(54) УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1986 |
|
SU1388313A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 1969 |
|
SU252582A1 |
| Способ сварки термопластов в раструб | 1982 |
|
SU1077804A2 |
| Устройство для сварки термопластов газообразным теплонасителем | 1979 |
|
SU863389A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1980 |
|
SU903157A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1985 |
|
SU1346443A1 |
1
Изобретение относится к сварке пластмасс.
Известно устройство для сварки термопластов, содержащее корпус с нагревательным элементом и каналами для прохода газа в зону сварки и регулирующую заслонку 1.
Однако устройство обеспечивает сварку материалов только газообразным теплоносителем с использованием присадочного материала и характеризуется низкой производительностью.
Наиболее близким к предлагаемому является устройство для сварки термопластов, содержащее kopnyc, в котором расположен нагревательный элемент и выполнены каиалы для прохода газа-теплоносителя и выхода его а атмосферу, сварочный инструмент, а также сменный наконечник, крепящийся к корпусу при переходе от сварки нагретым сварочным инструментом к сварке нагретым газом 2.
Недостатком указанного устройства является то, что при последовательной смене наконечника и сварочного инструмента необходима перестройка режима (мощности и расхода газа), а также потеря времени
на нагрев инструмента до рабочей температуры, в результате чего снижается производительность труда. Кроме того, в нем не предусмотрена регулировка температуры нагревательного инструмента, что снижает качество сварки.
Цель изобретения - повыщение производительности и качества сварки.
Указанная цель достигается тем, что в устройстве для сварки термопластов, содержащем корпус, в котором расположен наQ гревательный элемент и выполнены каналы для прохода газа-теплоносителя и выхода его в атмосферу, и сварочный инструмент, последний выполнен в виде концентрично установленной на корпусе втулки с плоскими наружными гранями и снабжен механизмом его перемещения вдоль корпуса, причем на корпус нанесена шкала температуры сварочного инструмента.
Кроме того, на корпус нанесено несколько щкал температуры сварочного инструмента, каждая из которых тарирована при определенной температуре газа-теплоносителя.
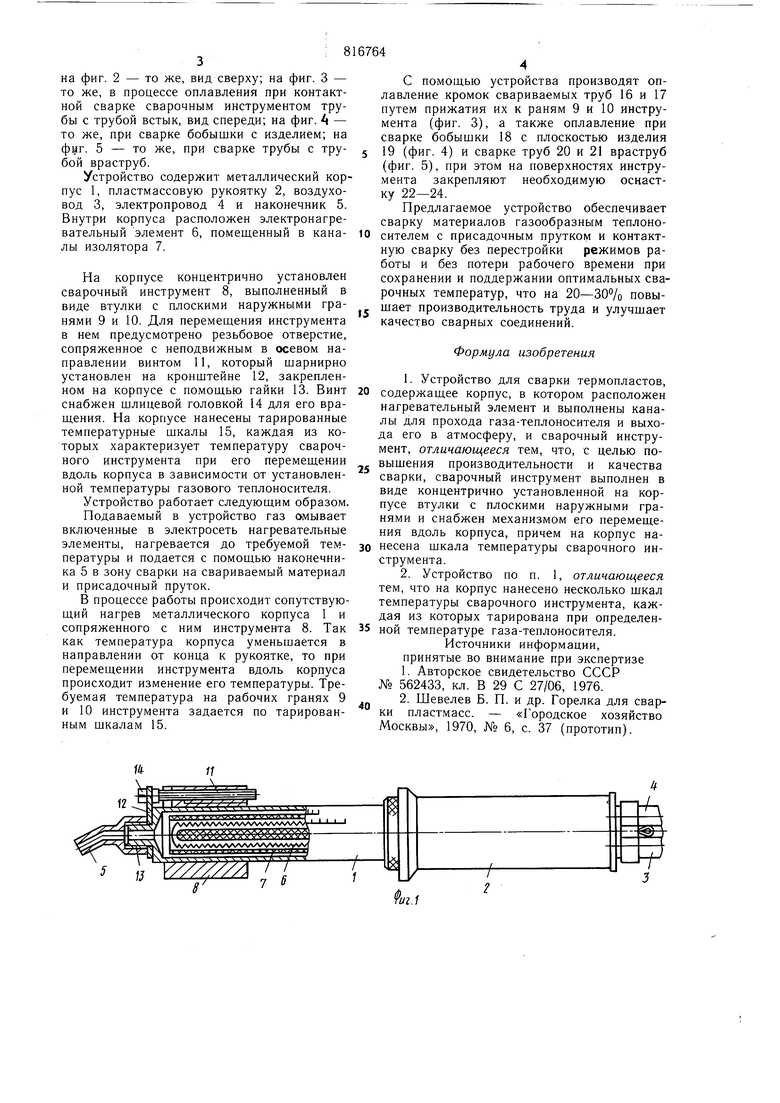
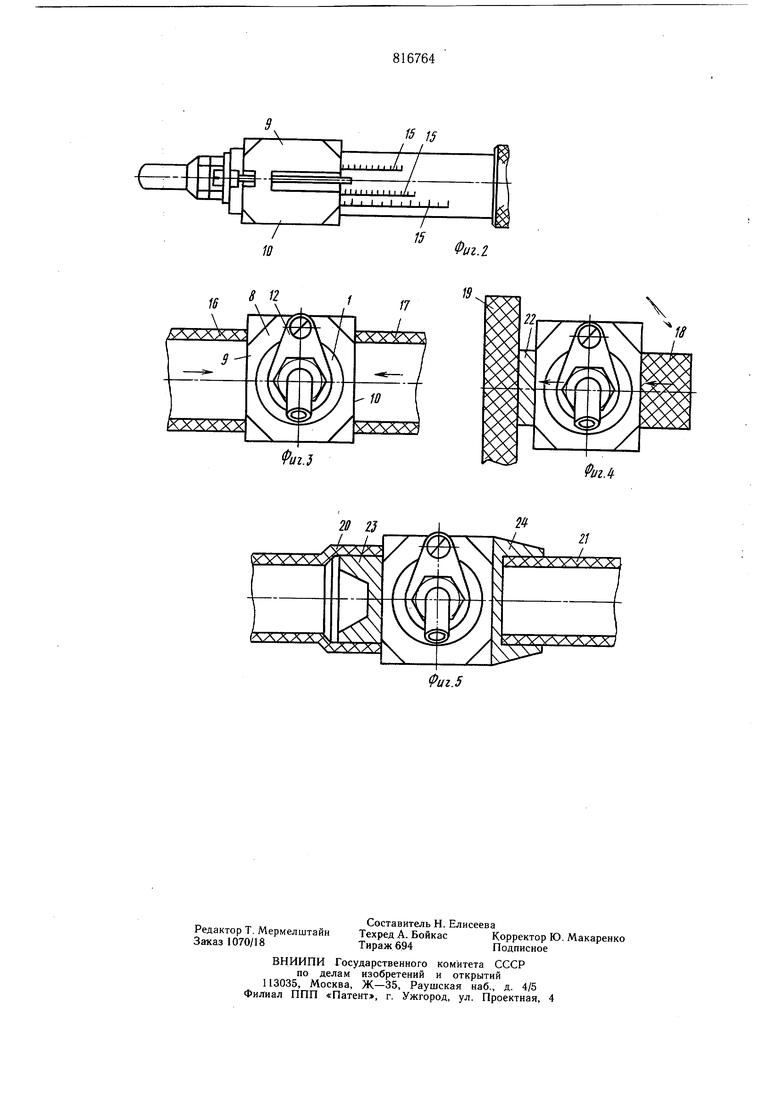
На фиг. 1 изображено предлагаемое устройство с частичным разрезом, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, в процессе оплавления при контактной сварке сварочным инструментом трубы с трубой встык, вид спереди; на фиг. - то же, при сварке бобышки с изделием; на . 5 - то же, при сварке трубы с трубой враструб. Устройство содержит металлический корпус 1, пластмассовую рукоятку 2, воздуховод 3, электропровод 4 и наконечник 5. Внутри корпуса расположен электронагревательный элемент 6, помещенный в каналы изолятора /. На корпусе концентрично установлен сварочный инструмент 8, выполненный в виде втулки с плоскими наружными гранями 9 и 10. Для перемещения инструмента в нем предусмотрено резьбовое отверстие, сопряженное с неподвижным в осевом направлении винтом 11, который шарнирно гЛаТорпГсе ±: ;.,rfrs; ГиТ нГГрТеТГГ.7р:з°а„Г температурные шкалы 15, каждая из которых характеризует температуру сварочного инструмента при его перемещении вдоль корпуса в зависимости от установленной температуры газового теплоносителя. Устройство работает следующим образом. Подаваемый в устройство газ омывает включенные в электросеть нагревательные элементы, нагревается до требуемой температуры и подается с помощью наконечника 5 в зону сварки на свариваемый материал и ППИГЯППиНКТЙ nnVTnuВ п;ГГ;абГ происходит сопутствующии нагрев металлического корпуса 1 и сопряженного с ним инструмента 8. Так как температура корпуса уменьшается в направлении от конца к рукоятке, то при перемещении инструмента вдоль корпуса происходит изменение его температуры. Требуемая температура на рабочих гранях 9 и 10 инструмента задается по тарированным шкалам 15. 5 у //7///А I / С помощью устройства производят оплавление кромок свариваемых труб 16 и 17 путем прижатия их к раням 9 и 10 инструмента (фиг. 3), а также оплавление при сварке бобышки 18 с плоскостью изделия 19 (фиг. 4) и сварке труб 20 и 21 враструб (фиг. 5), при этом на поверхностях инструмента закрепляют необходимую оснастку 22-24. Предлагаемое устройство обеспечивает сварку материалов газообразным теплоносителем с присадочным прыткоми контак j yj варку без перестройки режимов работы и без потери рабочего времени при сохранении и поддержании оптимальных сварочных температур, что на 20-30% повышает производительность труда и улучшает качество сварных соединений. Формула изобретения . Устройство для сварки термопластов. со ржаз; ™ . - Р а-ькь,Л ;е„е„, „ .1 „;ГЛаГ лы для прохода газа-теплоносителя и выхода его в атмосферу, и сварочный инструмент, отличающееся тем, что, с целью повышения производительности и качества сварки, сварочный инструмент выполнен в виде концентрично установленной на корпусе втулки с плоскими наружными гранями и снабжен механизмом его перемеще„ ,,,,, .up., причем на корпус нания вдоль корпуса, причем на корпус нанесена щкалаЧемпературы сварочного инструментаCI UHHUIU ин 2. Устройство по п. 1 отличающееся ч. I, JI Jlulunj CKI. ;:мпе;Гу;ьГс в ;очГ Гж дая из которых тарирована прГопределе ной температуре газа теплоносТтеля Источники информации принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 562433, кл. В 29 С 27/06, 1976. 2. Шевелев Б. П. и др. Горелка для сварки пластмасс. - «Городское хозяйство Москвы, 1970, № 6, с. 37 (прототип). J
17
