Предметом изобретения является способ штамповки полых изделий из листового металла с помощью многократного местного обжатия заготовки, периодически поворачивающейся вокруг оси.
Известны способы изготовления сферических изделий их вытягиванием из листового металла с вращением заготовки в течение всего времени вытягивания.
При изготовлении изделий этим способом заготовка, зажатая в центре между пуансоном и выталкивателем, вращается вместе с ними в течение всего процесса вытягивания и, вращаясь, приобретает окончательную форму по матрице, представляющей полный профиль изделия.
Описываемый способ отличается от известных тем, что заготовка подвергается обтягиванию участками по оправке, представляющей собою лишь часть профиля изделия, и периодически поворачивается в промежутках между двумя следующими друг другом рабочими ходами пуансона. Это позволяет вытягивать крупные изделия диаметром более 3 м, изготовляемых в малых количествах с меньшими затратами на оснастку по сравнению с вытягиванием изделий в штампах.
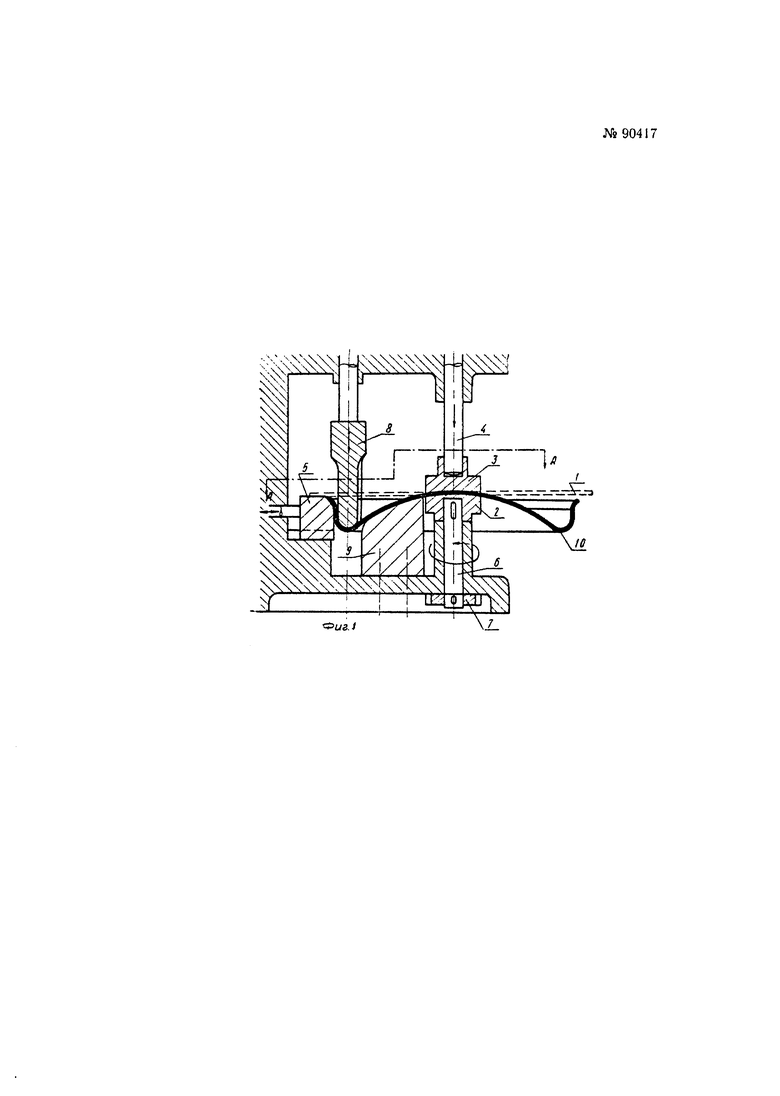
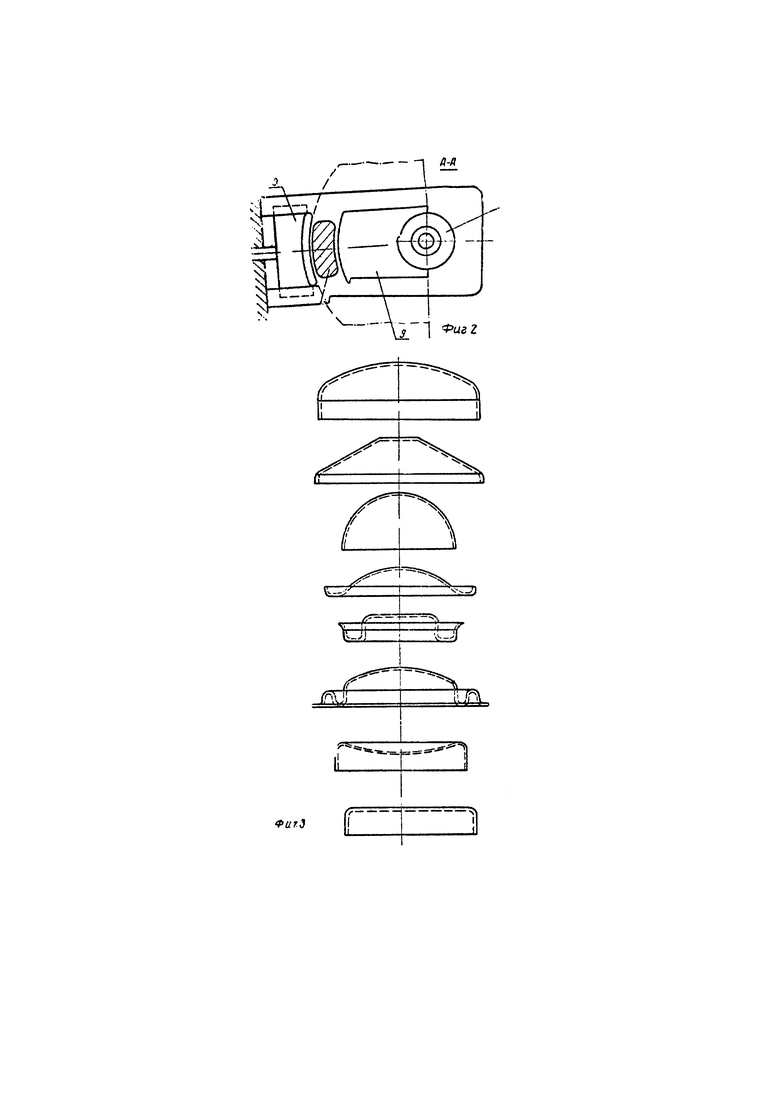
На фиг. 1 схематически изображено устройство для осуществления способа штамповки полых изделий в продольном разрезе; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - образцы изделий, которые могут быть изготовлены штамповкой.
Заготовка 1, вырезанная из листового металла зажимается между нижней 2 и верхней 3 шайбами устройства при помощи штока 4, причем край заготовки лежит на ползушке 5. Нижняя шайба жестко укреплена на валу 6, который периодически поворачивается вместе с зажатой заготовкой от приводного механизма через мальтийский крест 7, закрепленный на нижнем конце вала 6. Таким образом, заготовка периодически поворачивается в промежутках между двумя следующими друг за другом рабочими циклами деформирования.
Пуансон 8 совершает свой рабочий ход после каждого поворота заготовки. Он продвигается к заготовке и деформирует прилегающий участок на некоторую глубину, обтягивая материал по неподвижной оправке 9, которая представляет собою часть полного профиля изделия. Затем пуансон отодвигается, освобождая заготовку для очередного поворачивания. Ползушка 5 перед началом рабочего хода выдвинута вперед. По окончании рабочего хода она отодвигается назад, освобождая заготовку для очередного поворота, а затем вновь продвигается вперед.
После того как заготовка совершит полный оборот, пуансон опускается ниже и деформирует заготовку на большую глубину. Обработка продолжается до тех пор, пока не будет отштамповано изделие 10 заданной формы.
Движение всех рабочих органов конструктивно связано и синхронизировано таким образом, что весь процесс штамповки осуществляется автоматически и полностью заканчивается за несколько оборотов заготовки. В зависимости от конструктивного решения заготовка может быть расположена при штамповке в горизонтальной или в вертикальной плоскости.
Ротационно-циклическая штамповка тонкостенных деталей может осуществляться без нагрева заготовки при относительно небольшой нагрузке на рабочие органы. При штамповке толстостенных деталей непосредственно на машине может быть установлено приспособление для местного нагрева участка заготовки, который поступает в зону деформирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ штамповки изогнутых деталей с фланцами | 1990 |
|
SU1766558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| Устройство для изготовления полых деталей из листового материала | 1976 |
|
SU599891A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
1. Способ штамповки полых изделий из листового металла, отличающийся тем, что штамповку производят прерывисто, то поворачивая заготовку около ее оси последовательно воздействуя пуансоном на элементы ее периферии, и деформируя заготовку периодически по неподвижной оправке, представляющей собою часть полного профиля изделия.
2. Форма выполнения устройства для осуществления способа по п. 1, отличающаяся тем, что, с целью постепенного деформирования заготовки применено автоматическое и синхронное движение всех рабочих органов, периодически поворачивающих заготовку на некоторый угол и деформирующих ее до полного формообразования.
