Изобретение относится к способу штамповки полЕлх осесимметричных изделий из листовых заготовок. Известен способ шта шовки осеснмметричных изделий с малым утонением стенки i . Штамповка по данному способу прои водится в два перехода : получение вытяжкой полой цилиндрической заготовки с плоским дном, у которой вели чина радиуса сопряжения стенки цилин дра с дном меньше, чем радиус готовой детали-, и формовка, которая осуществляется вдавливанием этой заготовки в матрицу требуемой форг-и при приложении деформирующего усилия в торец заготовки. При формовке заготовки вследствие тангенциальной деформации сжатия происходит увеличение толщины стенки заготовки, частично компенсирующее местное утонение материала, возникающее при вытяжке. Недостатком известного способа является невозможность получения оди наковой толщины стенки вдоль образую щей изделий и получения изделий глубоких и с высокими цилиндрическими горловинами. Целью изобретения является повышение качества изделий путем повышения равномерности толщины их стекок. Это достигается тем, что вытяжкой получают полуфабоикат, имеющий плоское дно, цилиндрическую и юбочные части и заданную величину радиуса сопряжения дна со стенкой. При обжиме деформируют преимущественно радиусную часть полуфабриката с прилегающими к ней зонами. Деформирующее усилие прикладывается через полый.обжимной пуансон. Возможность выравнивания толщины стенок.полуфабриката на участке с местным утонением стенки в основном определяется выбором заданной величины радиуса перехода от цилиндрической стенки к дну полуфабриката. Величина радиуса г перехода опреде:г1яется по формуле ,-Df. аГ ) J L , j где( - предел текучести материала полуфабриката; -наибольшая деформация по толщине стенки в зоне местного утонения, возникакнаая при вытяжкe
D -наружный диаметр цилиндрическог участка полуфабриката;
п -показатель степени уравнения степенной аппроксимации кривой упрочнения материала;
А -постоянный коэффициент уравнения степенной аппроксимации кривой упрочнения материала.
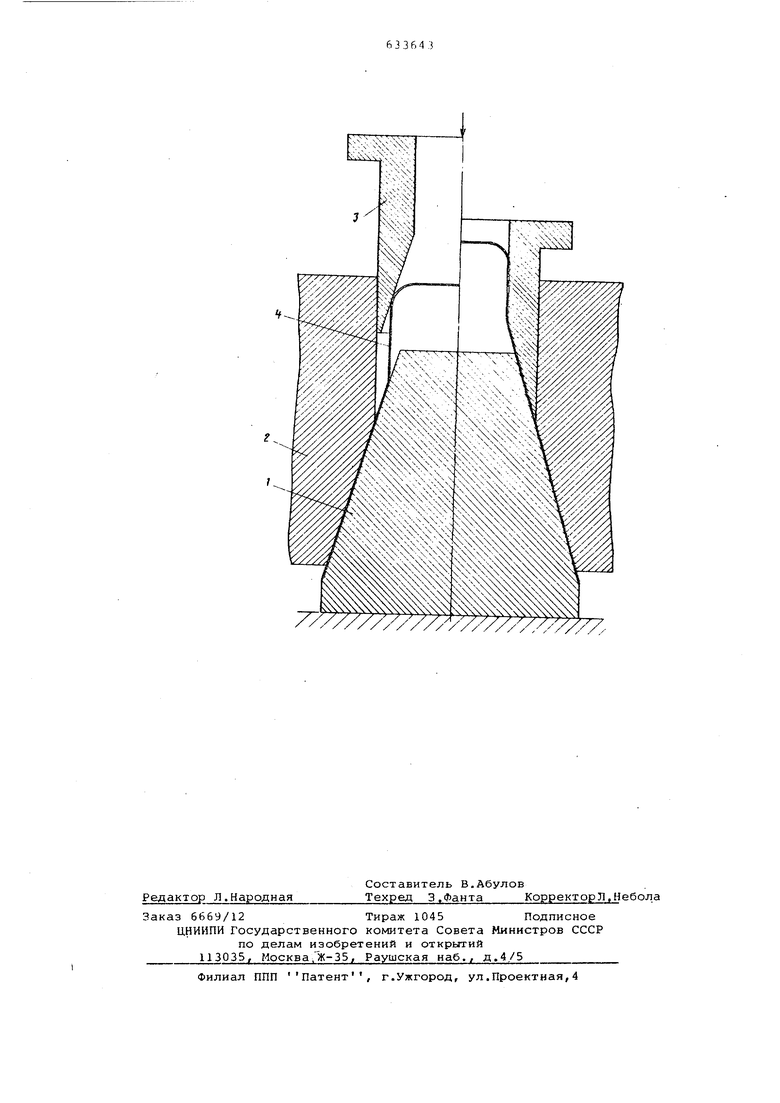
На чертеже показано устройство для осуществления способа (в положении начала деформирования и в положении деформирования) . Оно состоит из оправки 1, наружного прижима 2, пуансона 3,
Способ штамповки осуществляется следующим образом.
Полуфабрикат 4, полученный вытяжкой и имеющий местное утонение на участке радиусного перехода от дна к цилиндрической части, зажимают, между оправкой 1 и наружным прижимом 2 по всей площади юбочной части. Радиусную часть полуфабриката с прилегающими к ней зонами обжимают до заданного размера полым пуансоном 3, имеющим профиль по форме готового изделия..
Применение описанного выше способа повышает качество изделия, сводит к минимуму отходы механической обработки ,
Формула изобретения
Способ штамповки полых осесимметричных изделий, включающий вытяжку и
плоской листовой заготовки полуфабриката с плоским дном и радиусной часть перехода от цилиндрической стенки к донной части и обжим этого полуфабриката, о тличающийс я тем, что, с целью повышения качества изделий путем повышения равномерности толщины их стенок,в зоне донной части при обжиме деформируют преим щественно радиусную часть полуфабриката, а величину радиуса этой части выбирают по формуле
БГ 1/264 1 )
где г - радиус перехода от цилиндрической стенки к донной части; 6 - предел текучести материала - наибольшая деформация по толщине стенки в зоне местного утонения, возникающая при вытяжке;
D - наружный диаметр цилиндрического участка полуфабриката;
И - показатель степени уравнения степенной аппроксимации кривой упрочнения материала;
А - постоянный коэффициент уравнения степенной аппроксимации кривой упрочнения материала.
Источники информации, принятые во внимание при экспертизе :
1. Авторское свидетельство СССР № 365913, кл. В 21 Г 22/28, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| Способ изготовления цилиндрических изделий из полых заготовок с дном | 1975 |
|
SU517360A1 |
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| Способ изготовления полых двухслойных изделий | 1983 |
|
SU1088845A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |