(54) ИНДУКТОР ДЛЯ НАГРЕВА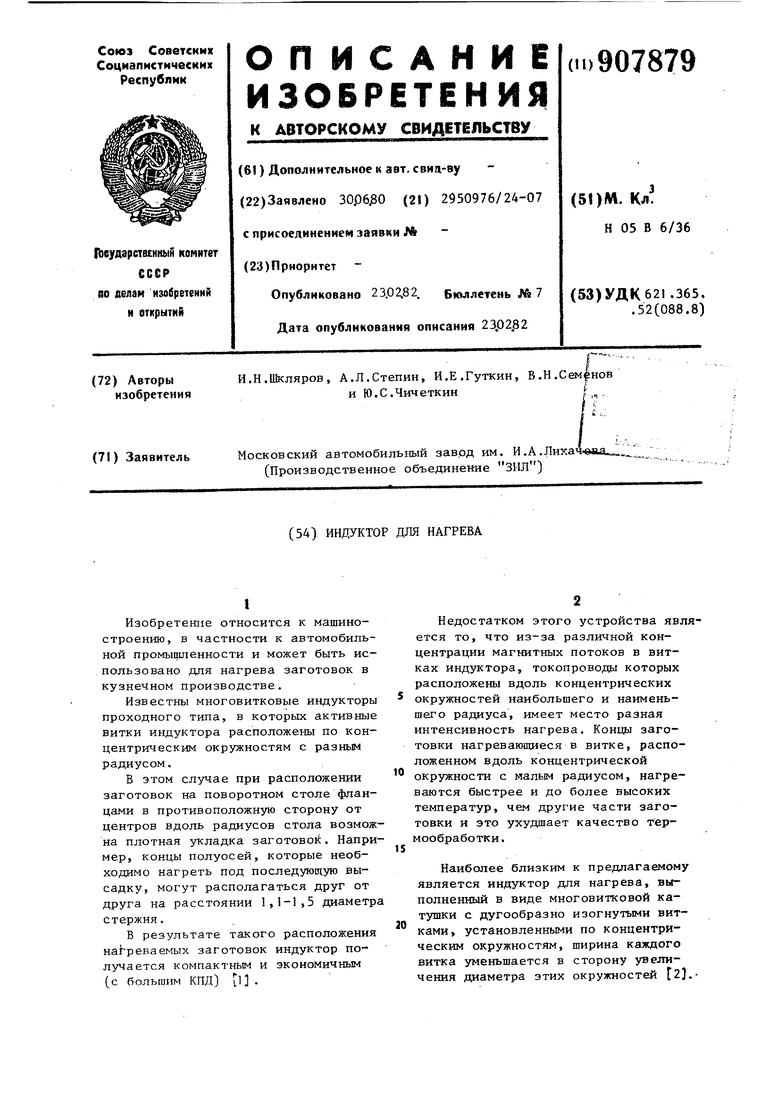

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ЗАГОТОВОК В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 1995 |
|
RU2080745C1 |
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ИЗДЕЛИЙ | 2003 |
|
RU2254692C2 |
| Трехфазный индуктор для сквозного нагрева длинномерных изделий | 1983 |
|
SU1100756A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| Способ закалки изделий | 1978 |
|
SU1147761A1 |
| Устройство для выдавливания заготовок | 1978 |
|
SU841766A1 |
| Индукционный нагреватель для нагрева плоских поверхностей изделий | 1978 |
|
SU890562A1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| Способ изготовления оптических заготовок | 1987 |
|
SU1521801A1 |

1
Изобретение относится к машиностроению, в частности к автомобильной промышленности и может быть использовано для нагрева заготовок в кузнечном производстве.
Известны многовитковые индукторы проходного типа, в которых активные витки индуктора расположены по концентрическим окружностям с разным радиусом.
В этом случае при расположении заготовок на поворотном столе фланцами в противоположную сторону от центров вдоль радиусов стола возможна плотная укладка заготовой. Например, концы полуосей, которые необходимо нагреть под последующую высадку, могут располагаться друг от друга на расстоянии 1,1-1,5 диаметра стержня.
В результате такого расположения нагреваемых заготовок индуктор получается компактным и экономичным (с большим КПД) l .
Недостатком этого устройства является то, что из-за различной концентрации магнитных потоков в витках индуктора, токопроводы которых расположены вдоль концентрических окружностей наибольшего и наименьшего радиуса, имеет место разная интенсивность нагрева. Концы заготовки нагревающиеся в витке, расположенном вдоль концентрической окружности с малым радиусом, нагреваются быстрее и до более высоких температур, чем другие части заготовки и это ухудшает качество термообработки.
IS
Наиболее близким к предлагаемому является индуктор для нагрева, выполненный в виде многовитковой катушки с дугообразно изогнутыми вит20ками, установленными по концентрическим окружностям, ширина каждого витка уменьшается в сторону увеличения диаметра этих окружностей 2.39Однако, чтобы обеспечить высокую равномерность нагрева,необходимо обеспечить определенное соотношение шагов витков и радиусов их располож ния, чтобы наибольшее количество тепла вьщелялось в витке с меньшим радиусом окружности. Цель изобретения - повьппение равномерности нагрева. Поставленная цель достигается тем, что в индукторе шаги витков h с радиусами концентрических окруж ностей R находятся в следующем соот ношении: hi R м .1 где h шаг i-го витка-, шаг предыдущего витка с меньшей окружноетью|радиус концентрической окружности первого витка радиус окружности i-ro витка. При такой Конструкции большое ко личество тепла, выделяемое в витке с меньшим радиусом окружности, приходится на большую длину заготовки. За счет усреднения по длине обеспечивается такая же температура нагре ва, как и в соседних участках, нагреваемых токопроводами, расположен ными вдоль окружностей с большим радиусом. На фиг, 1 схематически изображен индуктор с нагреваемой заготовкой, общий видц на фиг, 2 - вид А-А на фиг. 1, Многовитковый индуктор 1 состоит из активных токопроводов 2, расположенных по концентрическим окружно тям. Dlar витков индуктора h, равный сумме ширины витка Е и расстоянию между витками Ь, уменьшается по мере увеличения радиуса концентрических окружностей R, вдоль которых расположены витки индуктора. Заготовки 3 полуосей диаметром d расположены вдоль радиусов концен рических окружностей внутри индукто ра, Заготовки расположены под углом друг к другу и заполняют индуктор от позиции Б до позиции с. При включении тока высокой часто ты активные токопроводы 2 индуктора 1создают переменное магнитное поле индуцирующее в заготовке 3 электрический ток. Заготовки начинают нагреваться и с помощью вращающегося тола (не показан) перемещаются из озиции Б в позицию С. За это время они нагреваются от омнатной температуры до температуры овки равномерно на длине L. ИндУктор,выполненный предлагаеым способом, имеет следующие R X, - 360 мм; 470 мм-, Rj 546 мм; h 112 hri 70; h 3 30, При этом вьтолняется соотношение для (2) и (3): hl R R т,е. 0,62 - 0,60 т.е. 0,,44. Равномерный нагрев до 1250° ществляется на длине 250 мм. Предлагаемый индуктор за счет обеспечения равномерного нагрева обеспечивает повышение качества поковок, снижение брака, уменьшение угара металла. Формула изобретения Индуктор для нагрева, выполненный в виде многовитковой катушки с дугообразно изогнутыми витками, установленными по концентрическим окружностям, причем ширина каждого витка уменьшается в сторону увеличения диаметра этих окружностей, отличающийся тем, что, с целью повышения равномерности нагрева, шаги витков h с радиусами концентрических окружностей R находятся в следующем соотношении: hj R-T 1,: где h( - шаг i-ro витка-, h.,- шаг предыдущего витка с меньшей окружностью R - радиус концентрической окружности первого витка-, R . - радиус окружности i-ro витка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №275085, кл. С 21 D 1/42, 1970. 2.Патент Великобритании f l048082, кл. Н 5 Н/Н 05 В 5/00, 1963.
3
fi/г/
поВернуто
Фиг. 2
