11351803
Изобретение относится к механической обработке пенопластов, в частности может быть использовано для проольного . точения цилиндрических дета-- ей из пенопластов.
Целью изобретения является обеспечение производительной и качественой обработки.
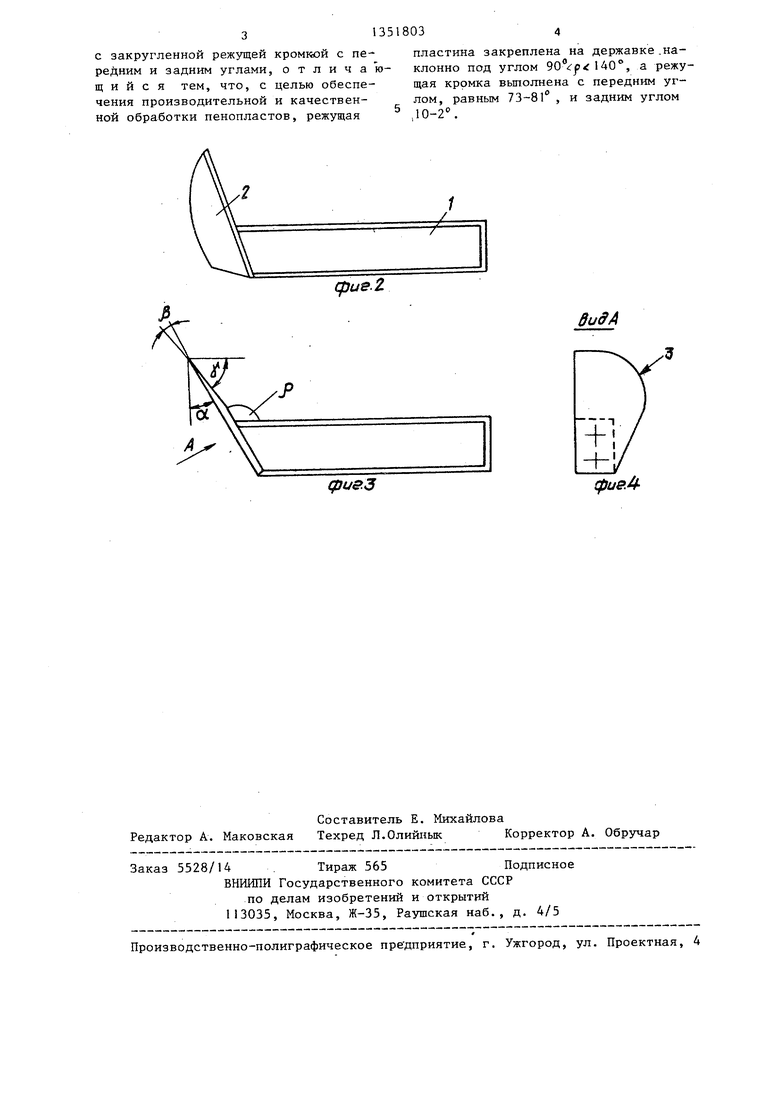
На фиг. I изображен предлагаемый ю резец в изометрии, обш;ий вид; на иг, 2 - то же, вид спереди; на иг.3 - то же, вид сверху; на фиг,4 - ид А на фиг. 3..
Резец для пенопластов состоит из 15 ержавки и режущей части в виде пластины 2 с закругленной режущей кромкой 3, имеющей угол заточки /3 7°.
Режущая пластина 2 установлена а державке наклонно под углом 90 - 20
при этом режущая кромка реущей, пластины 2 имеет передний угол J, равньш 73-81 , и задний угол d, равный 10-2 .
Резец работает следующим образом.
С помощью державки 1 резец .зарепляют в резцедержателе токарного станка (не показан) и посредством родольной подачи суппорта подводят ежущей частью к обрабатываемой цииндрической заготовке.
Режущая кромка 3 врезается со скольжением в материал обрабатываемой поверхности, образующаяся при этом стружка .плавно сходит по передней поверхности режущей части. Надлом стружки происходит за плоскостью резаия и на качество обработанной поверхости не влияет. Угол заострения обеспечивает хорошую врезаемость и д остаточную стойкость резца. Возниающие при этом силы трения заготовки заднюю поверхность релсущей части не ухудшают качества обработанной поверхности.
При установке режущей пластины к ержавке под углом в процессе резания трени по рабочей части режущей пластины, а следовательно, и нагрев достигают максимума, в результате чего ПРОИСХОД.ИТ оплавление обработанной поверхности деталей из пенопластов, что з худшает качество „
При процесс резания неосуносн
ла ше пе на ще но ни ве ни ко ше сн во но
за но
25 ре во к 30 ти ни ша са
те то
уг си ме ре та ша по ни об 4g че мо
ме ин j lb гл вы об
50
ществим, так как режущая часть направлена в противоположную от детали сторону. При .07/140° значительно уменьщается эффект скользящего резания , в результате чего на обработанной поверхности образуются дефекты (смятие, выкрашивание, вырывы), что снижает качество.
Передний угол находится в .пределах 73-81°. При выполнении угла меньше 73 ухудшается сход стружки по передней поверхности. В этом случае надлом стружки происходит перед режущей кромкой и на обработанной поверхности образуются вырывы. При значениях переднего угла v-более 81 соответственно уменьшается угол заострения () , который влияет на стойкость режущей кромки. При его уменьшении стойкость режущей кромки резко снижается, что в конечном счете приводит к снижению качества обработанной поверхности.
Задний угол с/ выбран в пределах 10-2°, он находится в математической
зависимости с углами и |i, а именно :
1. + /з+й/ 90°
При значениях заднего угла с/ менее 2 увеличивается поверхность трения резца , о заготовку и соответственно возрастает сила трения, что приводит к оплавлению обработанной поверхнос- ти деталей из пенопластов. При значениях заднего угла а более 10 уменьшается |i или , влияние которых описано вьш1е.
В предлагаемом резце для пенопластов благодаря выбору оптимального
угла установки режущей пластины относительно державки и оптимальным геометрическим, параметрам режущей части резца (переднего и заднего углов установки лезвия режущей пластины) улучшаются условий резания, в частности повьпиается эффект скользящего врезания закругленной режущей кромки в обрабатьшаемьй материал, благодаря чему повьш1ается качество обрабатываемой поверхности.
Кроме того, выбор оптимальных геометрических параметров режущей части инструмента позволяет увеличить режи- j lbi резания (скорость резания, подачу, глубину резания) и таким образом повысить производительность процесса обработки деталей из пенопластов.
55
Формула изобретения
Резец для обработки .лолимерных материалов, содержащий державку, на которой закреплена режущая пластина
с закругленной режущей кромкой с передним и задним углами, о т л и ч а ю- щ и и с я тем, что, с целью обеспечения производительной и качественной обработки пенопластов, режущая
пластина закреплена на державке .наклонно под углом , а режущая кррмка выполнена с передним углом, равным 73-81, и задним углом ,10-2.
/
cfjus.Z
сри&З
BuffA
фи&Л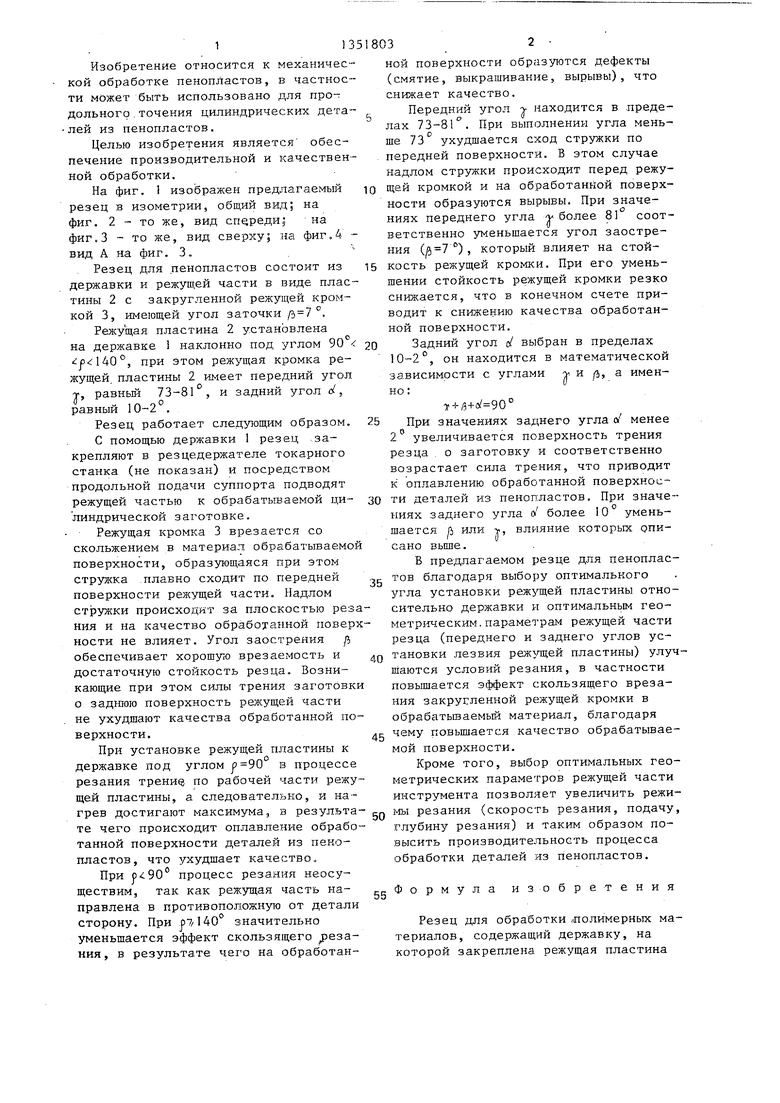
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для обработки полимерных материалов | 1988 |
|
SU1680535A1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
Изобретение относится к области механической обработки пенопластов, Б частности может быть использовано для продольного точения цилиндрических деталей из пенопластов. Цель изобретения - обеспечение производительной и качественной обработки пенопластов. Для этого у резца, содер- жащего державку 1 с режущей пластиной 2 на торце и закругленную режущую кромку 3, режущая пластина 2 установлена к державке 1 под углом 90 140 , при этом режущая кромка пластины имеет передний угол, равньй 73- 81°, и задний угол, равньй 10-2 . Благодаря этому обеспечивается эффект скользящего резания, что повьш1ает качество обработанной поверхности деталей из пенопластов. Кроме того, это позволяет увеличить режимы резания, т.е. повысить производительность процесса. 4 ил. сл РО ел 00 о со сриг
Составитель Е. Михайлова Редактор А. Маковская Техред Л.Олийнык Корректор А. Обручар
-- ----- -,I-.-.1.
Заказ 5528/14 . Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытки 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое пре дприятие, г. Ужгород, ул. Проектная, 4
| Штучный В.П | |||
| Обработка пластмасс резанием | |||
| М.: Машиностроение, 1974, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Отрезной резец для термопластичных материалов | 1980 |
|
SU903148A1 |
| Солесос | 1922 |
|
SU29A1 |
