(54) ЦЕПНОЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Тележечный конвейер | 1988 |
|
SU1578053A1 |
| Магазин деталей | 1983 |
|
SU1135600A1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| Устройство для перекладки изделий с одного конвейера на другой | 1980 |
|
SU962143A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| ВЕЛОМОБИЛЬ | 1991 |
|
RU2011594C1 |
| Устройство для натяжения цепей скребкового конвейера | 1979 |
|
SU925793A1 |
| Горизонтально-замкнутый тележечный конвейер | 1977 |
|
SU673547A1 |
1
Изобретение относится к машиностроению, в частности к цепным конвейерам для деталей типа валов на металлорежущих станках и автоматических линиях.
Известны конвейеры для деталей переменной длины, содержащие две замкнутые несущие параллельные цепи, опирающиеся на направляющие, при ,этом звездочки одной из цепей установлены с возможностью скольжения вдоль валов при переналадке 1.
Недостатки таких конвейеров заключаются в СЛОЖНОСТИ переналадки на детали переменной длинц, так как необходимо вручную и по отдельности переустанавливать звездочки, цепи, направляющие и другие детали конвейера.
Наиболее близким к предлагаемому ,по технической сущности и достигаемому результату является цепной конвейер, включающий привод, звездочки на валах, тяговые цепи и жесткую раму, установленную на поперечинах с возможностью перемещения 2.
Недостатком данного конвейера является то, что при переналадке на детали различной длины не используется его привод и
не синхронизировано перемещение двух концов рамы.
Цель изобретения - упрощение периодической переналадки конвейера на детали различной длины.
5Указанная цель достигается тем, что
цепной конвейер снабжен установленными на ступицах каждой звездочки гайками с выступами и водилами, каждое из которых размещено на раме с возможностью взаймо Q действия с соответствующей звездочкой и гайкой, при этом каждый вал выполнен с винтовой нарезкой, а каждый фиксатор 6ыполнен в виде двух упоров, установленных с возможностью взаимодействия с соответствующими выступами гаек.
15
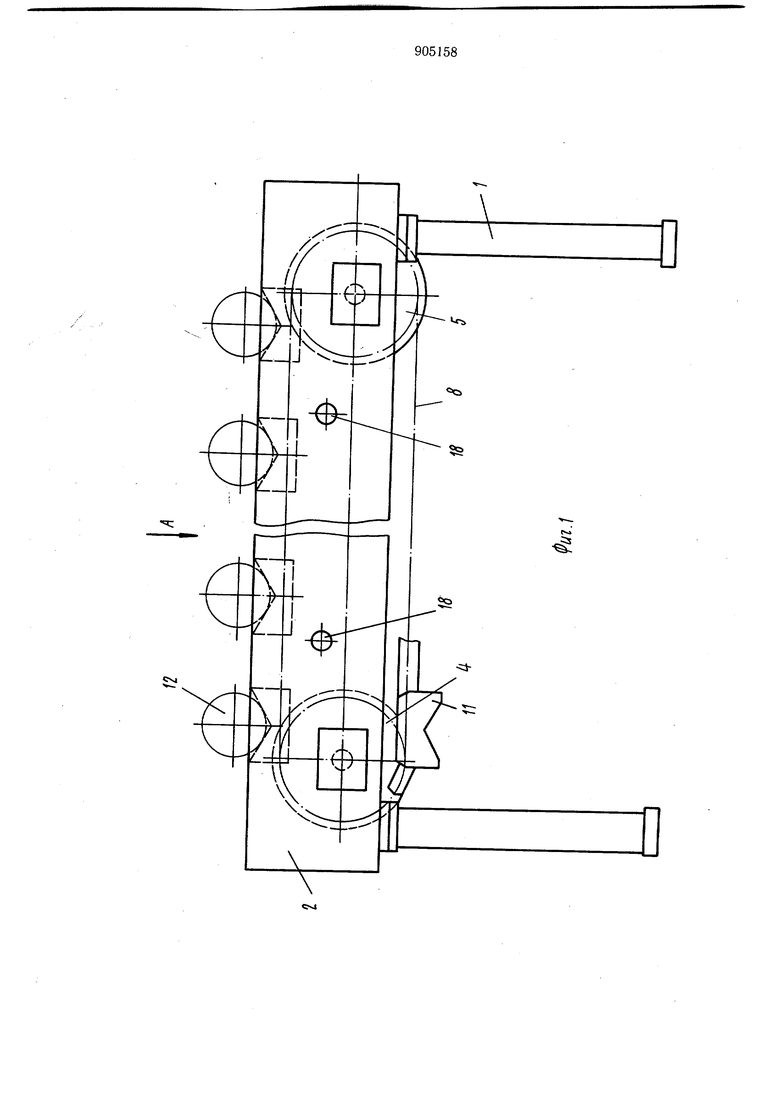
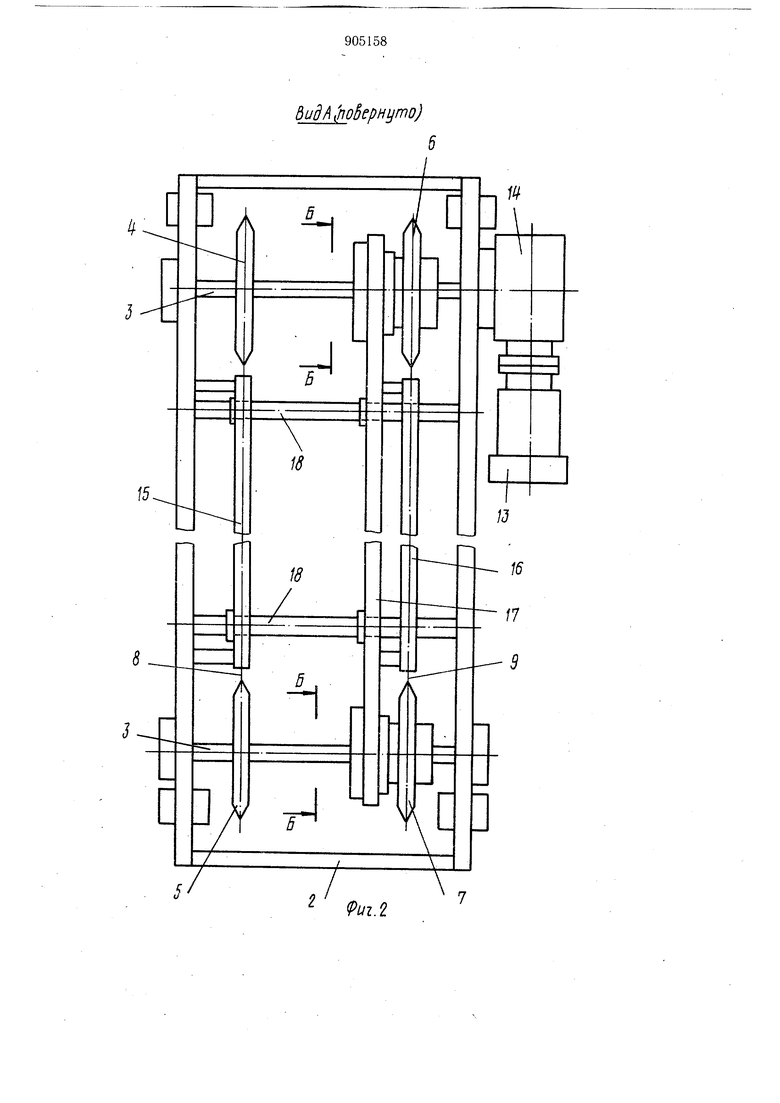
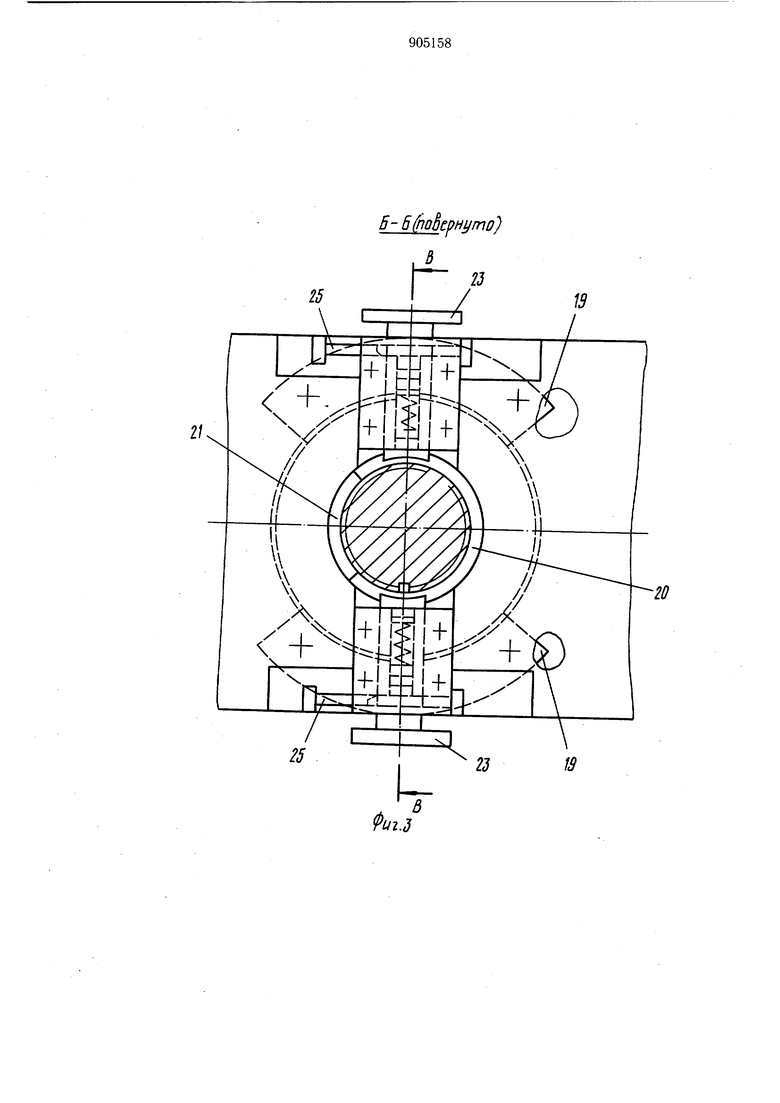
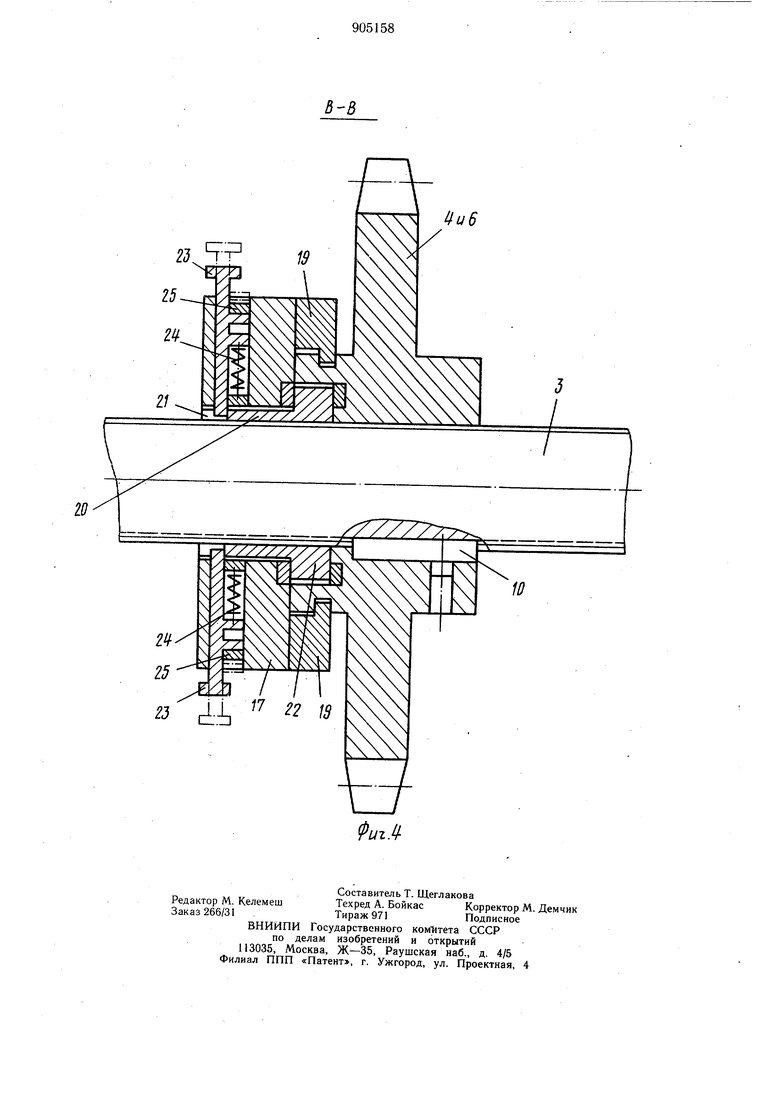
На фиг. I изображен предлагаемый цепной конвейер, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Конвейер включает стойки 1, на которых
20 установлена жесткая рама. 2. На раме 2 в подщипниках установлены валы с винтовой нарезкой 3, на которых установлены две пары звездочек 4 и 5, 6 и 7, огибаемые бесконечными несущими цепями 8 и 9. Паpa звездочек 6 и 7 соединена с валами посредством скользящих шпонок 10.
К цепям 8 и 9 крепятся призмы И, которые служат для полдержания транспортируемых деталей 12. Ведущий вал 3 со звездочками 4 и 6 получает вращение от реверсивного электродвигателя 13 через редуктор 14.
На раме 2 закреплена направляющая 15 для цепи 8. Цепь 9 лежит на направляющей 16, которая закреплена на раме 17, установленной с возможностью поперечного перемещения на поперечинах 18, закрепленных на раме 2. Рама 17 соединена со звездочками 6 и 7 посредством водил 19.
На валах с винтовой нарезкой 3 установлены с возможностью вращения вместе с валом относительно рамы 17 гайки 20, содержащие на торцах выступы 21. Гайки 20 содержат буртик 22, имеющий возможность контакта с перемещаемой частью конвейера при ходе гайки по валу в обоих направлениях. На раме 17 установлены фиксаторы 23, вводимые в зацепление с выступами гаек и предназначенные для стопорения их от вращения относительно рамы. Для предотвращения от самопроизвольного стопорения фиксаторы подпружинены в обратном направлении пружинами 24.
Фиксаторы 23 фиксируются в двух положениях - введенном в зацепление с гайкой и выведенном из зацепления с помощью защелки 25. Фиксаторы 23 вместе с деталями 24 и 25 дублированы для того,- чтобы в момент ввода один из них входил в зацепление с гайкой при любом положении секторного выступа.
Цепной конвейер работает следующим образом.
При работе конвейера в режиме транспортирования гайки вращаются вместе с валами и поперечного перемещения не происходит.
При переналадке конвейерами детали различной длины необходимо переместить перемещаемую часть в поперечном направлении. Для этого необходимо фиксаторы 23 нажать в сторону вала, преодолев сопротивление пружин 24, и зафиксировать их с помощью защелок 25. Вращая один из валов 3, вводим гайки 20 своими выступами 21 в контакт с выдвинутыми фиксаторами 23, происходит стопорение гаек и перемещение их вдоль валов. Гайки 20 торцовыми поверхностями своих буртов 22 перемещают подвижную часть конвейера в соответствии с направлением вращения валов 3 от реверсивного двигателя 13. Так как валы связаны цепной передачей, то они вращаются одновременно, и происходит перемещение обоих концов перемещаемой части.
Полезный экономический эффект от применения предлагаемого цепного конвейера образуется за счет упрощения и механизации процесса переналадки без дополнительного привода перемещения, а также сокращения времени переналадки.
Формула изобретения
Цепной конвейер, включающий привод, звездочки, ступицы которых имеют фиксаторы и закреплены на валах, тяговые цепи и жесткую раму, установленную на поперечинах с возможностью перемещения, от личающийся тем, что, с целью упрощения периодической переналадки конвейера, конвейер снабжен установленными на ступицах каждой звездочки гайками с выступами и водилами, каждое из которых размещено
0 на раме с возможностью взаимодействия с соответствующей звездочкой и гайкой, при этом каждый вал выполнен с винтовой нарезкой, а каждый фиксатор выполнен в виде двух упоров, установленных с возможностью взаимодействия с соответствующими
выступами гаек.
Источники информации, принятые во внимание при экспертизе 1. Техническая документация на автоматическую линию ТКЛ 1. Группа ТКЛ1-Т40 -001СБ, Костромское СКВ АЛ и АС, 1976. 2. Проспект фирмы DUAP AG Werkeugmaschinenfabrik СН-ЗЗбО Herzagenbuchsee/ Schweiz, с. 4, станок ZS 41/800 LQS 3/3; с. 9, фиг. 6; № 3217/25 Abb 3: Keltentransport mit Prismenauflagen (прототип).
Ом
1
(
dudAjw5epHymo)
/
л
U2.2
В- бМ ернуто)
