ные 15, а в цияиндаической ча.сти - Д1иа метра1льно противоаоложНые баковые проj)e3iH 16. Снаружи насадки в плоскости прарезей 15 закреплен.а У-об;р,азБая .окойа /7. В на ревательнОЙ полости насадки размещена «онусиая заслонма 18, за1вальцова нная с.возможностью noBcipoTa в осевое отвар1стие насад.ки со cTOipoiHbi 1кон1уан0|й части. Засло1Н1ка соаержлт смещенные один относительно другого на 180° П1р.офилн рО ва1ННЫ|е отверстия д, расноложен.ные :В конусной чаюти, и п1р|оф1ИЛ1И,р0 ваН|Ные отверстия е, расположенные в цилиндрической части, пр.ичем эти отверстия выполнены с плавным ;из1Мвнен1ие;м (р.азмара .в осевом сечени1И .к;и от Ма(кс1имально)го, равного соответственно длине прорезей 15 и /5 насадки, до
1.уЛ|Я.
Фофма и .взаИМное расположевие отверстий (9 (И е таковы, что ири inoBOipoTe заслонки относительно .насадки, осуще1Ствл1Я1вмом посредством паза ж, происходит плавное и синхронное за к;р|Ьгван ие лрс-резей 15 и открывание п.рорсзей 16 пр;и соХ;р1а)нен;И|И постол«1ной величины суммарной площади истечения газа из устройства . Прорези 15 ори полностью открытых или полностью закрытых прор-езях 16 являются cooTiBencTBieiHHO полностью за крытими
или ПО|Л1НОСТЬЮ ОТКрЫТЫМ1И.
Устройство р:а;бота,ет следующ м образом.
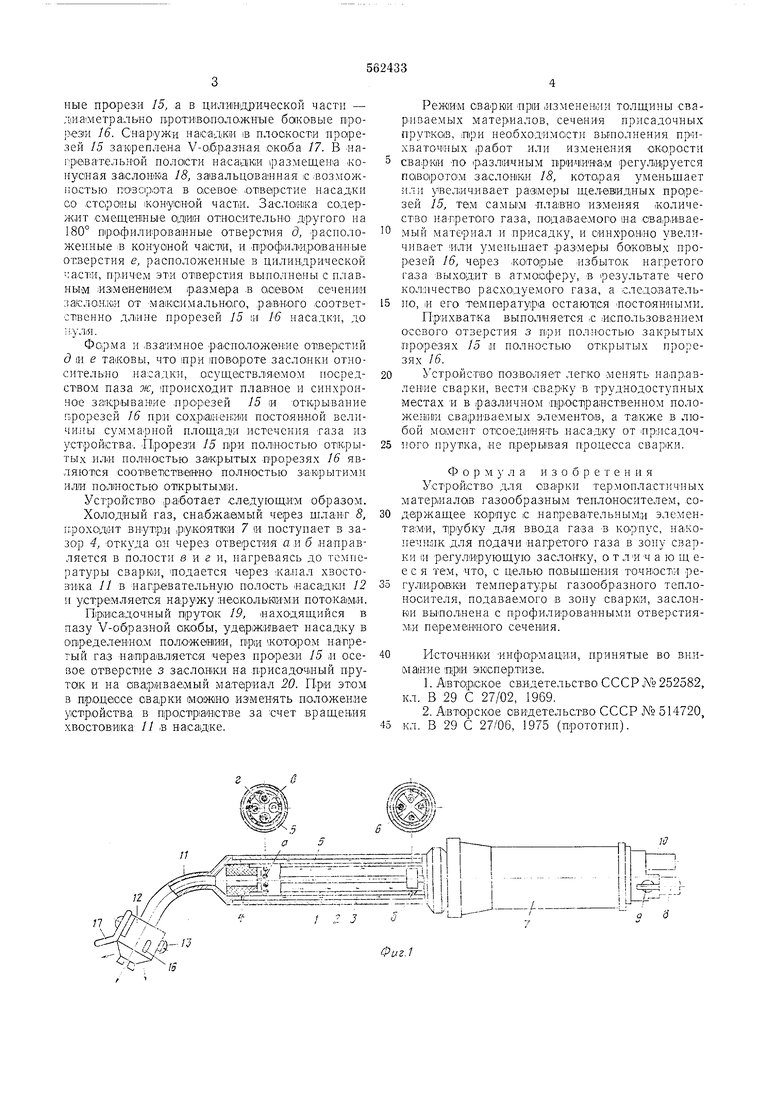
Холодный газ, сна-бжаемый через шланг 8, п.роходит внутра- рукоятки 7 и поступает в зазор 4, откуда ол через отверстия аи б наиравляется в полости виги, нагреваясь до температуры сварки, подается через ;ка,пал хвостовика 11 ъ наг.р1бватель«ую полость «асадки 12 и устремляется наружу неокольними потОКа1М1И.
Присадочный пруток 19, находящийся в пазу У-об разной акобы, уддр|Ж:И Вает насадку в определенно.м полоЖея1И1И, при котором нагретый газ на1Пра1В,Л1яетс.я через прорези 15 и осевое отверстие з заслояки на присадочный прутак и на свариваемый мате|риал 20. При этом в продвссе аварки аюжио измеиять положение устройства в пространстве за счет вращения хвостовика 11 в насадке.
Реж1ИМ сварк1и ири изменевии толщины сваРиваемых матер.иалов, сечения присадочных Прутков, :при нео.бходимссти выполнения прихваточ1ных работ или изменения скорости сварйи но р.азл1ичным прич1Ина.м регулируется поворотом заслонки 18, которая уменьшает НЛ1 увеличивает раз1меры щелев1идных прорезей 15, тем самым плавно из:меняя количество нагретого газа, пода1ваел1ого иа свариваемый материал и пр-исадку, и сиихроано увеличивает иди уменьшает размеры баковых прор-езей 16, через которые избыток нагретого газа выходит в атмоюферл, в результате чего кол:ичество расходуемого газа, а следовательно, |И его температура остаются постоянными. Прихватка выполняется с использованием осевого отверстия з при полностью закрытых Прорезях 15 н полностью открытых прорезях 16.
Устройство позволяет легко менять направление сварки, вести сварку в труднодоступных местах И в различном :прост1ранственном положенной свариваемых элементов, а также в любой момент отсоединять насадку от 1пр:исадочного прутка, не прерьивая процесса сварки.
Формула изобретения Устройство для сварки термопластичных материалов газообразным теплоносителем, содержащее корпус с налрева1тельными элементами, трубку ДЛЯ ввода газа в корпус, наконечник для подачи нагретого газа в зону сварки 1и регулирующую заслонку, о т ли ч а ю щ ееся тем, что, с целью повышения точности регулиров;ки температуры газообразного теплоносителя, подаваемого в зону сварки, заслонки выполнена с профилированными отверстиям;и переменного сечения.
Источники информации, принятые во внимание ир1и экспертизе.
1.Авторское свидетельство СССР N° 252582, кл. В 29 С 27/02, 1969.
2.Авторское свидетельство СССР jY 514720, кл. В 29 С 27/06, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов газообразным теплоносителем | 1980 |
|
SU903157A1 |
| Устройство для сварки термопластов газообразным теплоносителем и использованием присадочного прутка | 1977 |
|
SU695090A1 |
| Устройство для сварки полимерных материалов | 1987 |
|
SU1454721A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 1969 |
|
SU252582A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |

