4
СО 00
оо со
00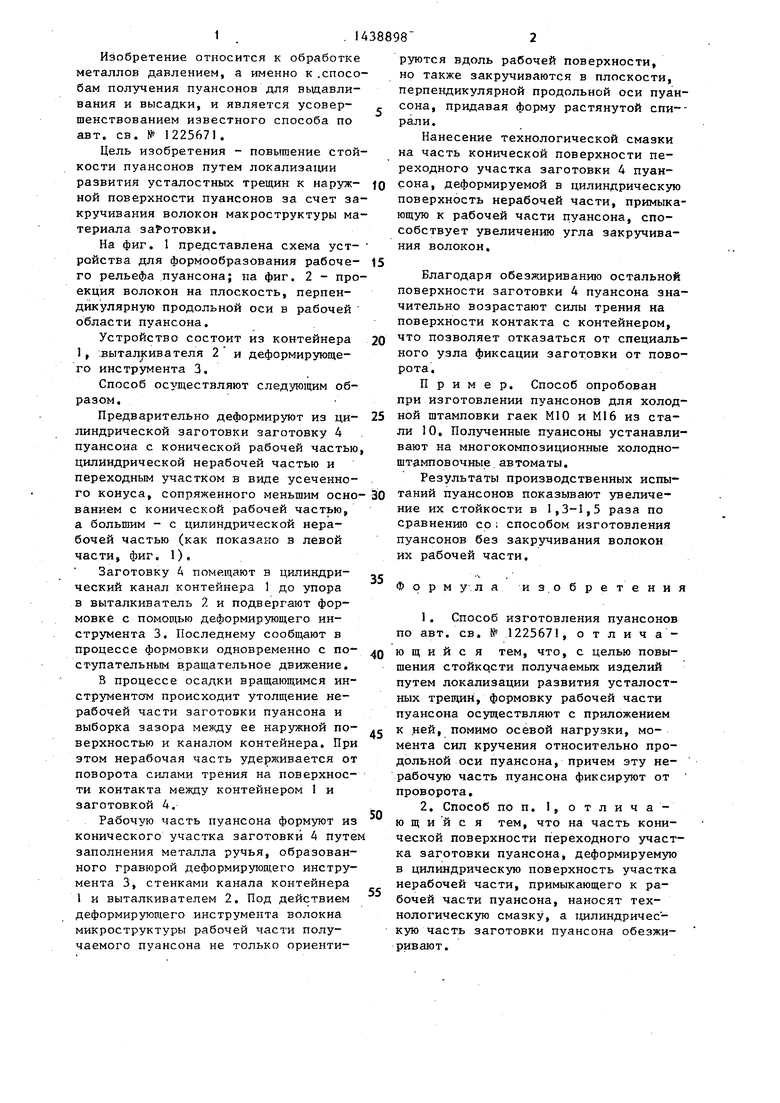
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пуансонов | 1984 |
|
SU1225671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Инструмент для выдавливания деталей с хвостовиком типа корпусов гидроцилиндров | 1980 |
|
SU996044A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления пуансонов для вьщавливания и высадки. Цель изобретения - повышение стойкости получаемых изделий путем локализации развития усталостных трещин. Формовку рабочей части пуансона осуществляют с приложением к ней, помимо осевой нагрузки, момента сил кручения относительно продольной оси пуансона. Нерабочую часть пуансона фиксируют от проворота. На часть деформируемой поверхности наносят технологическую смазку, а цилиндрическую часть заготовки пуансона обезжиривают. Эти условия позволяют увеличить угол изгиба волокон заготовки и повысить силы трения, что улучшает фиксацию заготовки от проворота, 1 з,п. ф-лы, 2 ил. с (Л
гч
Изобретение относится к обработке металлов давлением, а именно к .способам получения пуансонов для вьщавли- вания и высадки, и является усовер- шенствованием известного способа по авт. св. № 1225671.
Цель изобретения - повышение стойкости пуансонов путем локализации развития усталостных трещин к наруж- ной поверхности пуансонов за счет закручивания волокон макроструктуры материала заготовки.
На фиг. 1 представлена схема уст- ройства для формообразования рабоче- го рельефа пуансона; па фиг. 2 - проекция волокон на плоскость, перпендикулярную продольной оси в рабочей области пуансона.
Устройство состоит из контейнера
1 , выталкивателя 2 и деформирующего инструмента 3.
Способ осуществляют следующим образом.
Предварительно деформируют из цилиндрической заготовки заготовку 4 пуансона с конической рабочей частью, цилиндрической нерабочей частью и переходным участком в виде усеченного конуса, сопряженного меньшим осно- 30 таний пуансонов показывают увеличеванием с конической рабочей частью, а большим - с цилиндрической нерабочей частью (как показано в левой части, фиг. 1).
Заготовку 4 помещают в цилиндрический канал контейнера 1 до упора в выталкиватель 2 и подвергают формовке с помощью деформирующего инструмента 3. Последнему сооб1цают в процессе формовки одновременно с поступательным вращательное движение.
В процессе осадки вращающимся инструментом происходит утолщение нерабочей части заготовки пуансона и выборка зазора между ее наружной поверхностью и каналом контейнера. При этом нерабочая часть удерживается от поворота силами трения на поверхности контакта между контейнером 1 и заготовкой 4.
Рабочую часть пуансона формуют из конического участка заготовки 4 путе заполнения металла ручья, образованного гравюрой деформирующего инструмента 3, стенками канала контейнера 1 и выталкивателем 2. Под действием деформирующего инструмента волокна микроструктуры рабочей части получаемого nvaHCOHa не только ориенти
руются вдоль рабочей поверхности, но также закручиваются в плоскости, перпендикулярной продольной оси пуансона, придавая форму растянутой спи-- рали.
Нанесение технологической смазки на часть конической поверхности переходного участка заготовки 4 пуансона, деформируемой в цилиндрическую поверхность нерабочей части, примыкающую к рабочей части пуансона, способствует увеличению угла закручивания волокон.
Благодаря обезжириванрда остальной поверхности заготовки 4 пуансона значительно возрастают силы трения на поверхности контакта с контейнером, что позволяет отказаться от специального узла фиксации заготовки от поворота.
Пример. Способ опробован при изготовлении пуансонов для холодной штамповки гаек Ml О и Ml 6 из стали 10, Полученные пуансоны устанавливают на многокомпозиционные холодно- штцмповочные автоматы.
Результаты производственных испы5
0
5
0
5
ние их стойкости в 1,3-1,5 раза по сравнению со ; способом изготовления пуансонов без закручивания волокон их рабочей части.
. ,
Форму.ла из.обретения
Фиг.2
| Способ изготовления пуансонов | 1984 |
|
SU1225671A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
