(54) СПОСОБ СЪЕМА ПАКОВОК С ТЕКСТИЛЬНЫХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ замены паковок на текстильной машине | 1987 |
|
SU1437335A1 |
| Способ замены паковок на текстильной машине | 1988 |
|
SU1583341A1 |
| Устройство для перегрузки паковок | 1990 |
|
SU1726347A1 |
| СПОСОБ НАРАБОТКИ ПАКОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2011625C1 |
| Устройство для перегрузки паковок с намоточных машин | 1982 |
|
SU1043091A1 |
| Устройство для приема и отвода пако-BOK C МОТАльНыХ гОлОВОК ТЕКСТильНыХМАшиН | 1977 |
|
SU827365A1 |
| Устройство для замены паковок на машине для намотки длинномерного материала | 1979 |
|
SU950645A1 |
| Текстильная машина | 1987 |
|
SU1819845A1 |
| Автоматическая мотальная машина | 1988 |
|
SU1650548A1 |
| Мотальная машина | 1980 |
|
SU1030288A1 |
1
Изобретение относится к производству и переработке натуральных и химических волокон и может быть использовано при перегрузке паковок с мотальных головок текстильной машины на транспортные средства.
Наиболее близким к предлагаемому является способ съема паковок, заключающийся в последовательной их перегрузке с равноудаленных мотальных головок на шаговый транспортер, начиная с последней от зоны выгрузки по ходу транспортера, и подачу паковок транспортером в зону выгрузки. При этом последовательно снимаемые с мотальных головок паковки устанавливают на транспортер по ходу его движения одну за другой 1 .
Недостатком этого способа съема паковок являются больш ие энергозатраты. Это вызвано тем, что для обеспечения установки паковки на транспортер одну за другой необходимо после каждой установки на него предыдущей паковки перемещать транспортер не на один, а на два шага между мотальными головками мащины.
Кроме того, при использовании этого способа съема паковок на высокоскоростных
текстильных машинах, требующих перемещения транспортера на повышенных скоростях, необходимо производить динамическое торможение транспортера для обеспечения достаточной точности его позиционирования и уменьшения ударных нагрузок.
Цель изобретения - снижение энергозатрат.
Поставленная цель достигается тем, что при перегрузке паковок каждую последующую из них устанавливают на транспортере перед предыдущей, а подачу паковок транспортером осуществляют с щагом, величина которого определяется из соотношения
t - -Ьш. Zn
где t - шаг подачи .паковок;
Т - расстояние между мотальными головками машины;
п - число паковок, одновременно нарабатываемых на одной мотальной головке;
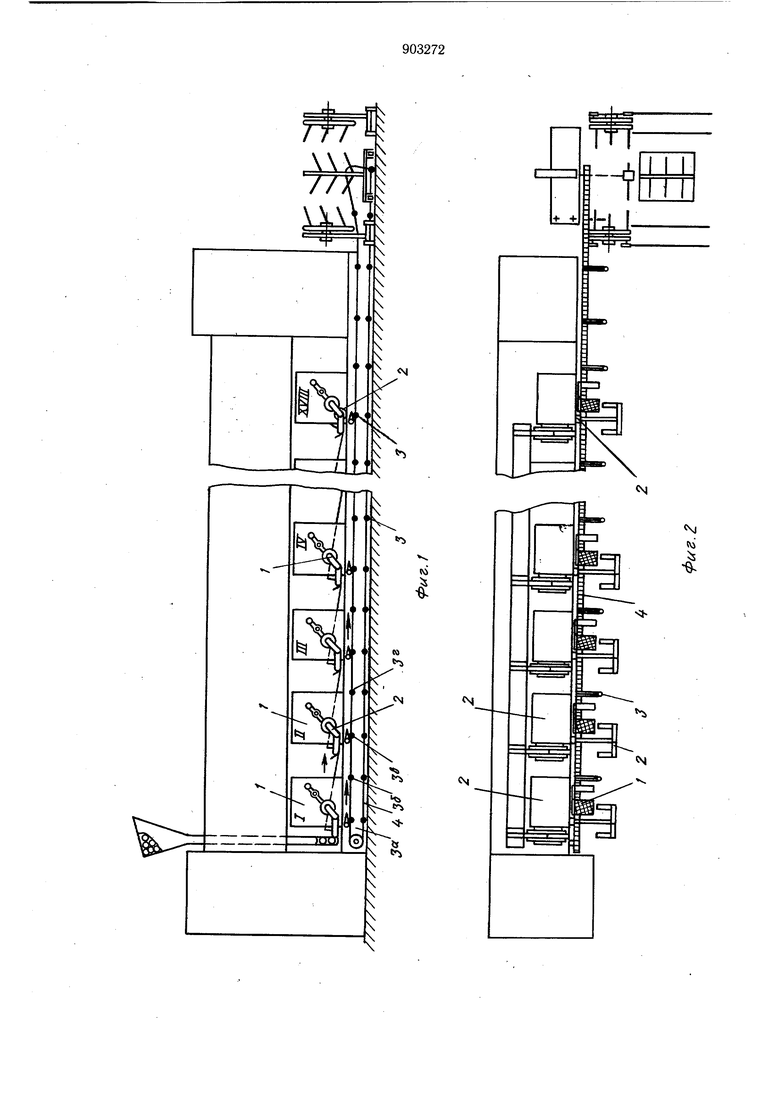
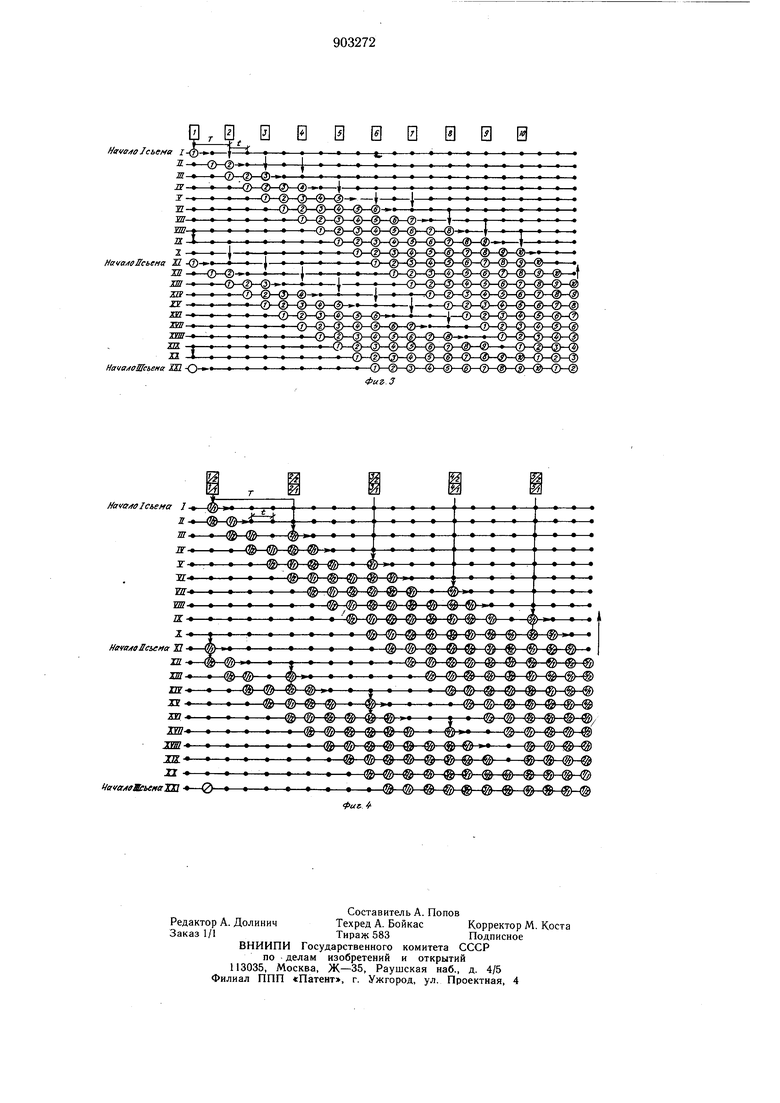
Oi - число паковок, одновременно устанавливаемых на транспортер. На фиг. 1 и 2 изображено устройство, осуществляющее предлагаемый способ; на фиг. 3 и 4 - последовательные положения транспортера при установке на него паковок, снятых с одноместных и многоместных мотальных головок. Устройство для осуществления предложенного способа содержит мотальные головки 1, автооператор 2 для перегрузки паковок на приемный орган 3 транспортера 4 . Паковки 5 (фиг. 1 и 2) нарабатываются последовательно с заданным интервалом времени на мотальных головках 1. По окончании наработки паковки на первой I мотальной головке 1 автооператором 2 снимают эту паковку и устанавливают на приемный орган За транспортера 4. Затем транспортер 4 перемещают в направлении зоны выгрузки на один шаг между его приемными органами, так что приемный орган За занимает положение 3 б, а приемный орган 36 занимает положение Зв напротив второй II мотальной головки. Автооператором 2 снимают паковку 5 со второй II мотальной головки 1 и устанавливают ее на приемный орган 3 б транспортера перед предыдущей паковкой. Далее операции по съему паковок с мотальных головок и установке их на приемные органы транспортера повторяют, при этом каждую паковку, снятую с последующей мотальной головки, устанавливают перед предыдущей паковкой. После установки на транспортер паковки с последней XVIII мотальной головки, транспортер также перемещают на один щаг. Затем паковки 5 вновь снимают с первой I мотальной головки 1 и устанавливают на приемный орган За транспортера 4. Далее цикл работы по установке паковок второго и последующего съемов повторяются. Одновременно с установкой на транспортер паковок, снимаемых с мотальных головок паковки, достигшие зоны разгрузки, перегружают любым известным устройством на транспортные средства. На фиг. 3 представлены стадии перемещения транспортера при установке на него двух наработанных съемов с мотальных головок машины, содержащей восемнадцать мотальных головок, на каждой из которых нарабатывается одна или несколько паковок, снимаемых и устанавливаемых на транспортер одновременно. На фиг. 4 представлены стадии перемещения транспортера при установке на него двух наработанных съемов с мотальных ГОЛОВОК машины, содержащей восемнадцать мотальных головок, на каждой из которых нарабатывается несколько паковок, снимаемых и устанавливаемых на транспортер группами, отличающимися по количеству от общего числа паковок, нарабатываемых на каждой мотальной головке. Предлагаемый способ съема паковок позволяет снизить энергозатраты за счет уменьшения длины щага перемещения транспортера и снижения таким образом скорости его перемещения. Снижение скорости перемещения транспортера позволяет, в свою очередь, .обеспечить необходимую точность его позиционирования без динамического торможения и повысить надежность работы транспортера за счет уменьщения, ударных нагрузок. Кроме того, этот способ позволяет обеспечить постоянную и полную загрузку транспортера паковками без наличия пустых зон. Формула изобретения Способ съема паковок с текстильных машин, заключающийся.в последовательной перегрузке паковок с равноудаленных мотальных- головок на шаговый транспортер, начиная с последней по ходу транспортера, и подаче их транспортером в зону выгрузки, отличающийся тем, что, с целью снижения энергозатрат, при перегрузке паковок каждую последующую из них устанавливают на транспортере перед предыдущей, а подачу паковок транспортером осуществляют с шагом, величина которого определяется из соотношения где t - щаг подачи паковок; Т - расстояние между мотальными головками машины; п - число паковок, одновременно нарабатываемых на одной мотальной головке; П1 - число паковок, одновременно устанавливаемых на транспортер. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3964725, кл. В 65 Н 67/04, 1976. Jr (7 -®-g -@- 1Т -.. ©-©-ф-®-©- -i|i Z -)-®-®-®-®-®- sa-t-2Г-1 Z -Ф-®-©- 2 -®-2 HavttMScbfMci Л )-i Нача аШсьена Ш -О Z)-®-®-©- ®- - -f®-®-®®-®-®-®-®-®-®-®
