Изобретение относится к производству и переработке натуральных и химических волокон, и может быть использовано при операциях съема неработан- ньгх паковок с мотальных головок теки стильных машин и последующей замены их пустыми сменными патронами, а также при дальнейшей транспортировке и перегрузке паковок на межцеховой транспорт.
Цель изобретения - упрощение технологического обслуживания за счет
.исключения разбраковки паковок при их съеме с транспортера.
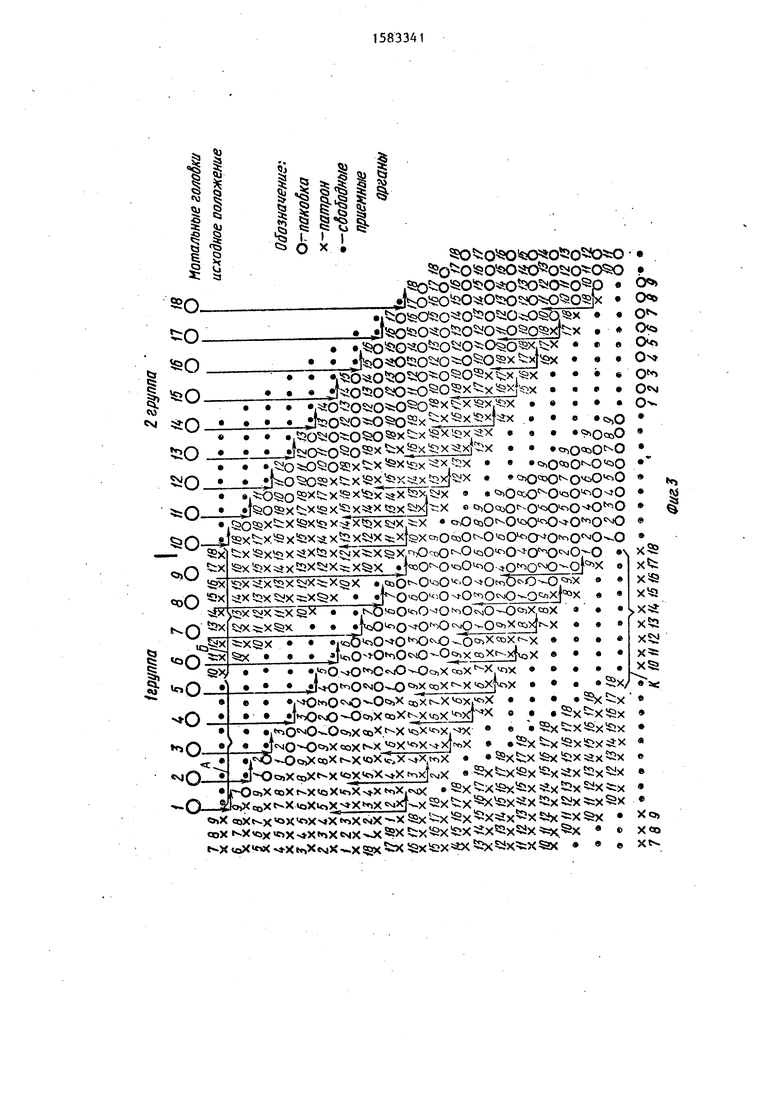
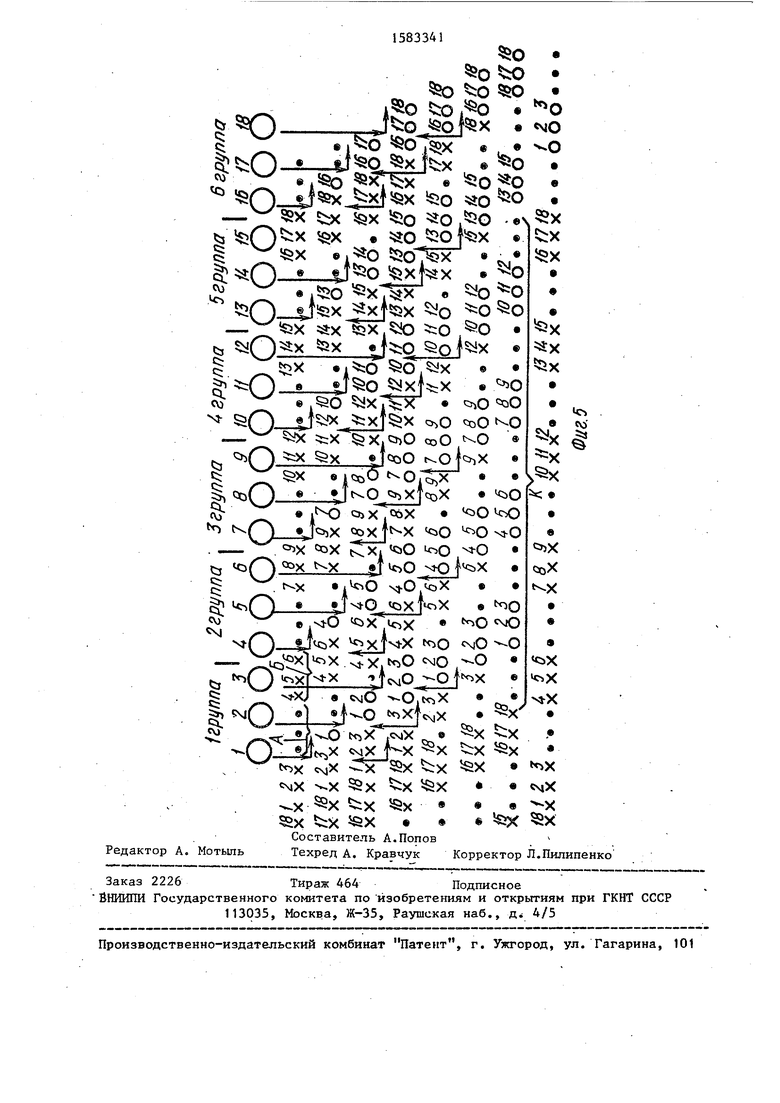
На фиг. 1 показано устройство для осуществления предлагаемого способа; на фиг. 2 - то же, вид сверху; на фиг. 3 - 5 - последовательные положения транспортера при смене паковок при количестве мотальных головок в группе 9, 6 и 3 соответственно.
Устройство для осуществления способа содержит мотальные головки 1, расположенные на расстоянии Т друг от
друга, автооператор 2 для перегрузки на приемные органы-3 шагового транспортера 4 паковок 5 и для устааовки сменных патронов 6 на мотальные головки 1. Приемные органы 3 (3.1, 3.2,...) равноудалены друг от друга на расстоТ
яние t -я-. Концевой участок транспортера 4 в зоне разгрузки контактирует с устройством 7 перегрузки, связанным с цеховыми транспортными средствами 8. Способ заключается в следующем,, Мотальные головки 1 текстильной машины разбивают условно на равные труп-} пы. Паковки 5 нарабатывают одновременно на первых по ходу транспортера 4 мотальных головках 1 каждой группы (фиг. 3 - 1 и 10; фиг. 4 - 1, 17, 13; фиг. 5 - 1, 4, 7 , 10, 13 и 16), а в 2 каждой группе паковки нарабатывают последовательно с заданным интервалом времени.
По окончании наработки паковок 5 на первых мотальных головках каждой пы автооператорами 2 одновременно снимают эти паковки и устанавливают на приемные органы 3.1 транспортера 3. Затем транспортер 4 перемещают на один шаг в направлении зоны выгрузки так, что его приемные органы 3.1 занимают положение 3.2, а приемные органы 3.2 занимают положение 3.3 напротив вторых мотальных головок каждой группы. Автооператорами 2 одновременно снима- ют паковки 5 с вторых мотальных головок в каждой группе и устанавливают их на приемные органы 3.2 транспортера 4 перед предыдущими снятыми паковками 5. Далее операции по съему пако- вок с мотальных головок и установке их на приемные органы повторяют,при этом каждую паковку, снятую с последующей мотальной головки в каждой группе, устанавливают перед предыду- щей.
Перед началом наработки паковок 5 или в течение их наработки приемные органы 3, расположенные против хода транспортера 4 за каждым приемным ор- ганом 3.1 (предназначенным для установки первой наработанной паковки 5 в каждой группе), оснащают сменными пустыми патронами 6, предназначенными для нарабатывания на них паковок. При этом приемные органы 3 разделяют на чередующиеся участки А и Б - (фиг. 3-5), каждый из которых содержит равное количество приемных органов в соответствии с числом паковок, нарабатываемых на мотальных головках 1 группы. Ряды А содержат свобод- ные приемные органы 3, на которые производится установка наработанных паковок 5 согласно описанным операциям предлагаемого способа. Ряды Б содержат приемные органы 3, оснащенные сменными патронами 6. Ряды А и Б попеременно чередуются по длине транспортера 4.
После съема паковок 5 с последних мотальных головок-1 каждой группы (фиг. 3 - 9 и 18; фиг. 4-6, 12, 18; фиг. 5 - 3, 6, 9, 12, 15 и 18) и установки их на первый по ходу транспортера 4 свободный приемный орган 3 соответствующего ряда А, транспортер перемещают на один maf t и подают к первой мотальной головке каждой группы последний по ходу транспортера в ряду Б приемный орган, оснащенный сменным патроном 6.
Автооператорами 2 сменный патрон 6 с каждого ряда Б одновременно устанавливается на первую мотальную головку каждой группы, после чего транспортер 4 перемещают на следующий шаг вперед. При этом предыдущий по ходу транспортера 4 в каждом ряду Б сменный патрон 6 занимает место напротив второй мотальной головки соответствующей группы, на которую он также устанавливается своим автооператором 2.
Далее операции по подаче и установке сменных патронов 6 повторяют, причем на каждую последующую мотальную головку 1 группы устанавливают сменный патрон 6, расположенный на предыдущем по ходу транспортера приемном органе того же ряда 6. После установки на последнюю,мотальную головку 1 каждой группы первого в соответствующем ряду Б сменного патрона 6 транспортер 4 перемещают на следующий шаг вперед.
По окончании установки сменных патронов 6 на мотальные головки 1 транспортер дополнительно смещают на К шагов в зависимости от общего числа мотальных головок 1 и числа мотальных головок в группе, при этом число дополнительных шагов выражается следующей зависимостью:
К 2N(1 - ) - п,
где N - число мотальных головок на машине;
tn - число мотальных головок в -
группе.
При этом перемещают сменные патроны 6 для замены паковок следующего съема в исходное положение (например, не доходя на один шаг до первой мотальной головки соответствующей группы) . При замене паковок второго и последующего съемов весь описанный цикл съема и установки сменных патронов повторяют сначала.
Одновременно с осуществлением one- раций съема паковок и установки сменных патронов паковки 5,достигшие зоны раз- грузки транспортера, перегружают устройством 7 на цеховые транспортные средства 8. В качестве перегружающего устройства 7 может быть использовано любое устройство для межоперационной передачи деталей с отверстиями. Аналогичное устройство в сочетании со счетчиком шагов транспортера может быть использовано для оснащения приемных органов 3 шагового транспортера сменными патронами 6.
Предлагаемый способ позволяет упростить технологическое обслуживание за счет исключения визуальной разбраковки паковок при их съеме с транспор- тера, так как паковки собираются на транспортере группами по признакам однородности их свойств, например по цвету нитей, зависящих от условий формирования нити на том или ином экструдере машины получения химического волокна.
Формула изобретения
Способ замены паковок на текстильной машине, при котором на приемные
0
5
0 5
0
5
0
органы шагового транспортера, расположенные с шагом, равным половине шага мотальных головок на машине, устанавливают сменные патроны по числу нарабатываемых на машине паковок, затем поочередно по ходу транспортера перегружают готовые паковки с мотальных головок на свободные приемные органы шагового транспортера, устанавливая паковку с последующей мотальной головки на транспортере перед предыдущей, а после перегрузки всех паковок на транспортер поочередно устанавливают патроны с транспортера на мотальные головки, начиная с последнего по ходу транспортера, отличающийся тем, что, с целью упрощения технологического обслуживания путем исключения разбраковки паковок, мотальные головки разбивают на равные группы, а сменные патроны устанавливают на приемные органы транспортера группами по числу мотальных головок в
группе и чередуют их с таким же количеством свободных приемных органов для приема готовых паковок, при этом поочередную перегрузку паковок в каждой группе мотальных головок и последующую установку пустых патронов начинают одновременно и проводят синхронно во всех группах, а после замены всех паковок на мотальных головках всех групп приемные органы шагового транспортера смещают на К шагов, число которых определяют из зависимости К 2N-(1 -f) - га,
где N - общее число мотальных головок на машине;
ш - число мотальных головок в одной группе.
|И
1
Сч
550
o
e
xfcx
e e
Q,- - JL-jfeci O Q x .
о«
O
e г О о хЈ:хЩх х
O.
О О О О°оО
« ® ЭД ЮсоО х х в
x52X « e ® « x « j jfoQt4Qsa х|о,х
oo
e « cjoQt Q x X Xc x
O -L-Jj O x x xo xfcox
ОсмО)
O
-
x
is,)X
coX
O1
}
м fcr
x x x x oXJKx Q O O O x QO ),O
aj Qxi-O Q p- of X
LcoxooXt,X «. в в
Aoox -x 5KQ f O :sO -Otc x
Ьх
® ®«
ф e|t4) 999
-тагIOB
«iN O MCb-OtoX XiNfX ® X
)xl ix ±xpclx e
x
x x x
bv
e
x x
x
x
4DX
KX
X X, tnX e e
чаХ ЧХ «
-.. ™ ™ вОЛ. - -. л -- .t - . Л B.V . .,.
.
, , x
« Хьг, e e e
«
x
x
x x x
bv
s
«vi
I
O
X
в в
«
99
OB
e
x x
x
x
4DX
KX
1583341
$0
sso о sso
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ замены паковок на текстильной машине | 1987 |
|
SU1437335A1 |
| Способ съема паковок с текстильных машин | 1980 |
|
SU903272A1 |
| Устройство для перегрузки паковок | 1990 |
|
SU1726347A1 |
| Устройство для приема и отвода пако-BOK C МОТАльНыХ гОлОВОК ТЕКСТильНыХМАшиН | 1977 |
|
SU827365A1 |
| Устройство для замены паковок на машине для намотки длинномерного материала | 1979 |
|
SU950645A1 |
| АВТОМАТ ДЛЯ ПРЯДЕНИЯ И ПЕРЕМАТЫВАНИЯ ПРЯЖИ | 1991 |
|
RU2009281C1 |
| Автоматическая мотальная машина | 1988 |
|
SU1650548A1 |
| СПОСОБ НАРАБОТКИ ПАКОВОК НА ПАРНЫЕ БОБИНОДЕРЖАТЕЛИ МНОГОСЕКЦИОННОЙ ТЕКСТИЛЬНОЙ МАШИНЫ | 1989 |
|
RU2011624C1 |
| Автоматическая мотальная машина | 1978 |
|
SU895868A1 |
| Устройство для перегрузки паковок с намоточных машин | 1979 |
|
SU967942A1 |


Изобретение относится к производству и переработке натуральных и химических волокон и может быть использовано при операциях съема текстильных паковок с мотальных головок текстильных машин. Цель изобретения - упрощение технологического обслуживания путем исключения визуальной разбраковки паковок при съеме с транспортера. Способ замены паковок на текстильной машине заключается в том, что перед началом замены паковок мотальные головки разбивают на равные по количеству группы, а сменные патроны устанавливают на приемные органы шагового транспортера группами, по числу мотальных головок в группе и чередуют их с таким же количеством свободных приемных органов. Затем производят поочередную перегрузку паковок с мотальных головок на транспортер, причем перегрузку начинают во всех группах одновременно, начиная с первой по ходу транспортера в каждой группе. После этого производят поочередную установку патронов, также начиная ее одновременно во всех группах. После замены паковок на мотальных головках всех групп приемные органы транспортера дополнительно смещают на K шагов, число которых определяют из зависимости K=2N(1-M/N)-M, где N - общее число мотальных головок на текстильной машине
M - число мотальных головок в одной группе. 5 ил.
| Способ замены паковок на текстильной машине | 1987 |
|
SU1437335A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
