(54) СПОСОБ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инструмента из быстрорежущей стали | 1981 |
|
SU981400A1 |
| Способ восстановления изношенного режущего инструмента | 1991 |
|
SU1766640A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2071889C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ изготовления лезвийного инструмента | 1990 |
|
SU1780977A1 |
| СБОРНАЯ ПРОШИВКА | 1972 |
|
SU360176A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Способ изготовления режущего инструмента | 1990 |
|
SU1764924A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
I
Изобретение относится к металообра ботке, а именно к способам восстановпе1. ния изношенного цилиндрического инструмента, например полых прошивок для обработки гладких или шлицевых отверстий.
Известен способ восстановления цилиндрического режущего инструмента, преимущественно прошивок, заключающийся в увеличении наружного диаметра по изношенным зубьям и их чистовой заточке СП.
Восстановление диаметра режущей грани по этому способу производится твердосплавным инструментом, введен- ным в канавку восстанавливаемого инструмента. Давление вьсзывает небольшую деформацию зуба с выдавливанием металла к периферии, во без резания металла. При этом увеличивается диаметр восстанавливаемого инструмента, например цилиндрической протяжк{1, и нагартовьюается режущая кромка зубьев. После обра ботки давлением должна как правило, ,
производиться переточка зубьев. Этот способ является достаточно производительным, однако требует специального твердосплавного инструмента и не о спечивает качество восстановления и долговечность использования восстановленного Инструмента.
Кроме того, этот способ не позволяет восстанавливать полые прошивки и протяжки для обработки шлицевых отверстий, поскольку будет иметь место обработка с ударом, приводящая к скальп ванию зубьев.
Целью изобретения является повышение качества восстанавливаемого полого инструмента производительности.
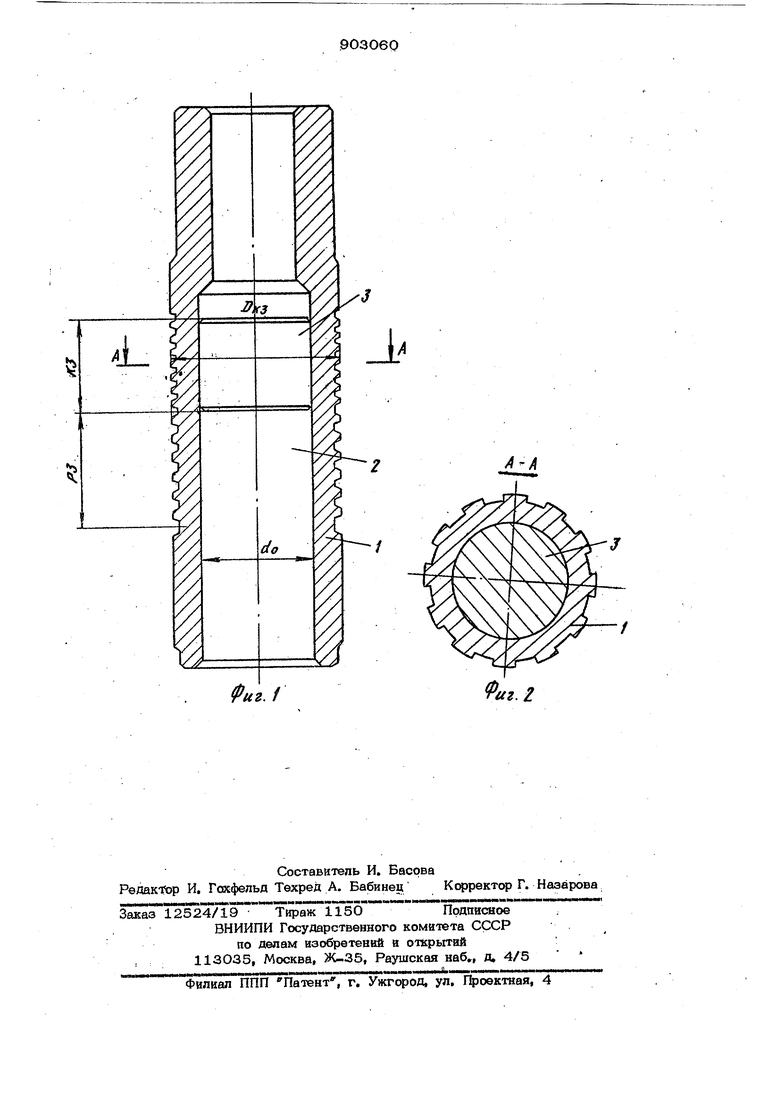
Поставленная цель достигается da счет того, что в способе восстановления цилиндрического режущего инструмента, преимущественно прошивок, заключающемся в увеличении наружного Диаметра по изношенным зубьям и их чистовой заточке, наружный диаметр зубьев увел к- чивают путем нагрева инструмента и фиксацни увепнченного диаметра посредством установки в его осевое отверстие фиксирующего элемента пробки с последующим совместным охлаждением. Фиксирующий элемент - пробку выполняют диаметром большим диаметра . осевого отверстия инструмента в нагретом состоянии на величину припуска на заточку калибрующей части и устанавливают в зоне калибрующих зубьев. Инструмент из быстрорежущей стапь нагревают в пределах температур от 250 до 500°С. На фнг. 1 изображена прошивка для шлицевых отверстий в осевом разрезе; на фиг. 2 - .разрез А-А на фиг. 1. При обработке отверстий изнашиваютcia как режущие (на фиг. 1 зона их расположения обозначена РЗ), так и капиЬрующие (зона их расположения обозначена КЗ) зубья прошивки 1. Если износ режущих зубьев РЗ не влияет на окончательные размеры обрабатываемого отвер стия, а сказывается только на перераспределении снимаемых припусков по зубьям вдоль оси инструмента, то износ калибрующих зубйев КЗ, выходящий за пределы Допустимого минимального, диаметра прошивки, не позволяет дальнейше использование инструмента для изготовления деталей без отклонений от чертежа, т.е. . годных издетгай. Так у прошивки шлицевой калибрующей с номинальным диаметром 9О мм диаметр калибрующих зубьев Дк% должен быть равен 9О,04 i t 0,005. Дкъ 90,015 ... 90,020 и менее прошивка становится негодной к дальнейшему использованию, и при отсут ствии сложных средств для ее восстанов ления методом наплавки или Других оно подлежит сдаче в аом, идущий на переплавку. Цельные прошивки, как правило, изготавливаются из дорогостоящей быст1рорежущей стали марки Р6М6, Р18, Р9 и однократное их использование требует больших затрат. По предложенной технологии полую прошивку с изношенными калибрующими зубьями нагревают до температуры, не влияющей на изменение ее режущих свойств. Как известно, температура отпуска для быстрорежущих сталей марок Р6М5, Р18, Р9 равна 560°С, поэтому нагрев инструмента до 500 С с последующим охлаждением практически не приводит к изменению его фнзико-химичес ких свойств. При наГреве инструмента 1 (прошивки) в результате теплового рас щирения увеличиваются ее линейные раз, меры, в т.ч. на|эужный диаметр Дкь и диаметр центрального отверстия cJ , Затем в центральное отверстие 2 нагретой прошивки устанавливают фиксирующий элемент, т.е. ненаГретую (с температурой окружающей среды или охлажденную) металлическую (стальную) цилиндрическую пробку 3, диаметр которой выполняют превышающим диаметр центрального от верстия ненагретой прошивки на величину припуска, достаточного для йаружной шлифовки и переточки зубьев, например, 0,15-0,25 мм. Причем наиболее целесообразно пробку изготавливать длиной, соизмеримой с длиной калибрующих зубьев, и располагать ее в центральном отверстии в зоне калибрующих зубьев. После установки пробки прошивку охлажДают. При охлаждении она восстанав-. ливает свои первоначальные линейнью размеры за исдшючением участка, в котором расположена пробка, препятствующая сокращению диаметрального разме- ра Дка, в силу того, что ее наружный диаметр больше первоначального диаметра cf центрального отверстия на заДанную величину припуска. Происходит вспучивание калибрующей части прошивки, приводящее к увеличению диаметра Дк-ь. Затем прошивку в охлажденном состоянии шлифуют до размеров, определяемых по чертежу нового инструмента, и в этом состоянии она готова к повторному использованию. Пример. Для восстановления шлицевой калибрующей прошивки из быстрорежущей стали Р18 или Р6М5, закаленной йо твердости R. 62-64 с калибрующими зубьями, изношенными до диаметра 90,О15 мм (диаметр по чертежу годного инструмента Д 90,,ОО5 мм), и диаметром цен-прального отверстия do 6О мм, требуется с учетом припуска под щлифовку увеличить Лщ, на 0,15 мм (И, иопткен быть не менее 90,15 мм). Условные обозначения: db - диаметр центрального отверстия прошивки при температуре окружающей среды 20 С равен во мм; cJ|.°- Диаметр центрального отверстия прошийки при нагреве на темпер а туру д-t , Тогда-по известной зависимости .-ut), где (X - коэффициент линейного расшн рения; для закаленных сталей П эй нагреве прошивки от температуры окружающей среды до ЗОО С At 300°С - 280°С и +14-10 280/ 6О,235 мм. Пробку выполняют с наружным диаметром 6О,.15 мм при t 20° С. Сле довательно, и момент установки между наружным диаметром и центральным отверстием прошивки будет зазор 0,085 м После охлаждения прошивки до 2СРс с установленной пробкой в зоне калибрующей части наружный диаметр 90,165 мм. Следовательно, прошивка имеет припу :к 0,125 мм для шлифовки и заточки калибрующих зубьев. Таким образом, предложенный способ восстановления изношенных цилиндрических польк прошивок позволяет резко повысить качество восстанавливаемого инструмента, упростить процесс, снизить его трудоемкость и стоимость. Чем достигается его широкое применение в произврдстве и обеспечивается пбвышение производительности, .Формула изобретения 1, Способ восстановления цилиндрическ го режущего инструмента, преиму:Щественно прошивок, заключающийся в увеличении наружного диаметра по изношенным зубьям и их чистовой заточке, отличающийся тем, что, с целью повышения качества восстанавлива емого полого инструмента и производительности, наружный диаметр зубьев увеличивают путем нагрева инструмента и фиксации увеличенного диаметра посреЯгством установки в его осевое отверстие фиксирующего элемента - пробки с последующим совместньгм охлаждением. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что фиксирующий элемент - пробку Бьтолняют диаметром большим диаметра осевого отверстия инструмента в нагретом состоянии на величину гфипуска на заточку калибрующей части и устанавливают в зоне калибрующих зубьев. 3.Способ по п. 1, о т л и ч а ю щ и и с я тем, что, с целью обеспечения восстановления инструмента из быстрорежущюс сталей, инструмент нагревают в интервале температур от 25О до 500 С. Источники инфсфмации принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 95369, кл. В 23 t 43/02, 1957 (прототип).
Фи.1
