(54) КРЕПЕЖНОЕ ИЗДЕЛИЕ С МНОГОГРАННОЙ ГОЛОВКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
1
Изобретение относится к машиностроеНРГЮ.
Известны крепежные изделия с многогранной боковой поверхностью (шестигранной и квадратной), например болты, винты и гайки, имеющие на торце круговую наружную фаску 1, 2 и 3.
Выполнение на торце такого крепежного изделия круговой фаски обеспечивает технологичность конструкций крепежных изделий при изготовлении их точением или высадкой на 4-хпозиционных гаечных автоматах, в которых шестигранник оформляется в одной шестигранной матрице из «бочонка с фасками, полученного на предыдуших позициях автомата; при высадке болтов и винтов с,предварительной круглой головкой и последующей обрезкой на шестигранник.
В последние годы широкое распространение находит прогрессивная технология изготовления крепежных изделий. Высадка гаек производится на 5-и позиционных гаечных автоматах, в которых оформление шестигранника и фаски происходит постепенно в четырех позициях автомата инструментом
со сложными формообразующими поверхностями, образованными шестигранником пере.ходящим на конус, изготовление которого представляет большие трудности, в особенности из твердого сплава. Высадка болтов
5 и винтов производится без обрезки на шестигранник на многопозиционных автоматах, в которых оформление шестигранной головки и фаски производится инструментом с такими же сложными формообразующими
,Q поверхностями, что и для высадки гаек. Сложность и нетехнологичность конструкций инструмента по новой прогрессивной технологии высадки обусловлены наличием на торце крепежных изделий наружной круговой фаски.
15 Цель изобретения - повыщение технологичности конструкций крепежных изделий с многогранной головкой при изготовлении их методом высадки.
Указанная цель достигается тем, что наружная фаска выполнена в виде усеченной многогранной пирамиды.
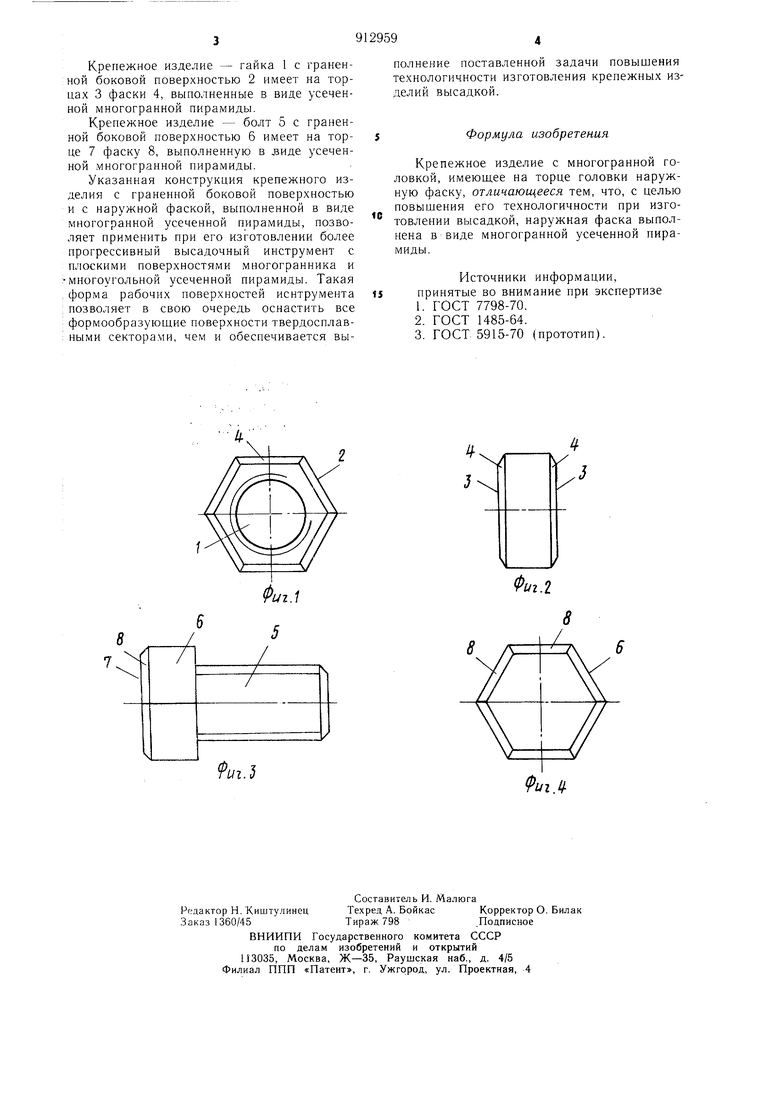
На фиг. 1 изображена шестигранная гайка в плане; на фиг. 2 - гайка, вид слева; на фиг. 3 - болт, вид в плане; на фиг. 4 - болт, вид слева.
Крепежное изделие - гайка 1 с граненной боковой поверхностью 2 имеет на торцах 3 фаски 4, выполненные в виде усеченной многогранной пирамиды.
Крепежное изделие - болт 5 с граненной боковой поверхностью 6 имеет на торце 7 фаску 8, выполненную в виде усеченной многогранной пирамиды.
Указанная конструкция крепежного изделия с граненной боковой поверхностью и с наружной фаской, выполненной в виде многогранной усеченной пирамиды, позволяет применить при его изготовлении более прогрессивный высадочный инструмент с плоскими поверхностями многогранника и многоугольной усеченной пирамиды. Такая форма рабочих поверхностей иснтрумента позволяет в свою очередь оснастить все формообразующие поверхности твердосплавными секторами, чем и обеспечивается выполнение поставленной задачи повышения технологичности изготовления крепежных изделий высадкой.
Формула изобретения
Крепежное изделие с многогранной головкой, имеющее на торце головки наружную фаску, отличающееся тем, что, с целью повышения его технологичности при изготовлении высадкой, наружная фаска выполнена в виде многогранной усеченной пирамиды.
Источники информации, принятые во внимание при экспертизе
ГОСТ 7798-70.
(прототип).
4:
wzJ
V1
/
.2
игЛ
