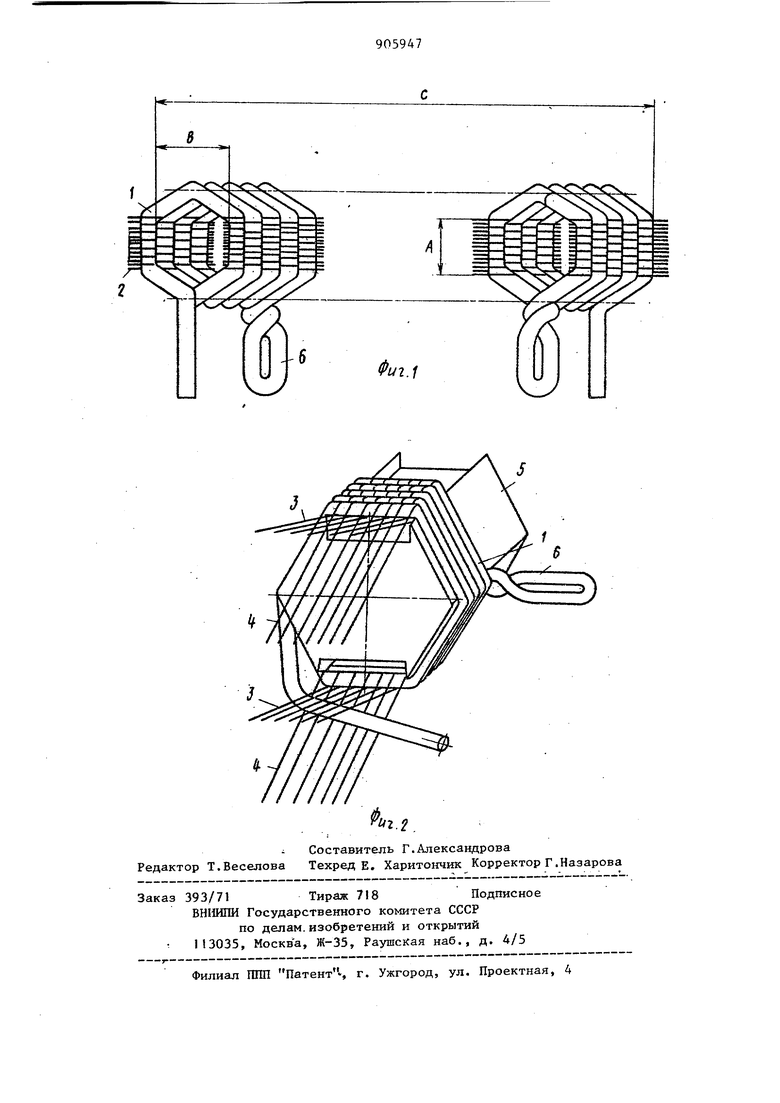
39 ки каждого витка скрепляющие элементы отгибают в противоположные стороны, охватывая ими провода, и стягивают намотанный виток с предыдупрш витком. На фиг.I показана обмотка якоря в развернутом виде; на фиг.2 -обмот ка в процессе ее изготовления. Провод I в процессе намотки пропускают между отдельными скрепляющими элементами, нитями или проволокой 2, которые предварительно через один 3 и А разводят в противополож1СЫХ направлениях, дхватывают ими провод I и стягивают его с предыдущим витком. Отгибают шаблон 5, выполненный в виде шестигранника, длины двух проти воположных сторон которого равны дли не активной части якоря А каждая и удалены друг от друга на расстояние В, равное величине полюсного деления и пропускают провод между скрепляющи ми нитями или проволокой с противоположной стороны шаблона, которые так же предварительно через один 3 и 4 разводят в противоположных направлениях, охватывают ими провод 1 и стягивают его с предьщущим витком Ьбмотки. После этого вновь огибают шаблон и производят намотку следующ го витка. Выводы 6 на коллектор получают удлинением части витков и скручиванием их у основания. С кажды вновь образованным витком обмотку сдвигают на величину, равную диамет ру наматываемого провода. После намотки всех витков обмотк обрезают и снимают с шаблона, при этом оставляют на шаблоне несколько витков для следующей обмотки, складывают в полосу, а затем на оправке форм5гют в цилиндр. Эффективность применения данного способа заключается в повьшении качества изготавливаемой обмотки путем увеличения прочности обмотки, отсутствия перекрещивающихся витков, применения большего интервала величин диаметров наматываемых проводов. Формула изобретения Способ изготовления многослойной обмотки беспазовых якорей электрических машин путем намотки на шаблон проводов с образованием выводов в виде петель, скрепления витков и последующей формовки обмотки, о т л и - чающийся тем, что, с целью повьпвения качества изготавливаемых обмоток, в процессе намотки проводов на шаблон их пропускают между скрепляющими элементами,например нитями или проволоками, расположенными параллельно и установленными двумя рядами в зонах, соответствзпощих активным частям обмотки, причем после укладки каждого витка скрепляющие элементы отгибают в противопо-, ложные стороны, охватывая ими провода, и стягивают намотанный виток с предьщущим витком. Источники информации, принятые во внимание при экспертизе 1.. Авторское свидетельство СССР № 208810, кл. Н 02 К 15/04, 1966. 2. Авторское свидетельство СССР № 530396, кп. Н 02 К 15/04, 1972.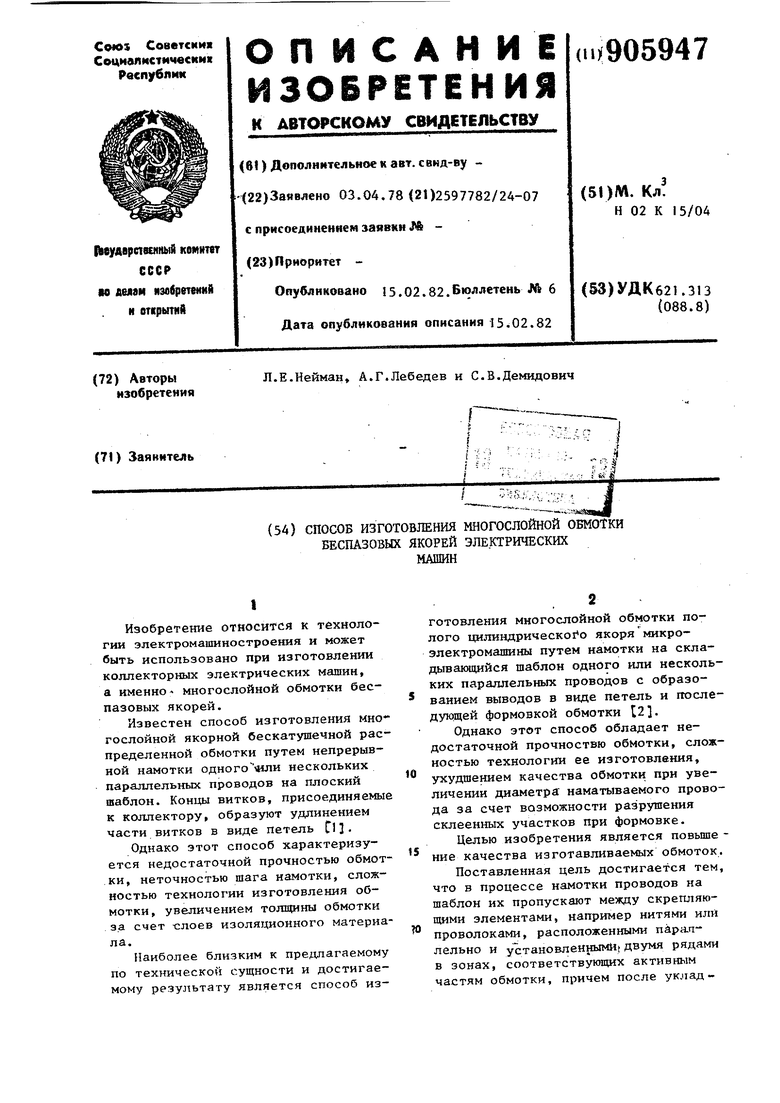
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Способ изготовления миниатюрного коллектора электрической машины | 1986 |
|
SU1427457A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| Способ изготовления катушек электрических машин | 1988 |
|
SU1786603A1 |
| Станок для намотки якорей | 1987 |
|
SU1494145A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ВОРСА | 1991 |
|
RU2034511C1 |