(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |
| Способ изготовления пуансонов | 1987 |
|
SU1438898A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| МНОГОСЛОЙНОЕ ЗАЩИТНО-СМАЗОЧНОЕ ПОКРЫТИЕ | 2009 |
|
RU2412775C2 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ | 2003 |
|
RU2243988C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| Волока | 1989 |
|
SU1650306A1 |
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для горячей обработки металлов давлением.
Известен инструмент для обработки металлов давлением, содержащий корпус и рабочую часть, выполненную из соединенных волокон, торцы которых образуют рабочую поверхность 1.
Однако известный инструмент характеризуется невысокой стойкостью из-за недостаточной смазки и охлаждения при работе.
Целью изобретения является повышение стойкости инструмента за счет создания гидродинамического эффекта смазывающей жидкости.
Для достижения поставленной цели волокна расположены под углом 10-45° к рабочей поверхности.
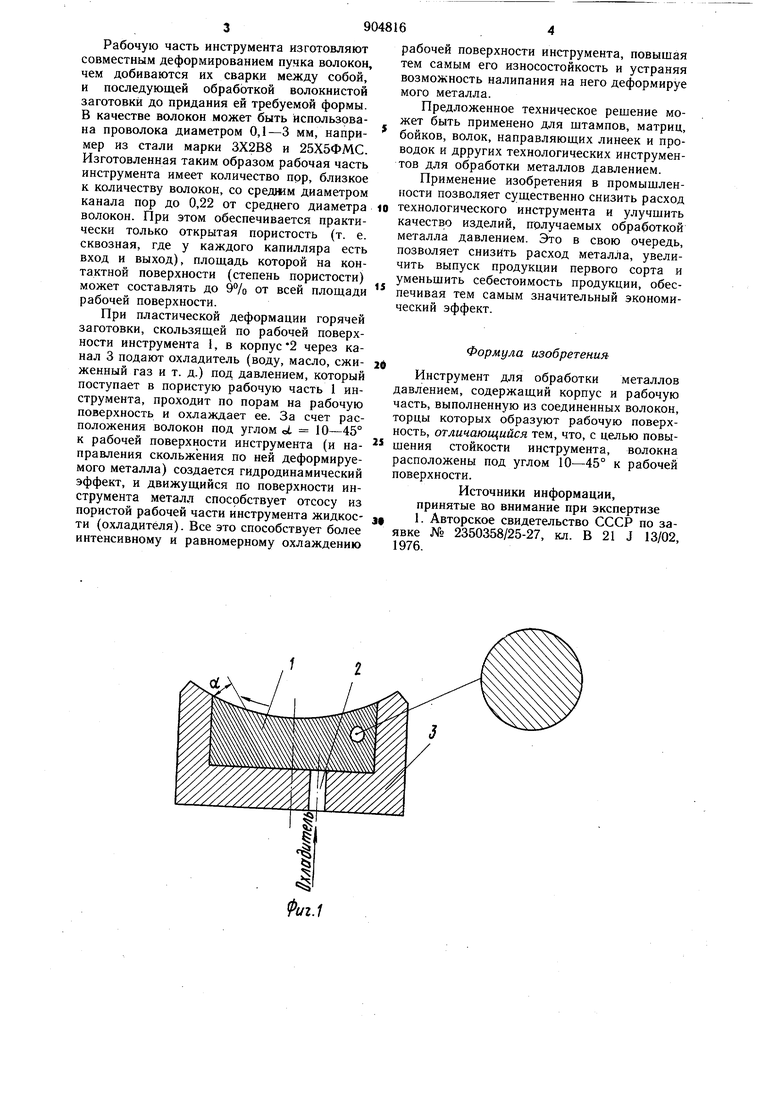
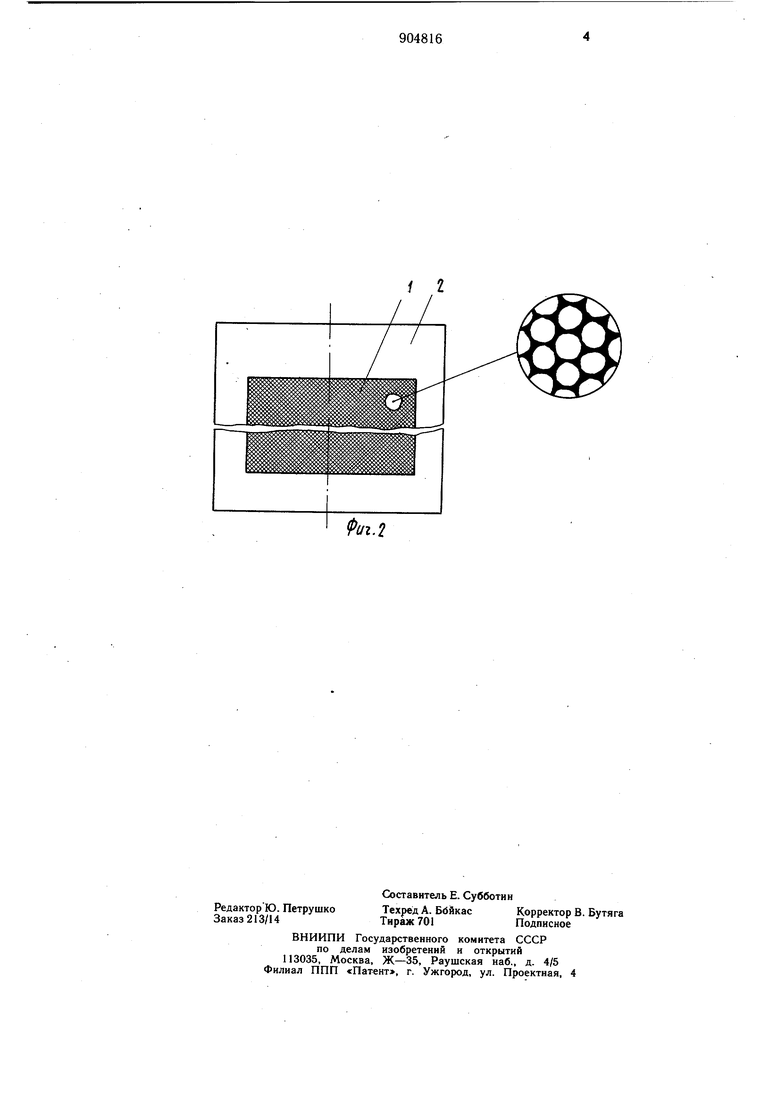
На фиг. 1 схематически показан охлаждаемый технологический инструмент для обработки металла давлением, поперечное сечение; на фиг. 2 - рабочая поверхность технологического инструмента, вид сверху.
Технологический инструмент для обработки металлов давлением состоит из рабочей
части 1, выполненной из соединенных вместе металлических волокон высокопрочного материала в виде вставки и установленной в соответствующем пазу корпуса 2 инструмента. Корпус 2 инструмента может быть выполнен из рядовой марки стали. На фиг. 1 и 2 кружками показано поперечное сечение волокон, а темным цветом зазоры между волокнами, образующие поры в рабочей части инструмента. Стрелками показано направление движения деформируемого
10 металла при прокатке по поверхности инструмента и место подачи охладителя.
В корпусе 2 инструмента на дне паза, в котором крепится рабочая пористая часть 1
выполнена сеть проточек и канал 3, в который подается охладитель, например сжиженный газ. Поры в рабочей части 1 инструмента расположены параллельно волокнам и образованы их поверхностями, т. е.
20 представляют собой зазоры между волокнами.
Поперечное сечение волокон может быть любой формы, но круглая форма является наиболее практичной. Рабочую часть инструмента изготовляют совместным деформированием пунка волокон, чем добиваются их сварки между собой и последующей обработкой волокнистой заготовки до придания ей требуемой формы. В качестве волокон может быть использована проволока диаметром 0,1-3 мм, например из стали марки ЗХ2В8 и 25Х5ФМС. Изготовленная таким образом рабочая часть инструмента имеет количество пор, близкое к количеству волокон, со средним диаметром к количеству «----;Р Годи Те р: канала пор до 0,22 от среднего диаметра волокон. При этом обеспечивается практически только открытая пористость (т. е -г-и-вь.,, г . щ LrfcSr-o ГоГвсеГ Г„ рабочей поверхности.„ При пластической деформации горячей заготовки, скользящей по рабочей поверхности инструмента 1, в корпус «2 через канал 3 подают охладитель (воду, масло, ежиженный газ и т. д.) под давлением, который поступает в пористую рабочую часть 1 инструмента, проходит по порам на рабочую поверхность и охлаждает ее. За счет рас положения волокон под углом ci 1U-4i) к рабочей поверхности инструмента (и направления скольжения по ней деформируемого металла) создается гидродинамический эффект, и движущийся по поверхности инструмента металл способствует отсосу из пористой рабочей части инструмента жидкости (охладителя). Все это способствует более in 1 vj.rt. / - - ,..лпшт/-ъьл1Г ГТ QMf интенсивному и равномерному охлаждению 9048 - рабочей поверхности инструмента, повышая ем самым его износостойкость и устраняя возможность налипания на него деформируе мого металла. Предложенное техническое решение может быть применено для штампов, матриц, бойков, волок, направляюших линеек и проводок и дрругих технологических инструментов для обработки металлов давлением. Применение изобретения в промышленипгти позволяет существенно снизить расход ех оТгГеск гои нструмента и улучшить изделий получаемых обработкой изделии р очередь, ГзитГрас металла, увелиЗг1/е .„гг.ес з,а™. ,ко„о„„ческии эффект. г ппмила изобретения Формула изобретения инструмент для обработки металлов FIHCI ру iVicn I - - riHcipyм... ..„„„„, давлением, содержащий корпус и рабочую часть, выполненную из соединенных волокон, торцы которых образуют рабочую поверхность, отличающийся тем, что, с целью повышения стойкости инструмента, волокна расположены под углом 10-45° к рабочей поверхности. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2350358/25-27, кл. В 21 J 13/02,
У 2
