Изобретение относится к области обработки металлов резанием, а точнее к режущему инструменту - прошивкам, предназначенным для получения пазов в труднодоступных местах.
Известна обработка пазов методом протягивания.
Однако при этом для обработки даже коротких пазов порядка 15-30 мм требуется значительная рабочая длина протяжки (800- 1000 мм), так как для обеспечения нормальной работы протяжек между зубьями необходимо оставлять объем, достаточный для свободного размещения снимаемого металластружки, иначе протяжка будет ломаться изза переполнения стружечных канавок стружкой. Поэтому при обработке внутренних пазов обычно прибегают к увеличению длины прошивок (протяжек).
Известны прощиБки с внутренним отводом стружки из зоны резания, характеризующиеся большим объемом снимаемого припуска и уменьшенными габаритами. В корпусе таких прошивок выполнен центральный канал, сообщаемый со стружкоотводными овальными отверстиями, образованными передними и задними поверхностями режущих зубьев.
Цель изобретения - увеличение припуска под обработку при постоянной длине протяжки и повышение качества обработки боковых поверхностей паза.
Эта цель достигается тем, что прошивка выполнена трехсторонней с наклонным расположением режущих зубьев на каждой стороне, изменяющимся от зуба к зубу; причем за режущими зубьями установлен калибрующий щтифт.
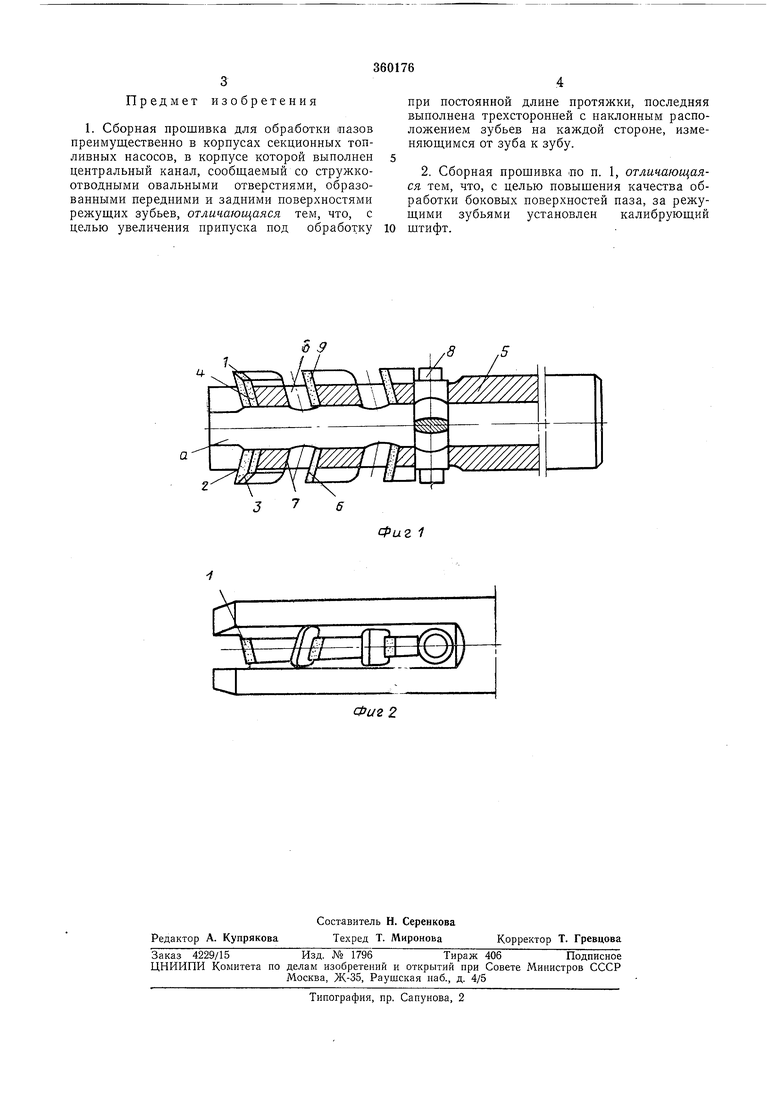
На фиг. 1 изображена описываемая прошивка в разрезе; на фиг. 2 - то же, вид сверху.
Трехсторонняя прошивка (протяжка) имеет наклонные режущие кромки /-3 с трех сторон каждого зуба 4. При этом наклон зубьев 4 выполнен изменяющимся от зуба к зубу.
Для отвода стружки в корпусе 5 прошивки выполнен центральный канал а, сообщаемый с стружкоотводными отверстиями б, образованными передними 6 и задними 7 поверхностями зубьев. Отверстия могут быть выполнены овальными или эллипсоидными.
Для повышения качества обработки боковых поверхностей паза прошивка снабжена калибрующим штифтом 8, установленным позади зубьев 1. Последние могут быть твердосплавными пластинками 9.
Предмет изобретения
1. Сборная прошивка для обработки пазов преимущественно в корпусах секционных топливных насосов, в корпусе которой выполнен центральный канал, сообщаемый со стружкоотводными овальными отверстиями, образованными передними и задними поверхностями режущих зубьев, отличающаяся тем, что, с целью увеличения припуска под обработку
при постоянной длине протяжки, последняя выполнена трехсторонней с наклонным расположением зубьев на каждой стороне, изменяющимся от зуба к зубу.
2. Сборная прошивка по п. 1, отличающаяся тем, что, с целью повыщения качества обработки боковых поверхностей паза, за режущими зубьями установлен калибрующий штифт.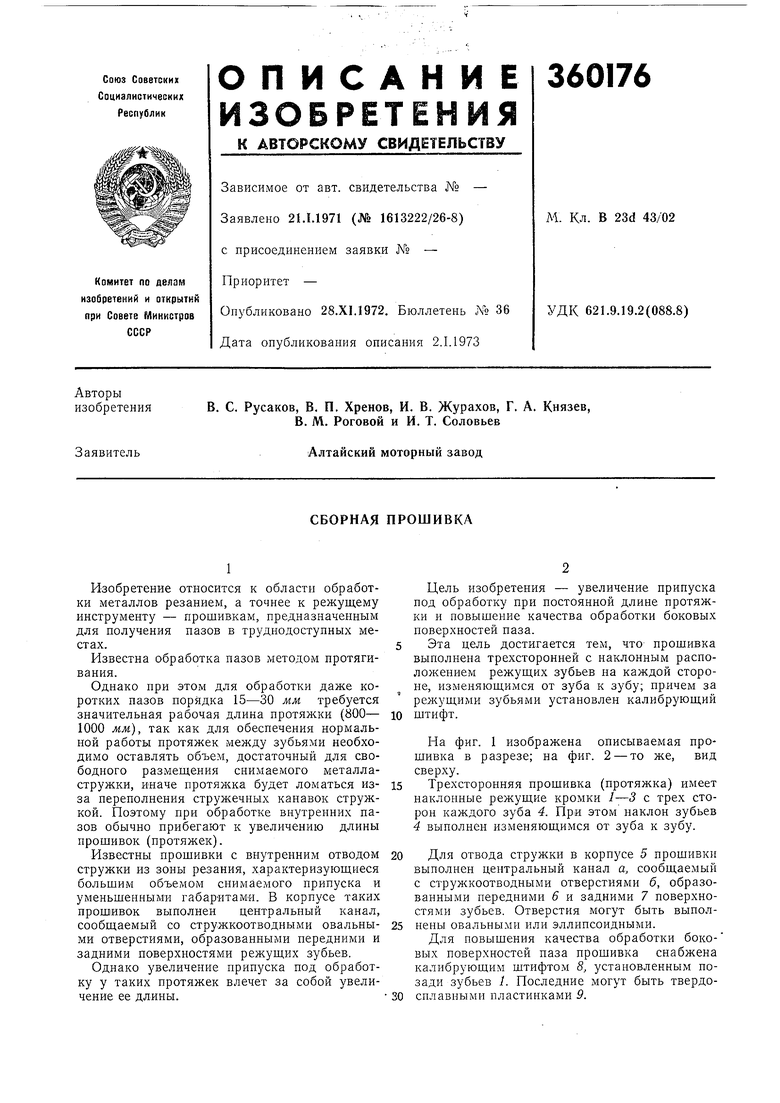
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1982 |
|
SU1033273A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Способ восстановления цилиндрического режущего инструмента | 1980 |
|
SU903060A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Способ изготовления сборной калибрующей протяжки для шлицевых отверстий | 1979 |
|
SU998023A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
Ъ
Фиг 1
