(5) ЗАГОТОВКА ТВЕРДОСПЛАВНОГО СЕКТОРА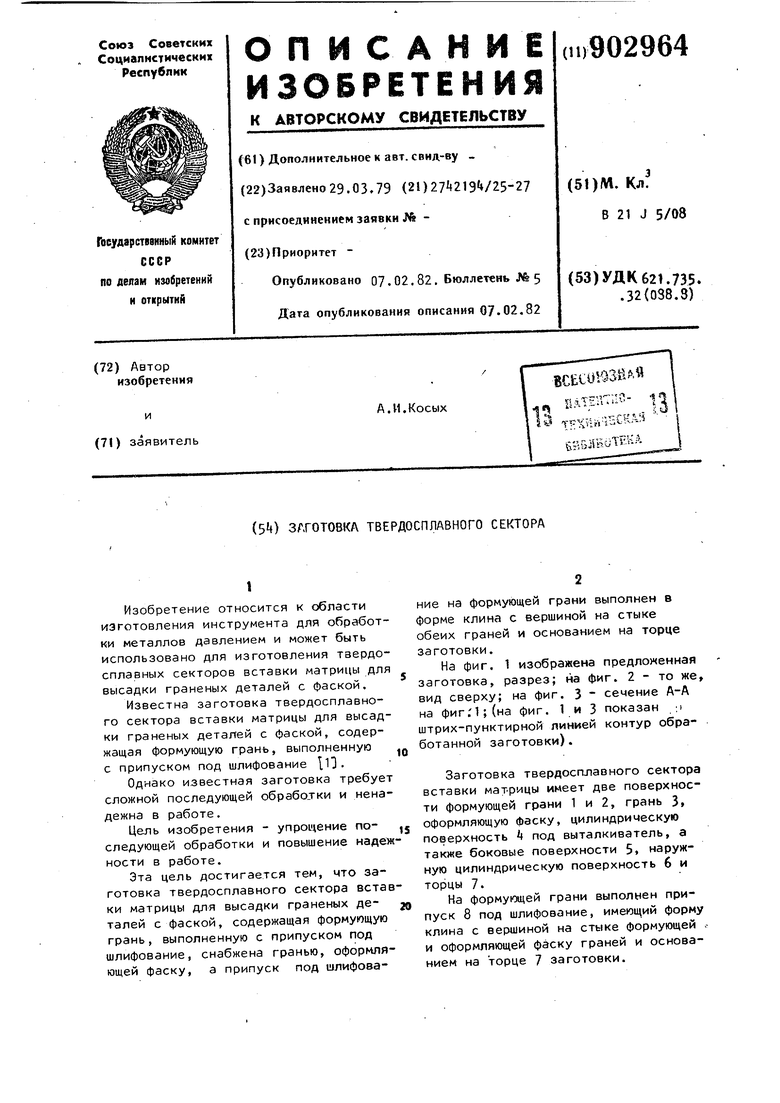
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245209C1 |
| Крепежное изделие с многогранной головкой | 1976 |
|
SU912959A1 |
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1990 |
|
SU1773540A1 |
| Матрица для высадки | 1976 |
|
SU608596A1 |
| Твердосплавная матрица для высадки граненых изделий | 1974 |
|
SU489576A1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ СМЕСЕЙ | 1994 |
|
RU2082557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1989 |
|
SU1690930A2 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
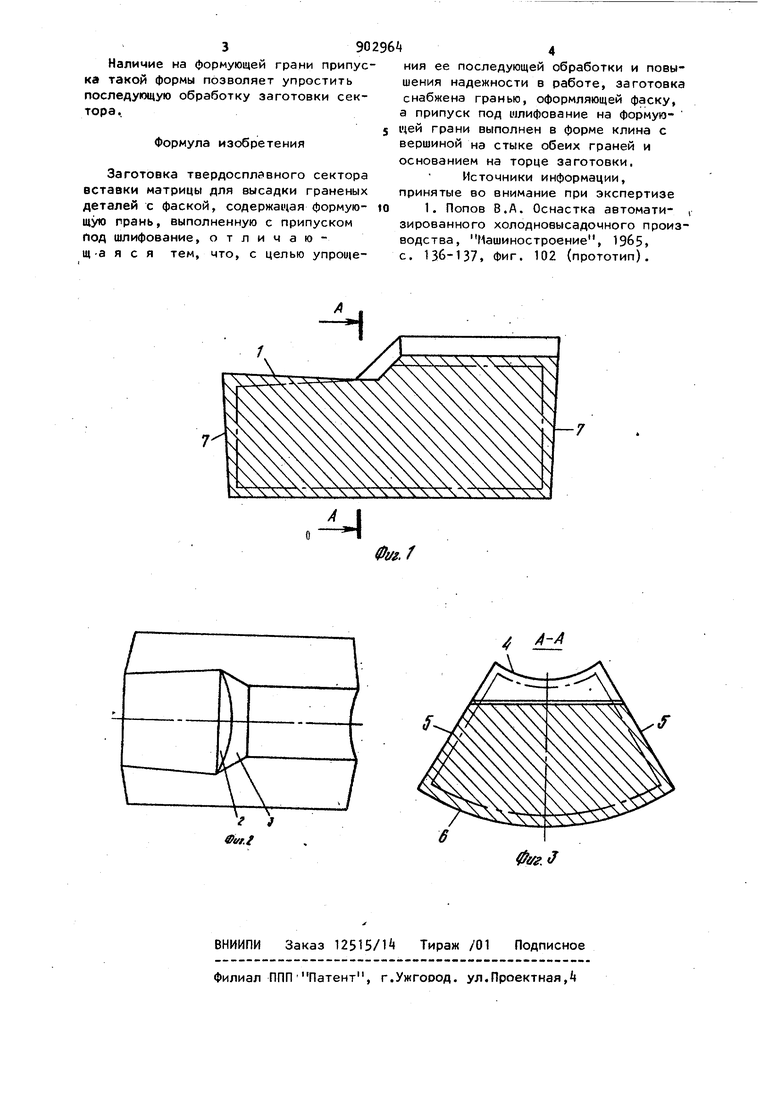
Изобретение относится к области изготовления инструмента для обработки металлов давлением и может быть использовано для изготовления твердосплавных секторов вставки матрицы для высадки граненых деталей с фаской. Известна заготовка твердосплавного сектора вставки матрицы для высадки граненых деталей с фаской, содержащая формующую грань, выполненную с припуском под шлифование 11, Однако известная заготовка требует сложной последующей обработки и ненадежна в работе. Цель изобретения - упро1цение последующей обработки и повышение надеж ности в работе. Эта цель достигается тем, что заготовка твердосплавного сектора встав ки матрицы для высадки граненых деталей с фаской, содержащая формующую грань, выполненную с припуском под шлифование, снабжена гранью, оформляющей фаску, а припуск под шлифование на формующей грани выполнен в форме клина с вершиной на стыке обеих граней и основанием на торце заготовки. На фиг. 1 изображена предложенная заготовка, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 сечение А-А на фиг.1;(на фиг. 1 и 3 показан м штрих-пунктирной линией контур обработанной заготовки). Заготовка твердосплавного сектора вставки матрицы имеет две поверхности формующей грани 1 и 2, грань 3, оформляющую фаску, цилиндрическую поверхность под выталкиватель, а также боковые поверхности 5 наружную цилиндрическую поверхность 6 и торцы 7. На формующей грани выполнен припуск 8 под шлифование, имеющий форму клина с вершиной на стыке формующей .и оформляющей фаску граней и основанием на торце 7 заготовки.
Наличие на формующей грани припуска такой формы позволяет упростить последующую обработку заготовки сектора ..
Формула изобретения
Заготовка твердосплавного сектора вставки матрицы для высадки граненых деталей с фаской, содержащая формующую грань, выполненную с припуском Под шлифование, отличаю щ-а я с я тем, что, с целью упрощеНИИ ее последующей обработки и повышения надежности в работе, заготовка снабжена гранью, оформляющей фаску, а припуск под шлифование на формующей грани выполнен в форме клина с вершиной на стыке обеих граней и основанием на торце заготовки.
Источники информации, принятые во внимание при экспертизе
40Уг.
