, матрицу, пуансон и прижим 1.
Недостатком его является невозможность изготовления деталей типа секторов колец.
Ближайшим по совокупности существенных признаков и достигаемому эффекту является штамп для получения деталей из плоской заготовки путем безотходной разрезки, содержащий неподвижную плиту с расположенными на ней оснащенными режущими кромками чередующимися подпружиненными и неподвижными относительно нее секциями режущего инструмента, а также содержащий подвижную плиту с расположенными на ней и также оснащенными режущими кромками секциями, жестко связанными с этой плитой и установленными яад подпружиненными секциями, закрепленными на неподвижной плите, и подпружиненными секциями, расположенными между жестко установленными секциями 2.
Недостатком известного штампа является то, что на нем нельзя изготовлять детали с замкнутым контуром.
Цель изобретения - обеспечение безотходного изготовления деталей типа кольцевых секторов.
С этой целью штамп, содержащий неподвижную плиту с расположенными на ней оснащенными режущими кромками чередующимися подпружиненными и неподвижными относительно нее секциями режущего инструмента, а также содержащий подвижную плиту с расположенным на ней и также оснащенными режущими кромками секциями, жестко связанными с этой плитой и установленными над подпружиненными секциями, закрепленными на неподвижной плите, и подпружиненными секциями, раположенными между жестко установленными секциями, рабочий инструмент, расположенный на каждой из плит, ограничен с внутренней и наружной сторон
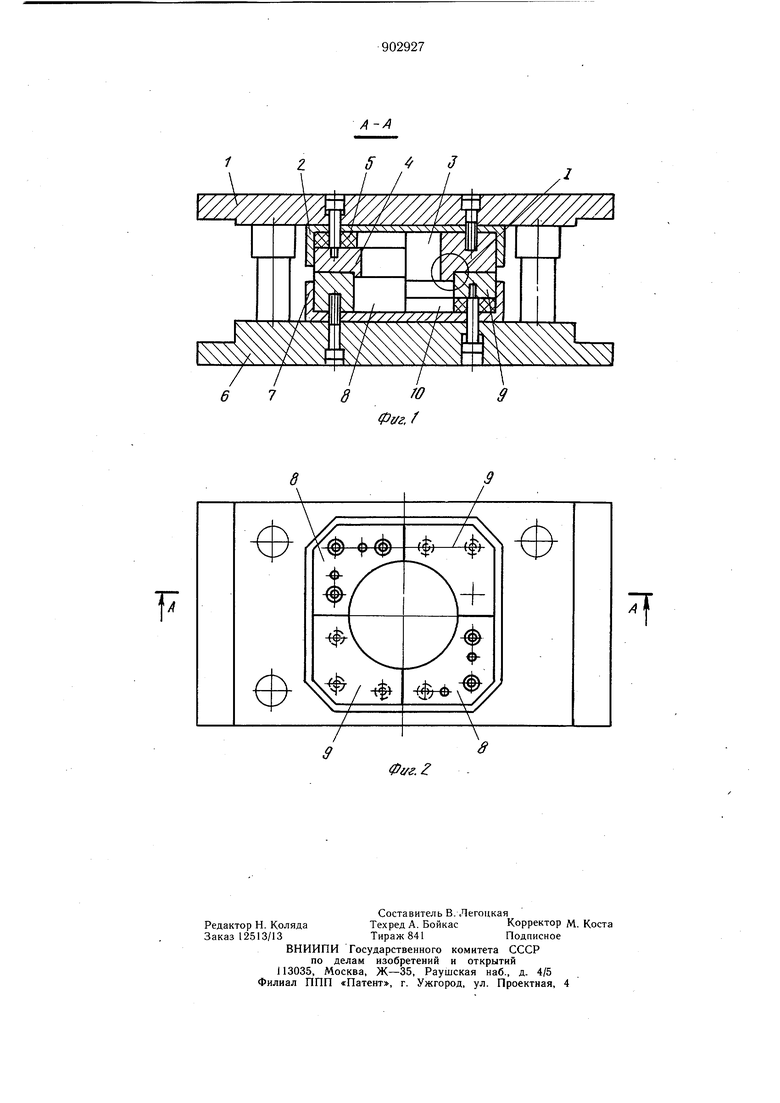
20 замкнутым контуром, каждая секция выполнена в виде кольцевого сектора, плоскости разъема секций расположены вдоль радиусов инструмента, а режущие кромки расположены по плоскостям разъема, внутреннему и наружному контурам. На фиг. 1 изображен предлагаемый штамп; на фиг. 2 - нижняя часть штампа в плане. Штамп состоит из верхней плиты 1, на которой закреплена верхняя обойма 2. В обойме 2 размещены две жестко закрепленные секции 3 и две подпружиненные секции 4 пуансона, являющиеся прижимамивыталкивателями. Между подпружиненными секциями 4 и обоймой 2 установлены два эластичных буфера 5, служащих для прижима и выталкивания заготовки. К нижней плите 6 прикреплены нижняя обойма 7, в которой размещены две жестко закрепленные секции 8 и две подпружиненные секции 9 матрицы, являющиеся прижимами-выталкивателями. Между подпружиненными секЦИЯМИ 9 и обоймой 7 установлены два эластичных буфера 10, служащие для прижима и выталкивания деталей. Подпружиненные секции 9 матрицы расположены на одной оси с неподвижными секциями 3 пуансона, а неподвижные секции 8 матрицы - на одной оси с подпружиненными секциями 4 пуансона. При ходе ползуна пресса вниз подпружиненные секции 4 и 9 пуансона и матрицы прижимают заготовку к неподвижным секциям 3 и 8 за счет усилия сжимаемых эластичных буферов 5 и 10. При последующем движении ползуна вниз режущие кромки неподвижных секций 3 пуансона совмещаются с режущими кромками неподвижных секций 8 матрицы, при этом происходит разрезка зажатой между подпружиненными секциями 4 и 9 и неподвижными секциями 3 и 8. заготовки. При ходе ползуна вверх происходит выталкивание готовых деталей подпружиненными секциями 4 пуансона и 9 матрицы за счет усилия сжатых эластичных буферов 5 пуансона и 10 матрицы. Технические преимущества изобретения заключаются в обеспечении безотходной разрезки заготовки, упрощении конструкции штампа и снижении трудоемкости его изготовления. Общественно полезным преимуществом изобретения является экономия листового материала и уменьшение затрат на изготовление штампа. Формула изобретения Штамп для получения деталей из плоской заготовки путем безотходной разрезки, содержащий неподвижную плиту с расположенными на ней оснащенными режущими кромками чередующимися подпружиненными и неподвижными относительно нее секциями режущего инструмента, атакже содержащий подвижную плиту с расположенными на ней и также оснащенными режущими кромками секциями, жестко связанными с этой плитой и установленными над подпружиненными секциями, закрепленными на неподвижной плите, и подпружиненными секциями, расположенными между жестко установленными секциями, отличающийся тем, что, с целью обеспечения безотходного изготовления деталей типа кольцевых секторов, рабочий инструмент, расположенный на каждой из плит, ограничен с внутренней и наружной сторон замкнутым контуром, каждая секция выполнена в виде кольцевого сектора, плоскости разъема секций расположены вдоль радиусов инструмента, а режущие кромки расположены по плоскостям разъема, внутреннему и наружному контурам. Источники информации, принятые во внимание при экспертизе 1.Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки. М. ,. «Мащиностроение, 1972, с. 199, фиг.168. 2.Авторское свидетельство СССР № 239192, кл. 7 С 10, 19.10.67 (прототип).
