(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1982 |
|
SU1049229A2 |
| Устройство для сборки деталей | 1980 |
|
SU903065A1 |
| Устройство для сборки деталей | 1979 |
|
SU917994A1 |
| ЧЕТЫРЕХЛИНЕЙНЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С ПЛОСКИМ ПОВОРОТНЫМ ЗОЛОТНИКОМ И ЦЕНТРАЛЬНЫМ ПРИВОДОМ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА С РЕАЛИЗАЦИЕЙ ФУНКЦИИ АКТИВНОГО ДЕМПФИРОВАНИЯ | 2008 |
|
RU2374506C1 |
| ЧЕТЫРЕХЛИНЕЙНЫЙ ДРОССЕЛИРУЮЩИЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С ПЛОСКИМ ПОВОРОТНЫМ ЗОЛОТНИКОМ И ЦЕНТРАЛЬНЫМ ПРИВОДОМ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2008 |
|
RU2375610C1 |
| ЧЕТЫРЕХЛИНЕЙНЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С ПЛОСКИМ ПОВОРОТНЫМ ЗОЛОТНИКОМ И ЦЕНТРАЛЬНЫМ ПРИВОДОМ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА | 2007 |
|
RU2353825C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1991 |
|
SU1810268A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2738714C1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2020249C1 |
| ГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 2023 |
|
RU2798600C1 |
1
Изобретение относится к механосборочному производству, в частности к оборудованию, предназначенному для сборки деталей типа вал-втулка.
Известно устройство для сборки деталей, содержащее смонтированные на основании исполнительный орган со штоком и блок ориентации с центральным отверстием по оси симметрии, установленный в закрепленном на основании корпусе с возможностью перемещения от силовых цилиндров в направлении, перпендикулярном к оси запрессовки 1.
Однако такое устройство не обеспечивает сборки деталей различных типоразмеров.
Целью изобретения является обеспечение сборки деталей различных типоразмеров.
Цель достигается тем, что устройство для сборки деталей, содержащее смонтированные на основании исполнительный орган со штоком и блок ориентации с центральным отверстием цо оси симметрии, установленный в закрепленном на основании корпусе с возможностью перемещения от силовых цилиндров в направлении, перпендикулярном к оси запрессовки, снабжено распределительной втулкой с радиальными соплами в одной плоскости и эластичными кольцами на концах, установленной с зазором в центральном отверстии блока ориентации, при этом эластичные кольца закреплены на блоке ориентации, в котором выполнены дросселирующие отверстия, сообщающие между собой полости силовых цилиндров и зазор между распределительной втулкой и блоком ориентации.
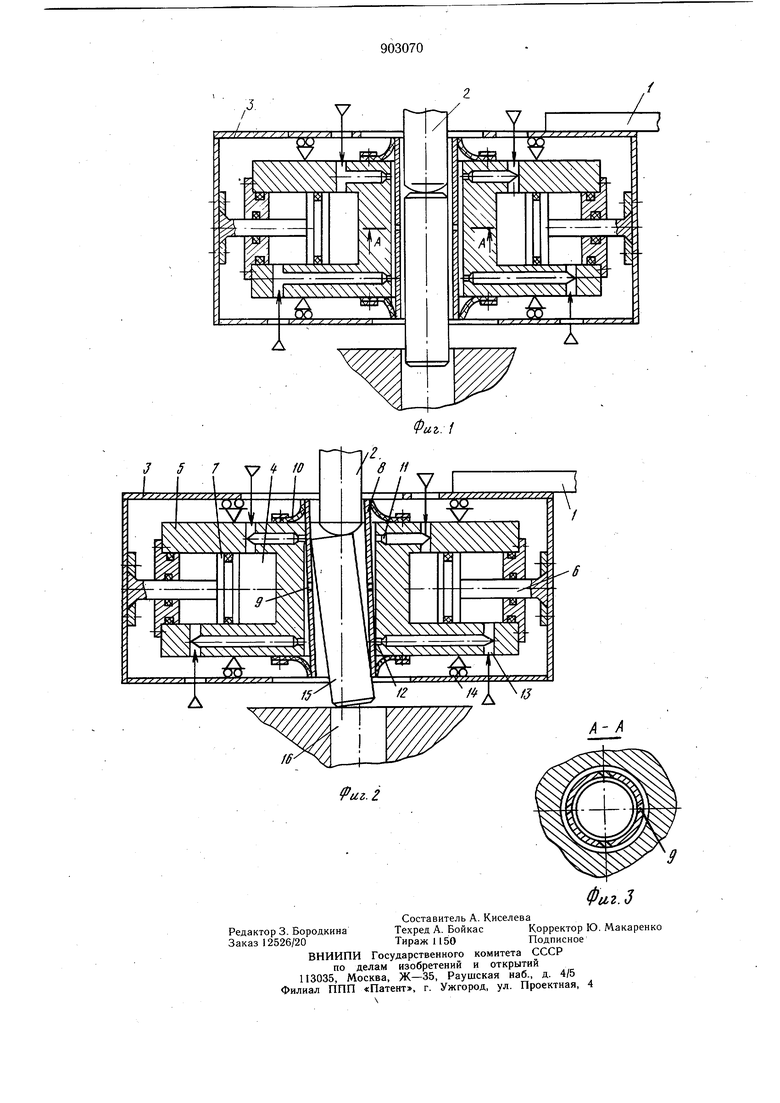
На фиг. 1 изображен общий вид устрой10ства, разрез, при совпадении осей собираемых деталей; на фиг. 2 - то же, при несовпадении осей собираемых деталей; на фиг.З- сечение фиг. 1.
Устройство содержит смонтированные
IJ на основании исполнительный орган 1 со штоком 2 и корпус 3, в котором установлен с возможностью перемещения от силовых цилиндров 4 в направлении, перпендикулярном к оси запрессовки, блок 5 ориентации с. центральным отверстием по. оси симметрии. Цилиндры 4 размещены в двух взаимно перпендикулярных плоскостях, а штоки 6 их порщней 7 жестко закреплены на внутренних поверхностях корпуса 3. В цейтральном отверстии блока 5 с зазором расположена распределительная втулка 8 с радиальными соплами 9 и эластичными кольцами 10 на концах. При этом сопла 9, сообщающие зазор между втулкой 8 и блоком 5 с атмосферой, выполнены в одной плоскости равномерно по окружности этой втулки, а кольца 10 закреплены на блоке 5. В последнем выполнены дросселирующие отверстия 11 и 12, сообщающиеся каналами с поршневыми и щтоковыми полостями цилиндров 4, в которые через каналы 13 подается рабочая среда, нарример, сжатый воздух. Блок 5 установлен в корпусе 3 на опорах 14 качания, например на шариках.
Устройство для сборки деталей работает следующим образом.
Вал 15 и. втулка 16 податся в устройство и к месту сботжи с помощью транспортирующих или подающих устройств любого типа. Шток 2 начинает перемещать вал 15 в отверстие втулки 16. Если оси этого вала и отверстия во втулке 16 совпадают, то вал 15 беспрепятственно занимает свое место, при этом втулка 8 и блок.5 остаются на месте за счет того, что расход сжатого воздуха через все отверстия 11 и 12 одинаков, а следовательно, и одинаково давление в штоковых и поршневых полостях цилиндров 4 блока 5. Сборка закончена.
Однако в большинстве случаев оси вала 15 и отверстия втулки 16 не совпадают щток 2 создает вертикальное усилие на вал 15, при несовпадении осей последний упирается во втулку 16 и перенашивается во втулке 8, при этом возникают радиально действующие усилия .со стороны вала 15 на эту втулку. Под действием этих усилий последняя перемещается благодаря эластичности колец 10 и перекрывает два отверстия 12 и открывает два других отверстия 11. Соответственно увеличивается или уменьщается давление среды в тех или иных, полостях цилиндров 4. Так в устройстве, изображенном на фиг. 2, давление среды увеличивается в штоковой полости правого цилиндра 4 и поршневой полости левого и будет уменьшаться в поршневой полости левого цилиндра.
При этом блок 5 начнет перемещаться за счет того, что штоки 6 закреплены в корпусе 3, вправо, а вместе с ним и вал 15, устраняя несоосность осей вала 15 и втулки 16. Как только их оси совместятся, вал 15 под действием штока 2 водейт в отверстие втулки 16.
Аналогично и независимо происходит устранение перекоса осей и в другой перпендикулярной плоскости.
Сжатый воздух, проходя отверстия 11 и 12, попадает в зазор между втулкой 8 и блоком 5, а оттуда через сопла 9 - в атмосферу. Сопла 9 способствуют центрированию вала 15 во втулке 8. Предпочтительно их выполняют с наклоном 45-60° к осям блока 5, так как при этом создается вихревое движение воздуха между втулкой 8 и валом 15.
Такое выполнение устройства, позволит упростить конструкцию, расширить его технологическое возможности, например, за счет обеспечения возможности сборки резьбовых соединений.
Формула изобретения
Устройство для сборки деталей, содержащее смонтированные на основании исполнительный орган со штоком и блок ориентации с центральным отверстием по оси симметрии, установленный в закрепленном на основании корпусе с возможностью перемещения от силовых цилиндров в направлении, перпендикулярном к оси запрессовки, отличающееся тем, что, с целью обеспечения сборки деталей различных типоразмеров, оно снабжено распределительной втулкой с радиальными соплами в одной плоскости и эластичными кольцами на концах, установленной с зазором в центральном отверстии блока ориентации, при этом эластичные кольца закреплены на блоке ориентации, в котором выполнены дросселирующие отвер стия, сообщающие между собой полости си ловых цилиндров и зазор между распределительной втулкой и блоком ориентации.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 298457, кл. В 23 Р 19/02, 1962 (прото-. тип).
