1
Изобретение относится к технолс1гическим средствам машино-и приборостроения .
По основному asT.cB.lf 602307 известно устройство для обработки тонкостенных цилиндрических деталей, я:одержащее деформатор, выполненный в виде кулачка, установленного на валу задающего устройства и контактирующего через вращающуюся опору с внутренней поверхностью обрабатываемой детали 1.
Недостатком данного устройства является то, что оно не исключает колебаний детали, и переналадка устройства на другой типоразмер обрабатываемых деталей сложна.
. Цель изобретения - повышение точности обработки и увеличение производительности.
Указанная цель достигается тем, что в устройстве для обработки тонкостенных цилиндрических деталей кулачок выполнен съемным и на его торце
выполнены выступы, а на валу - соответствующие им впадины, причем вал выполнен телескопическим, а между ним и кулачком установлена введенная в устройство упругая втулка.
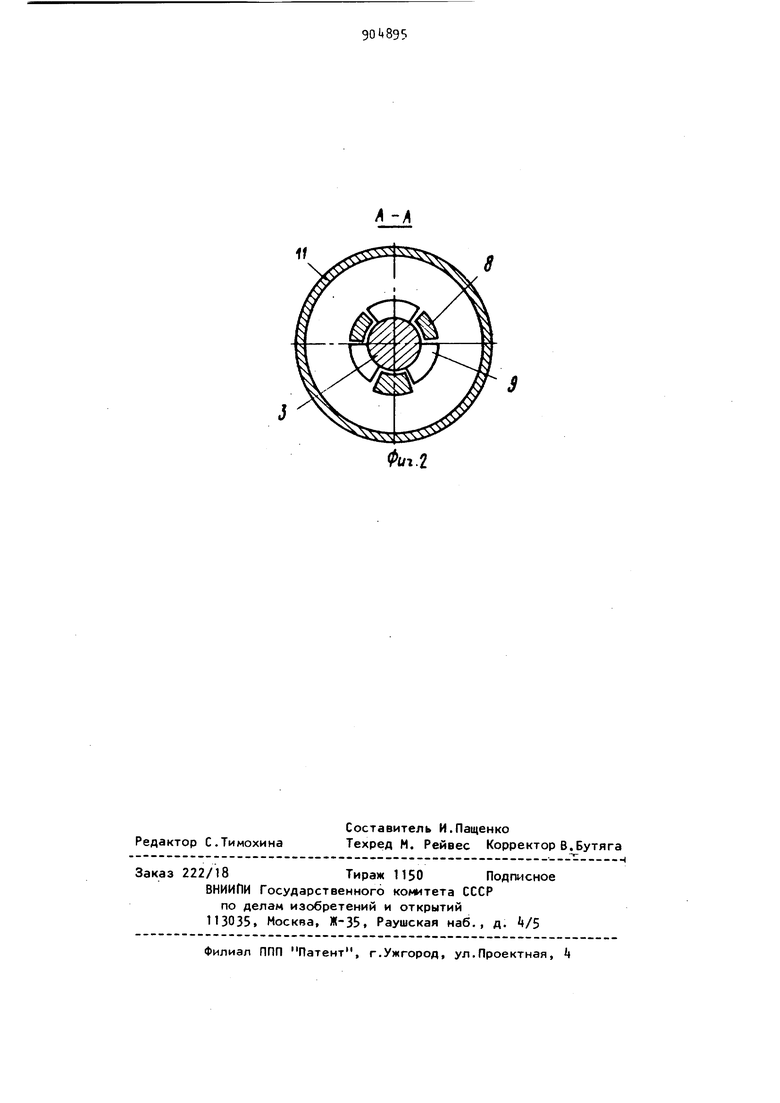
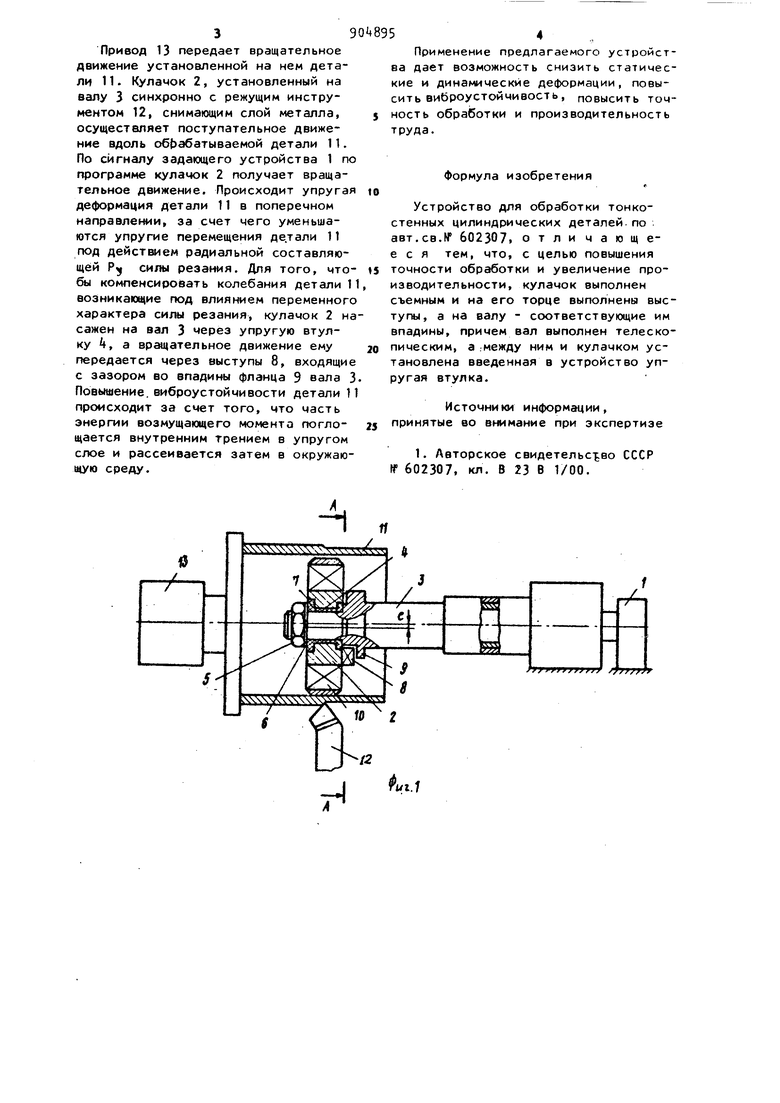
На фиг. 1 схематически представлено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг.1.
Устройство включает задающее устройство 1, деморматор в виде кулач10ка 2, установленного эксцентрично на валу 3 с помощью упругой втулки4, гайку S с пружинной шайбой 6 и резиновой прокладкой 7. На торцовой поверхности кулачок 2 имеет выступы 8,
ts входящие во впадины фланца Э- Кулачок о 2 через вращающуюся опору 10 контактирует с внутренней поверхностью детали 11, обрабатываемой режущим инструментом 12 установленной
30 в приводе 13. Вал 3 выполнен телескопическим.
Устройство работает следующим образом. Привод 13 передает вращательное движение установленной на нем детали 11. Кулачок 2, установленный на валу 3 синхронно с режущим инструментом 12, снимающим слой металла, осуществляет поступательное движение вдоль о6{7абатываемой детали 11. По сигналу задающего устройства 1 по программе кулачок 2 получает вращательное движение. Происходит упругая деформация детали 11 в поперечном направлении, за счет чего уменьшаются упругие перемещения де.тали 11 под действием радиальной составляющей Р силы резания. Для того, чтобы компенсировать колебания детали 1 возникающие под влиянием переменного характера силы резания, кулачок 2 на сажен на вал 3 через упругую втулку 4, а вращательное движение ему передается через выступы 8, входящие с зазором во впадины фланца 9 вала 3 Повышение, виброустойчивости детали 1 происходит за счет того, что часть энергии возмущающего момента поглощается внутренним трением в упругом слое и рассеивается затем в окружающую среду. Применение предлагаемого устройства дает возможность снизить статические и динамические деформации, повысить виЬроустойчивость , повысить точность обработки и производительность труда. Формула изобретения Устройство для обработки тонкостенных цилиндрических деталей.по авт.св.№ 602307, отли чающееся тем, что, с целью повышения точности обработки и увеличение производительности, кулачок выполнен съемным и на его торце выполнены выступы, а на валу - соответствующие им впадины, причем вал выполнен телескопическим, а между ним и кулачком установлена введенная в устройство упругая втулка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ff 602307, кл. В 23 В 1/00.
If
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Станок для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU889465A1 |
| Устройство для нарезания резьбы | 1974 |
|
SU510335A1 |
| Устройство для токарной обработки торцовых нежестких поверхностей пустотелых деталей | 1989 |
|
SU1710191A1 |
| Металлорежущий станок для обработки тонкостенных цилиндрических деталей | 1982 |
|
SU1092011A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |