того же привода подачи может оказаться недостаточной для образования надежного контакта торцов подогреваемых вылетов заготовки при останове подачи по уровню тока подогрева.
Целью изобретения является повышение производительности и качества сварки путем стабилизации свойств сварных соединений.
Поставленная цель достигается тем, что согласно способу контактной стыковой сварки оплавлением, включающему предварительный подогрев вылетов свариваемых заготовок по жестко заданному циклу, характеризующемуся строго определенной длительностью импульсов тока и пауз между ними, осуществляемому за счет реверсивного перемещения подвижной плиты машины, принудительный переход к оплавлению и останов подвижной плиты после достижения током порогового уровня, переход к оплавлению осуществляют со снижением скорости реверсирования в последнем импульсе подогрева, останов подвижной плиты осуществляют через период времени, равный 1 -10 периодам синусоидального тока после достижения током порогового уровня, а в случае нарастания тока оплавления до величины, равной Q,75-0,95 тока короткого замыкания, осуществляют немедленный останов подвижной плиты, а затем вновь возобновляют процесс.
При подогреве движение подвижной плиты вперед по достижении током порогового уровня прекращается не сразу, а после отсчета заданной регулируемой задержки времени (1-10 периодов синусоидального toка). Это позволяет обеспечить надежное контактирование торцов заготовки при применении малоинерционных, точных приводов подачи, повышает стабильность импульса подогрева, длительность которого определяется заданной электронными средствами выдержкой времени до начала реверсирования, и исключает возможность выплеска при подогреве. При переходе к оплавлению производят снижение скорости реверсирования в последнем импульсе подогрева, что позволяет уменьшить образовавшееся раскрытие стыка и уменьшить паузу до первого соприкосновения торцов на скорости оплавления.
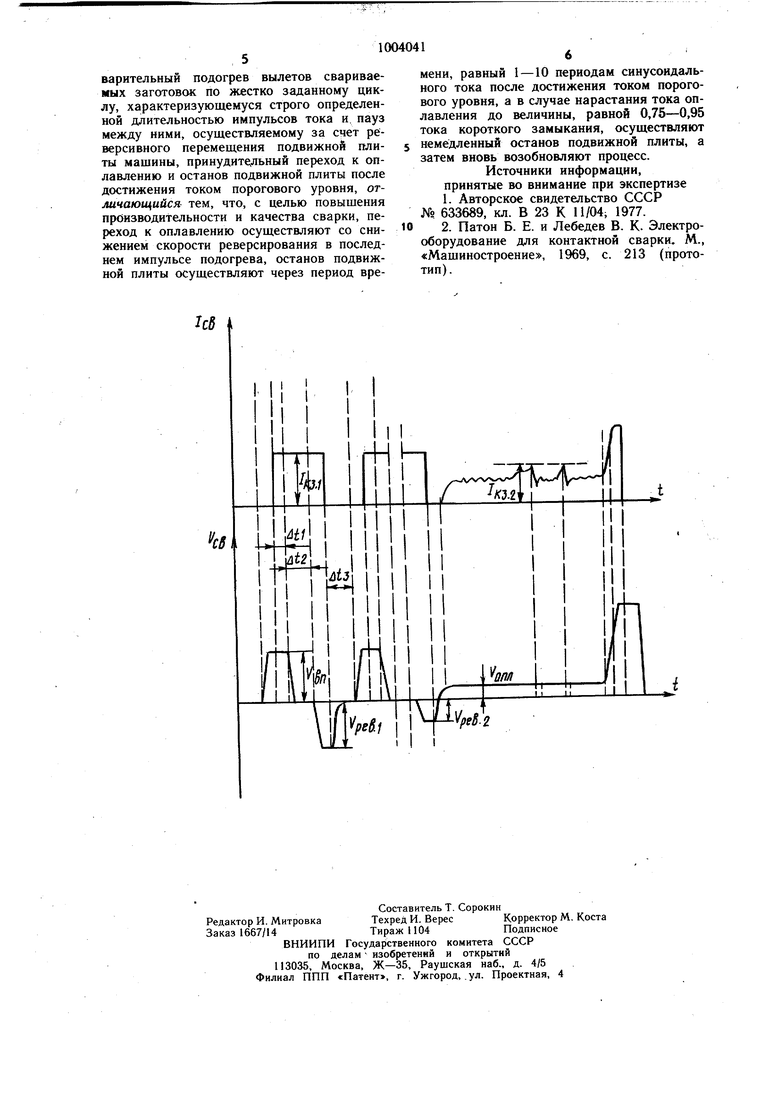
На чертеже представлена циклограмма, графически поясняющая предлагаемый способ.
Способ реализуется следующим образом.
После начала движения подвижной плиты вперед со скоростью Увпрбразуется короткое замыкание торцов заготовки, и ток возрастает до порогового значения 1щ| . По истечении заданной выдержки времени Atj от момента возникновения короткого замыкания скорость подачи снижают до нуля. Одновременно запускают выдержку времени на прогрев вылетов заготовки Atj (импульс), по истечении которой контакт в стыке разрывают со скоростью реверсирования Vpee.iH затем осуществляют выдержку на выравнивание температурного поля в заготовке (пауза). Этап многоймпудьсного подогрева завершают разрывом короткого замыкания в последнем импульсе со скоростью Vpeb.ja , меньшей Vpe. , и немедленным повторным сближением торцов со скоростью оплавления Уопл В дальнейшем, если проявляется тенденция к чрезмерному нарастанию тока оплавления до уровня 1, скорость подачи тут же снижают до нуля и затем вновь восстанавливают.
Способ контактной стыковой сварки оплавлением осуществляют на новой модели отечественного цепесварочного автомата, разработанного СКВ ПЗ ТЭСО и изготавливаемого ПЗ ТЭСО - КСО-1601 УХЛ4.
Автомат имеет сопротивление сварочной цепи, приведенное к вторичной стороне трансформатора, около 70 мкОм, и оснащен быстродействующим электрогидравлическим приводом подачи подвижного корпуса. Основные параметры режима сварки круглозвенных высокопрочных цепей калибра 18 X 64 мм из стали 23Г2А, производимой по предлагаемому способу, следующие 5 Число импульсов
подогрева, N3
Припуск на сварку
Д:1.ММ8
Скорость вперед при подогреве,Ув11. , мм/с
0 Скорость назад при
подогреве, Vje, мм/с6
Скорость назад в последнем (третьем) импульсе подогрева, Vpe.i мм/с 3,6
Пороговый уровень тока при подогреве, 1кз1,кА19
Задержка на останов при подогреве, At,, Т3
Q , Длительность этапа
подогрева,
Скорость оплавления, feM.,MM/c1,2
Пороговый уровень тока
при оплавлении, , кА
17
Как подтверждают экспериментальные исследования, такой способ сварки обеспечивает высокую стабильность процесса с требуемыми свойствами сварного шва за время 3,5 с, а следовательно позволяет сократить запасы по тепловыделению и устойчивости процесса, сократить энергетические и материальные затраты и резко повысить производительность процесса - фактическая производительность автомата с учетом затрат времени на вспомогательные операЦии составляет около 600 звеньев в час.
Форл1ула изобретения
Способ контактной стыковой сварки прерывистым оплавлением, включающий предварительный подогрев вылетов свариваемых заготовок по жестко заданному циклу, характеризующемуся строго определенной длительностью импульсов тока и пауз между ними, осуществляемому за счет реверсивного перемещения подвижной плиты машины, принудите,льный переход к оплавлению и останов подвижной плиты после достижения током порогового уровня, отличающийся тем, что, с целью повышения производительности и качества сварки, переход к оплавлению осуществляют со снижением скорости реверсирования в последнем импульсе подогрева, останов подвижной плиты осуществляют через период вреш
мени, равный 1 -10 периодам синусоидального тока после достижения током порогового уровня, а в случае нарастания тока оплавления до величины, равной 0,75-0,95 тока короткого замыкания, осуществляют немедленный останов подвижной плиты, а затем вновь возобновляют процесс.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 633689, кл. В 23 К 11/04; 1977. 2. Патон Б. Е. и Лебедев В. К. Электрооборудование для контактной сварки. М., «Машиностроение, 1969, с. 213 (прототип). 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки прерывистым оплавлением | 1986 |
|
SU1360933A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контактной стыковой сварки оплавлением | 1977 |
|
SU633689A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
